(54) ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ И ПРАВКИ ДЕТАЛЕЙ ЗАМКНУТОГО КОНТУРА
10ч .верхнюю .-полость фланца втул.ки 5. В.ключается (рабочий ход СИлового цялиндра 8. Силовая траверса 9 вместе с секциояной обоймой 4 опускается. Секции обой|мы 4, .скользя
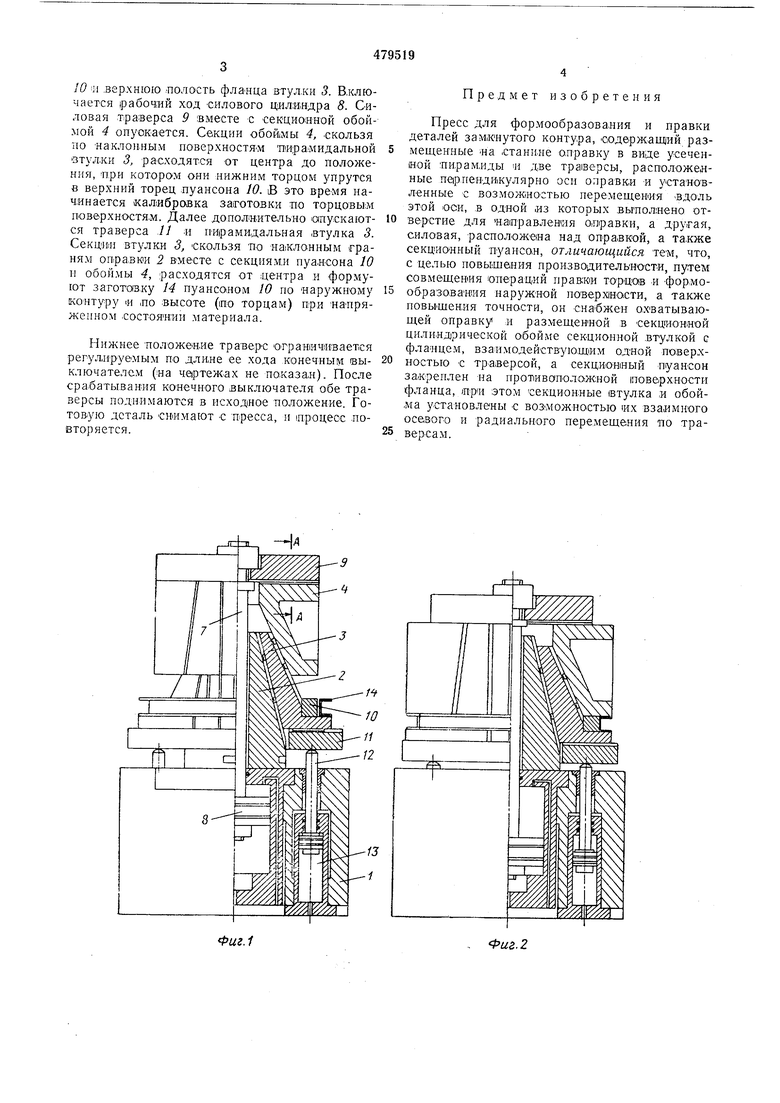
110 Наклонным поверхностя.м Т1И;ра.чМидальной зтул.ки 3, расхо.дятся от центра до положения, при котором они нижним торцом упрутся в верхний торец .пуансона 10. В это время нач.ннается «ал(Ибровка заготовки ио торцовым ноБерхностя.м. Далее .дополм ительно опускаются траверса 11 и ПИр амида льна я .втулка 3. Секщм втулки 3, скользя по наклонным граням онравюи 2 Вместе с секциям.и пуадсона 10
11обоймы 4, расходятся от центра и формуют заготав.ку 14 пуансоном 10 по наружному контуру 1И (ПО высоте (по торцам) п.ри напряженном .состоянии материала.
Нижнее положение траверс ограничивается регулируемым по длнне ее хода конечным выключателсм (на чартежах не показан). После срабатывания конечного выключателя обе траверсы поднимаются в исходное по.ложение. Готовую деталь снимают с Пресса, и процесс .повторяется.
