1
Известно устройство к горизонтальному гидравлическому прессу для фиксации заготовок, содержащее опору для установки заготовки.
С целью обеспечения фиксации длинномерных изделий и повышения качества их изготовления в предлагаемом устройстве опора выполнена в виде призм с наклонными плоскостями, а устройство снабжено сблокированными между собой и воздействующими на торцы заготовки толкателями, расположенными симметрично относительно торцов заготовки и взаимодействующими с ними регулируемыми упорами, смонтированными на станине пресса.
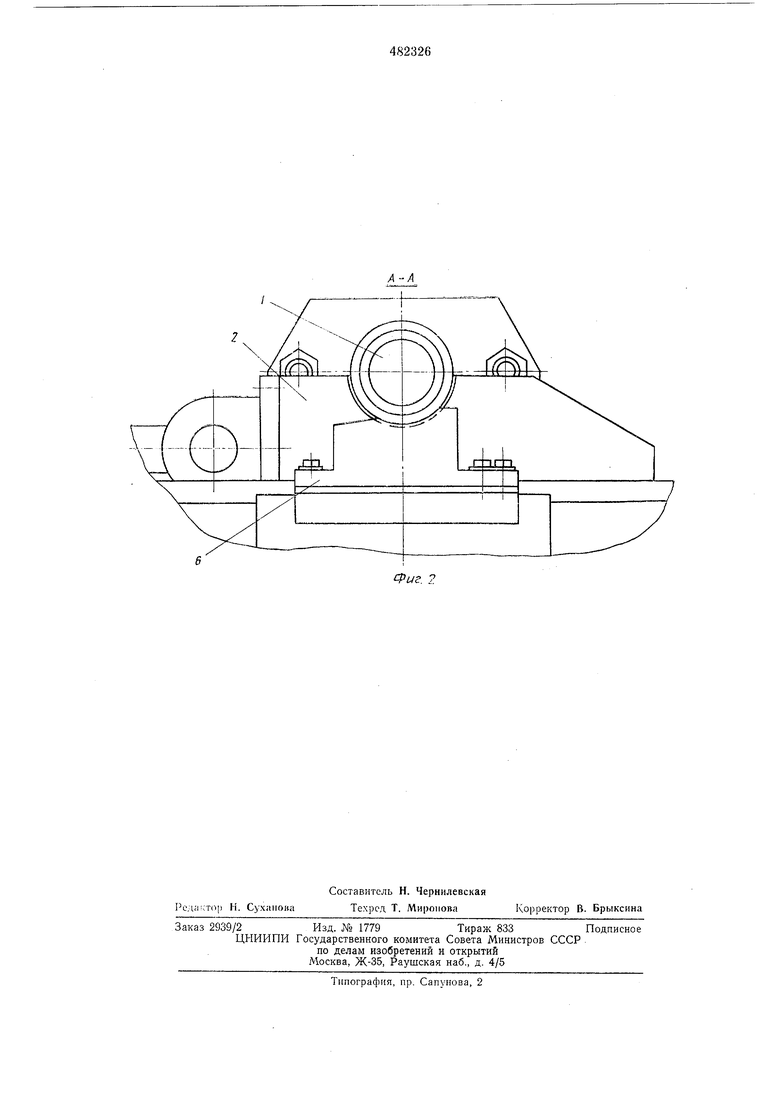
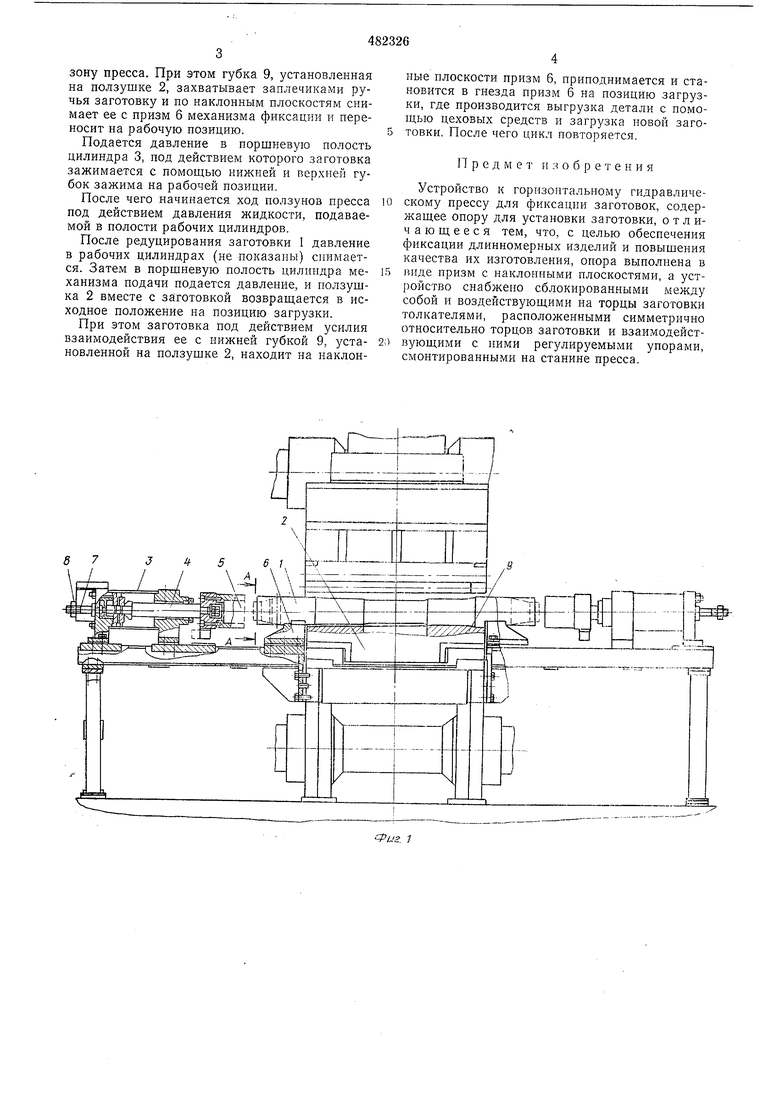
На фиг. 1 показан механизм фиксации предлагаемого устройства; на фиг. 2 - разрез по А-А на фиг. 1.
