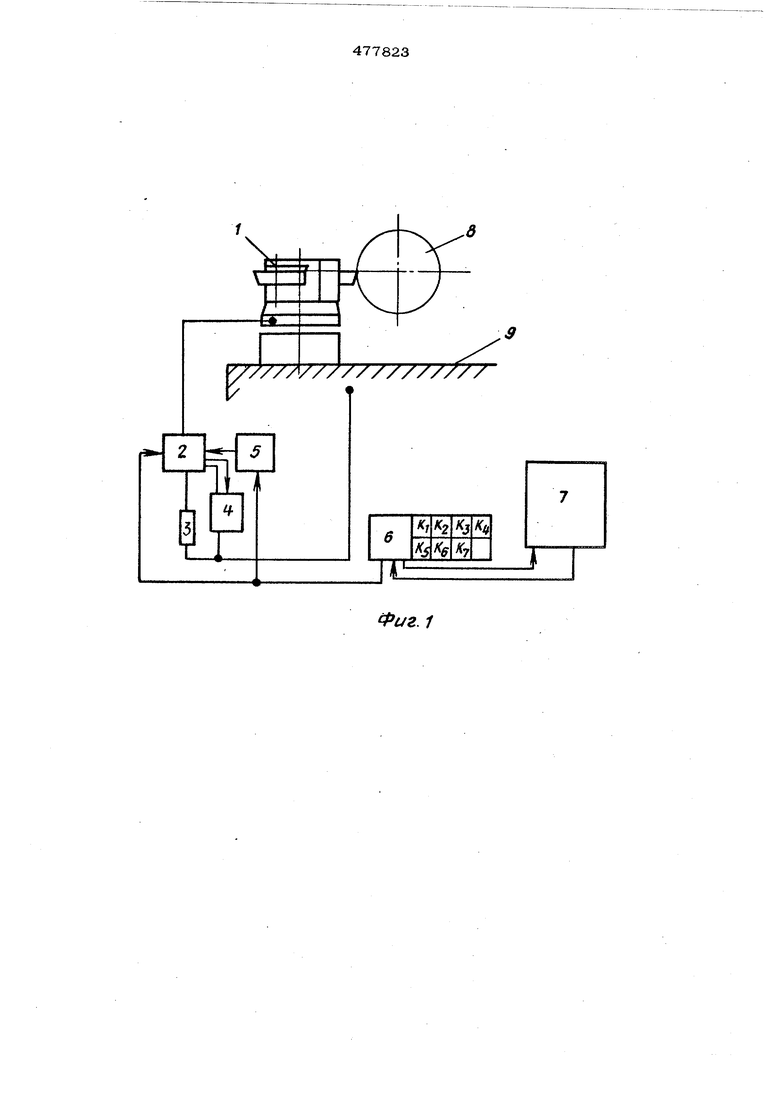
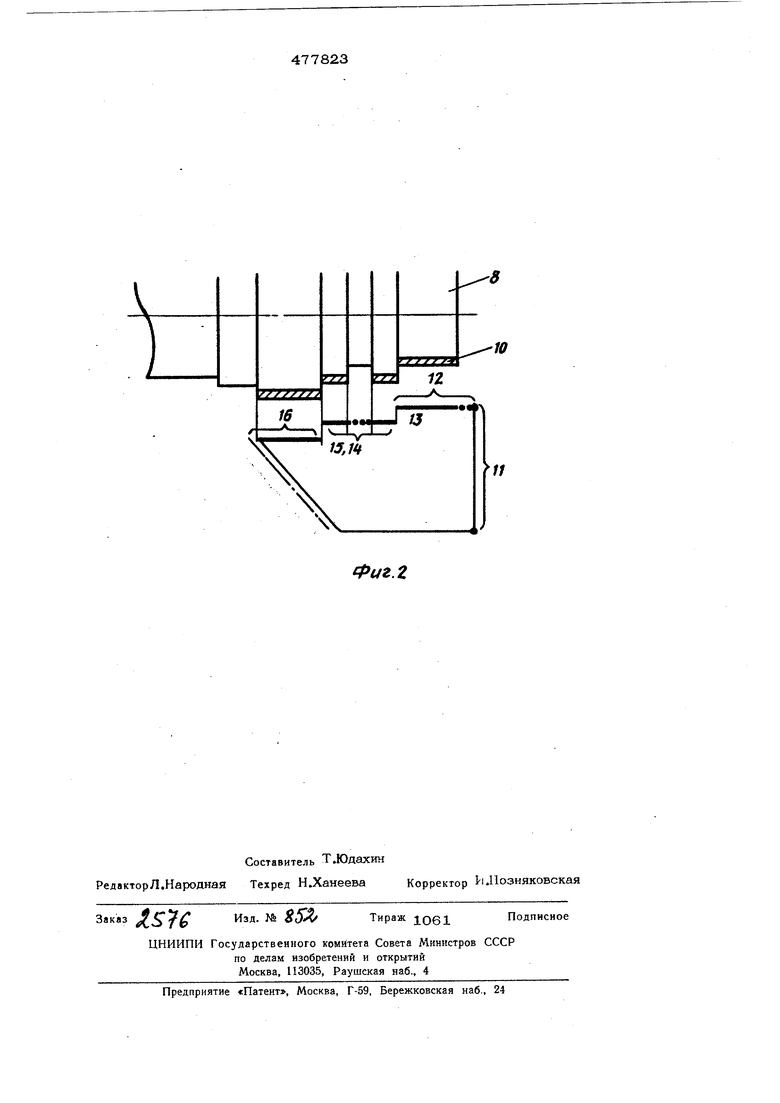
(5.4) ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ С ПРОГРАММНЫЛД УПРАВЛЕНИЕМ одачески для обнаружения и подачи соот.ветствующего сигнала при недопустимом накоплении ... стружки. С низкоомным входом на шунт, включаемый на быстрых холостых перемещени ях или при индексации поворотных револь верных головок с инструментом, для предотвращения аварийных состояний при оши ках в обработке или записи программы. В кодовый задатчик 6 заложены и могут им подключаться в соответствии с записанным в основной программе адресо следующие программы: К- - обеспечивающая останов перемещения на быстром холостом ходу по команде от датчика 4 при замыкании подгчэтовленнойэлектрической цепи инструмент-устройство-деталь от любой причины; Цг - программ обеспечивающая мгновенный останов пере мещающегося узла при касании изотфованной его частью или инструментом дру- гих, неизолированных узлов пли детали, причем останов сопровождается небольщим перемещением узла в обратном направлении для снятия нагрузки; К - подпрог грамма, подлежащая включению в кадры, предусматривающие смену инструмента. В этом случае команда от срабатывания датчика 4 воздействует не только на при , вод перемещения узла, но и на привод поворота револьверной головки с инструментами, поскольку ведущий к поломке инструмента контакт может произойти не только в процессе перемещения узла, но и при повороте головки. Этот вид защиты особенно необходим на станках с четырехкоординатными систе мами числового программного управления в которых при программировании особенно трудно рассчитать взаимные траектории концов инструмента, размещенного в двух револьверных головках. - подпрограмма, используемая уже не для предотвращения аварии, как три предь дущие, а для управления циклом обработки, дополняя основную программу и сообщая ей дополнительные возможности по повыщению эффективности станка. Подпрограмма обеспечивает мгновенный останов перемещения при наибольщем зна чении рабочей подачи и последующее подключение запрограммированного в основной программе значения рабочей подачи в момент касания режущей кромки обрабатываемой детали. Подпрограмма предназначена для исключения потерь времени на холостое перемещение при рабочей подаче обычно необходимое для компе11са«ии j разброса размера заготовок по длине. К та же, что и К , с той разницей, что подключается логическая схема и размыкание контакта с деталью вызывает повторное включение наибопьщей рабочей подачи и повторение цикла. Применяется при обработке