Пре.дмет изобретения
Пресс для формообразовалия и правки деталей замкнутого контура, со.держащий размещенные На станине о.п-равку в виде усеченной :пирам,иды « две тра1версы, располОжелные парпеНДИ|Кулярно оси оправки и установленные с возможностью перемещения вдоль этой оси, .в одной из которых выполяено отверСтие для направления олравки, а , силовая, расположбна над оправкой, а та.кже секционный Пуансол, отличающийся тем, что, с целью повышения производительности, путем совмещевия операций иравки торцов и фор|Мообразования наружной новерхиости, а также повышения точности, он снабжен о хватывающей оправку л размещенной в секционной цили.ндрической обойме секционной .втулкой с , взаимо.действу1О.Щ1Им одной поверхностью с траверсой, а секционный пуансон за-креплен на противоположной новерхностп фланца, mpai этом секционные (втулка :и обой.ма установлены с возлюжностью их взаимного осевого и радиального перемещения по траверСам.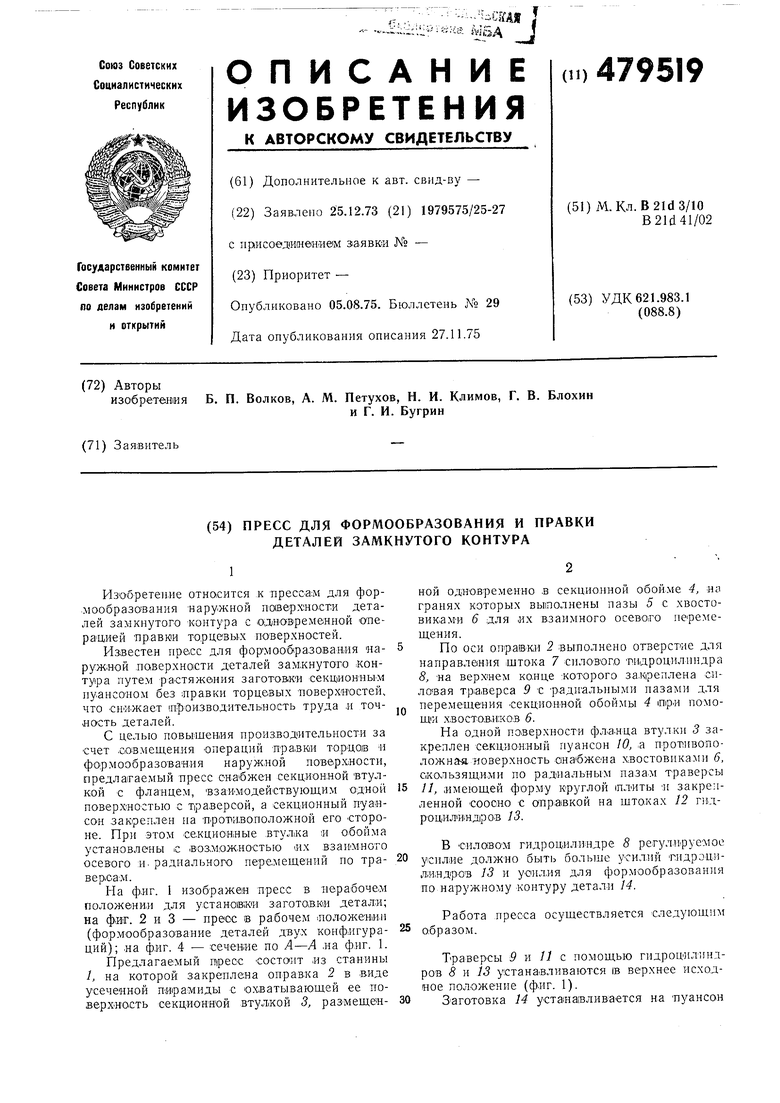
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки полых заготовок | 1991 |
|
SU1780902A1 |
| Штамп для штамповки выдавливанием | 1981 |
|
SU1006026A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для правки кольцевых заготовок растяжением | 1974 |
|
SU499009A1 |
| Штамп для раздачи кольцевых заготовок | 1989 |
|
SU1755994A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1461580A1 |
| Способ изготовления колец и штамп для его осуществления | 1981 |
|
SU1013073A1 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Устройство для глубокой вытяжки | 1984 |
|
SU1224044A1 |

а
Фаг.З
Фиг.