На позиции загрузки симметрично оси симметрии пресса по обе сторопы продольной оси заготовки 1 установлен механизм фиксации. Одновременно механизм фиксации (фиг. 1) охватывает симметрично с обеих сторон нолзущку 2 механизма подачи.
Механизм фиксации выполнен в виде пневматических цилиндров 3, щтоки 4 которых связаны со сменными толкателями 5, расположенными симметрично продольной оси заготовки 1, которая установлена над ползушкой механизма на призмах 6 выше оси ползушки 2
2
(фиг. 2). Гнезда призм 6 открыты в сторону подачи в связи с тем, что призмы имеют наклонные плоскости в сторону подачи заготовки. Толкатели 5 взаимодействуют с помощью
направляющих тяг 7 с регулируемыми упорами 8.
Пресс работает следующим образом. Заготовка 1 ложится на призмы 6 механизма фиксации. Ввиду того, что призмы 6 расположены песколько выще ручья нижней губки 9 механизма зажима, совмещенной с ползушкой 2 механизма подачи, то заготовка 1 ложится только на призмы 6, а ручей нижних губок 9 механизма зажима паходится под заготовкой и с некоторым зазором охватывает ее, причем при фиксации смятия рифлепия не наблюдается. При включении пресса в поршневые полости цилиндров 3 подается давление, под действием которого толкатели 5 одповременно сходятся, взаимодействуют с заготовкой и с упорами, выставляя заготовку по центру оси симметрии пресса. При этом заготовка не касается зажимпой части губок 9 механизма зажима п смятия рифления не наблюдается.
Затем давление подается в щтоковые полости цилиндров 3, толкатели 5 расходятся и занимают исходное положение.
Далее давление подается в штоковую полость цилиндра механизма нодачи (не показан), и ползущка 2 перемещается в рабочую
зону пресса. При этом губка 9, установленная на ползушке 2, захватывает заплечиками ручья заготовку и по наклонным плоскостям снимает ее с призм 6 механизма фиксации и переносит на рабочую позицию.
Подается давление в поршневую полость цилиндра 3, под действием которого заготовка зажимается с помощью нижней и верхней губок зажима на рабочей позиции.
После чего начинается ход ползунов пресса под действием давления жидкости, подаваемой в полости рабочих цилиндров.
После редуцирования заготовки 1 давление в рабочих цилиндрах {не показаны) снимается. Затем в поршневую полость цилиндра механизма подачи подается давление, и нолзушка 2 вместе с заготовкой возвращается в исходное положение на позицию загрузки.
При этом заготовка под действием усилия взаимодействия ее с нижней губкой 9, установленной на ползушке 2, находит на наклонные плоскости призм 6, приподнимается и становится в гнезда призм 6 на позицию загрузки, где производится выгрузка детали с помощью цеховых средств и загрузка новой заготовки. После чего цикл повторяется.
Пред м е т н з о б р е т е н и я
Устройство к горизонтальному гидравлическому прессу для фиксации заготовок, содержащее онору для установки заготовки, отличающееся тем, что, с целью обеспечения фиксации длинномерных изделий и повышения качества их изготовления, опора выполнена в 1М1де призм с наклонными плоскостями, а устройство снабжено сблокированными между собой и воздействующими на торцы заготовки толкателями, расположенными симметрично относительно торцов заготовки и взаимодействующими с ними регулируемыми упорами, смонтированными на станине пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи длинномерного фасонного проката в зону обработки | 1987 |
|
SU1493401A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1690920A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Зажимное устройство машины для контактной стыковой сварки | 1988 |
|
SU1655707A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НАТЯЖЕНИЯ ПРИ ПРЕССОВАНИИ МЕТАЛЛОВ | 2005 |
|
RU2278758C1 |
| Перекладчик заготовок к прессу | 1973 |
|
SU461781A1 |
| Устройство для двусторонней приварки выводов к армированным заготовкам резисторов | 1986 |
|
SU1388235A1 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |