В настоящее время в технике существуют три способа изготовления спиральных сверл: фрезерование из целого прута, кручение из плоской стали и ковка или прессовка в штампах плоской или профилированной стали.
Из перечисленных способов изготовления спиральных сверл наиболее совершенным является способ кручения из профилированной стали, так как сверло, полученное таким способом, приобретает очень ценное свойство и эластичность, которая очень важна при сверлении упругих предметом, как например, тонкостенных резервуаров и котлов, железных листов, пачек из листов и т. п. Успех, который обеспечили себе витые сверла из профилированной стали, объясняется тем, что на витое сверло требуется меньше материала, исходя из того соображения, что объем витой заготовки меньше объема сплошной цилиндрической заготовки на величину объема спиральных канавок. Эта разница в весе, как нам известно, находится в пределах кроме того структура витого сверла более благоприятна.
Предметом настоящего изобретения является станок для завивания фасонных профилей посредству валков с винтовыми ручьями.
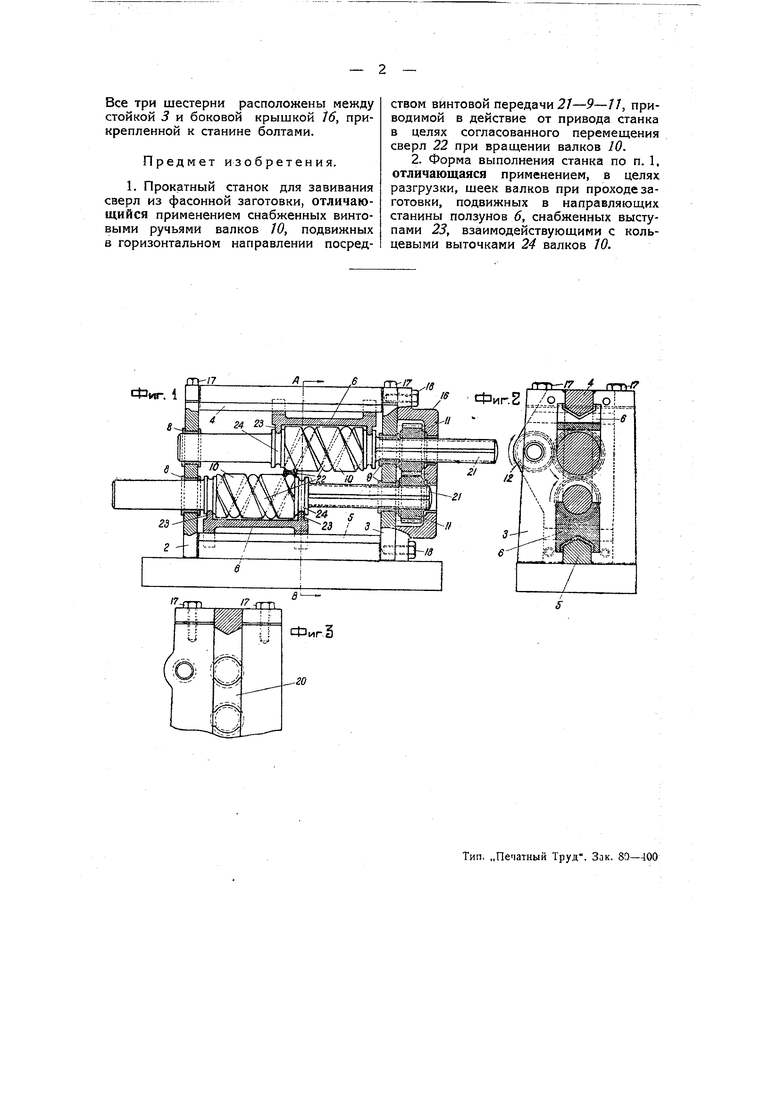
На чертеже фиг. 1 изображает продольный разрез станка; фиг. 2-разрез по линии АВ на фиг. 1 и фиг. 3-деталь конструкции.
В пазы стоек 2 и 5, установленных на плите 7, вкладываются валки JO с винтовой нарезкой и с бронзовыми втулками 9 к 8. Между верхним и нижним валками установлен средний вкладыщ 20, Затем установлена верхняя крышка с направляющей 4, которая крепится к станине болтами /7. Винтовые валки имеют правую нарезку с профилем развернутого сверла 22, а с боков имеют направляющие выточки 24, в которые входят выступы 23 ползунов б, двигающиеся по направляющим 5 к 4. Назначение ползунов не только устранять боковое перемещение валков, но и разгружать шейки валков при действии на них сил, возникающих в момент прохода заготовки при обжатии. Поступательное движение валков навстречу друр к другу осуществляется с помощью двух цилиндрических шестерен 77, имеющих в ступицах соответствующие выступы, скользящие в пазу винтового валка 2/, при перемещении его по винтовой втулке Р. Вращательное движение валков осуществляется теми же цилиндрическими шестернями 7/, работающими от приводной шестерни 12.
Все три шестерни расположены между стойкой 5 и боковой крышкой 75, прикрепленной к станине болтами.
Предмет изобретения.
1. Прокатный станок для завивания сверл из фасонной заготовки, отличающийся применением снабженных винтовыми ручьями валков 10, подвижных в горизонтальном направлении посредством винтовой передачи 2/-9-11, приводимой в действие от привода станка в целях согласованного перемещения сверл 22 при вращении валков 10,
2. Форма выполнения станка по п. 1, отличающаяся применением, в целях разгрузки, шеек валков при проходе заготовки, подвижных в направляющих станины ползунов 6, снабженных выступами 23, взаимодействующими с кольцевыми выточками 24 валков /Л
. 1 ГГТУ-/7 /

