Изобретение относится к области обработки металлов давлением и может быть использовано для получения пустотелых изделий типа заглушек гидроаппаратуры.
Известен штамп для гидромеханической штамповки полых изделий, содержаш,ий нижнюю разъемную матрицу и соосно закрепленные на верхней плите высадочную матрицу и пуансон.
Недостаток известного штампа заключается в том, что он не обеспечивает сброса давления по окончании формообразования детали. Это приводит к перегрузке и преждевременному выходу инструмента из строя.
Цель изобретения - улучшение условий работы инструмента.
Эта цель обеспечивается за счет того, что в высадочной матрице предусмотрена кольцевая ПОЛОСТЬ, сообнхенная с внешней средой, а на рабочей части пуансона, выступаюшей из полости высадочной матрицы, выполнен кольцевой бурт диаметром, равным внутреннему диаметру кромки готового изделия.
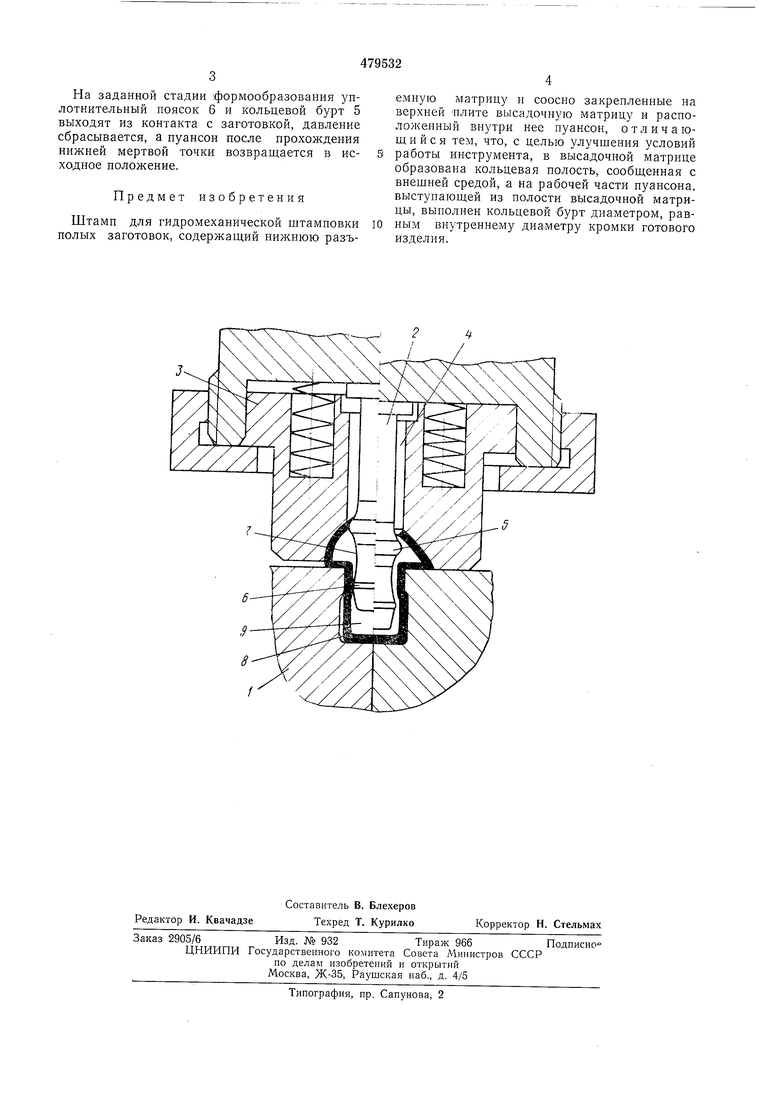
На чертеже схематично изображен предложенный штамп.
Штамп содержит смонтированную на нижней плите разъемную матрицу 1 и жестко закрепленный к верхней плите штампа пуансон 2. Концентрично пуансону 2 установлена подпружиненная в осевом направлении вьгсадочная матрица Э.
Между пуансоном 2 и высадочной матрицей 3 предусмотрена кольцевая полость 4, сообщенная с внешней средой. На рабочей части пуансона 2, выступаюш,ей из полости 4 высадочной матрицы 3, выполнен кольцевой бурт 5, диаметр которого равен диаметру кромки готовой детали.
Торцовая коническая часть пуансона 2 имеет уплотнительный поясок 6 с диаметром, равным внутреннему диаметру горловины детали. Между ПОЯСКОМ 6 и кольцевым буртом 5 выполнена кольцевая выемка 7.
Для осуществления штамповки заготовку
8,-, наполненную жидкой средой, помещают в полость матрицы 1. Нри движении пуансона 2 вниз его коническая часть входит в заготовку 8 и пояском 6 гер.метизирует ее внутреннюю полость 9.
При этом за счет давления среды происходит раздача нижней части заготовки. При дальнейшем ходе пуансона 2 и высадочной матрицы 3 кольцевой бурт 5 перекрывает кромку детали, что обеспечивает в процессе
высадки головки ее внутренний гидравлический подпор.
Далее верхняя 3 и 2 матрицы замыкаются, а пуансон, продолжая перемещаться, осуществляет окончательную раздачу нижней части и формовку сферической головки изделия.
На заданной стадии формообразования унлотнительный поясок 6 и кольцевой бурт 5 выходят из контакта с заготовкой, давление сбрасывается, а пуансон после прохождения нижней мертвой точки возвращается в исходное положение.
Предмет изобретения
Штамп для гидромеханической штамповки полых заготовок, содержащий нижнюю разъемную матрицу и соосно закрепленные на верхней плите высадочную матрицу и расположенный внутри нее пуансон, отличающийся тем, что, с целью улучшения условий работы инструмента, в высадочной матрице образована кольцевая полость, сообщенная с внешней средой, а на рабочей части пуансона, выступающей из полости высадочной матрицы, выполнен кольцевой бурт диаметром, равным внутреннему диа-метру кромки готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки трубчатых заготовок | 1983 |
|
SU1144745A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Способ штамповки полых цилиндрических деталей | 1983 |
|
SU1109229A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Способ изготовления кольцевых поковок | 1987 |
|
SU1433611A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| ШТАМП ДЛЯ ГИДРОМЕХАНИЧЕСКОЙ ВЫТЯЖКИ | 1973 |
|
SU396152A1 |
| Штамп для раздачи трубчатых заготовок | 1984 |
|
SU1197759A1 |
| Устройство для гидромеханической штамповки полых ступенчатых деталей | 1982 |
|
SU1109223A1 |
J