поверхности с выемкой, проскоком, позволяет исключить необходимость в программировании точек изменения скоростей перемещения, исключает холостые перемещения на рабочей подаче. К - подпрограмма с использованием схемы сравнения напряжений, развиваемых термо-э. д. с.. и подаваемых источником напряжения. Если приложенный потенциал равен тер- мо-э. д. с., но имеет обратный знак, результирующий ток равен кулю при стабильном процессе. К - подпрограмма, аналогичная 6 вводимая при резком увеличении напряжения на щунте (в случае образования сплошной длинной стружки, наматывающейся на деталь иинструмент. Реализация подпрограмм в цикле обработки конкретной детали иллюстрируется примером, показанным на фиг. 2, где на-детали 8 подлежит удалению припуск О. Траектория перемещения инструмента, не- j обходимая для удаления этого припуска, разбита на ряд участков, программируемых отдельными кадрами в основной программе, в каждый из них введена требуемая подпрограмма под соответствующим адресом. Первый участок - быстрый подвод на холостом ходу (11), введена подпрограмма К , в случае возникновения электрического контакта изолированной части резцеержателя 1 должен произойти мгновенный останов перемещения. Если аварийная ситуация отсутствует, запрограммированное перемещение 11 обрабатывается полностью без включения подпрограммы К, и начинается следующее перемещение согласно I очередному кадру 12, В этом кадре перемещение вначале происходит вхолосаую с резанием и на обычных стайках с ЧПУ на всем его протяжении программируется одна рабочая подача. В данном случае начальная скорость равна наибольщему значению рабочей подачи. Переход на скорость рабочей подачи, предусмотренную основной программой, происходит при возникновении контакта инструмента с обрабатываемой деталью. Участок 13 - быстрый отвод на позицию, соответствующую диаметру второй ступени, участок 14 предусматривает об- j
работку с проскоком, заданную одним кадром вместо трех, необходимых при обычной системе ЧПУ. Участок 15 идентичен участку 13. На участках, подобных участку 16, целесообразно приг,;енить несколько измененную программу К-,, в которой размыкание контакта с деталью вызывает сигнал, дублирующий предусмотренный основной программой окончания прохода участка 16, а не повторное включение наибольшей рабочей подачи. Это позволяет избежать резания воздуха при выходе инструмента при обрабатываемой поверхности, неизбежного при обычном программировании.
Если программа обрабатывается нормально, резец на ускоренном ходу перемещается на позЙ1ШЮ по траектории 11, а дополнительным адресом кадра введена подгфограмма К - останов перемещения при возникновении электрического контакта изолированной части, несущей инструмент с другими частями станка иди с деталью.
CлeдoвaтeльнoJ при любой ощибке программиста или системы по заданию величины или направления перемещения, ощибке оператора, установившего заготовку с чрезмерным припуском или большей длины, образуется контакт и перемещение будет остановлено.
Для выполне1шя этой подпрограммы используется ток значительной силы и соответственно заниженная чувствительност системы. Это позволяет исключить ложное срабатывание при случайном замыкании, например, стружкой, контакт с которой не может пропустить ток такой силы.
о
В следующий кадр введена подпрограмма К , исключающая резание воздуха на подходе к обрабатываемой поверхности. При наличии на станке адаптивных элементов осушествляется полная защита от перегрузки в процессе резания, при их отсутствии может быть введена пощрограмма К , обеспечивающая частичную защиту в фушщии изменения термо-э. д. с.,
В кащ, программирующий участок 14, введена подпрограмма К . Использовани
i3
подпрограммы К , предусматривающей
контроль за чрезмерным накоплением стружки, может осуществляться периодически при работе подпрограммы К путем соответствующего переключения схемы.
Предмет изобретения
1.Предохранительное устройство к ме- таллорежущим станкам с программным управлением, в котором узел, несущий инструмент, электрически изолирован от мае сьг станка л подключен к источнику напряжения, отли чающ| ся тем, что, с целью повыщения надежности защиты и увеличения производительности обработки,
в цепь источника напряжения подключен кодовый задатчик программы, управляемый системой программного управления стаисом,
2.Устройство по п. 1, отличу ющ е е с я тем, что схем источника напряжения выполнена из источника напряжения, щунтирующего резистора и коммутирующего блока.
иг. 1
Фиг.г

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ограничения вибраций технологической системы | 1986 |
|
SU1500995A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Способ электроэрозионной обработки непрофилированным электродом-инструментом | 1990 |
|
SU1779495A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Устройство индикации и управления для станков | 1985 |
|
SU1290262A1 |
| Способ строгания цилиндрических поверхностей | 1982 |
|
SU1136898A1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
| Устройство для обнаружения поломок и износа инструментов | 1985 |
|
SU1258630A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |