21
2 5
8 3
20
JZ
СО 00
00 to
00
С71
35
Изобретение относится к сварке и может быть использовано в радиоэлектронной тех- ннике, в частности при двусторонней приварке проволочных выводов к армированным колпачкам и заготовкам резисторов.
Цель изобретения - повышение производительности и уменьшение габаритов устройства.
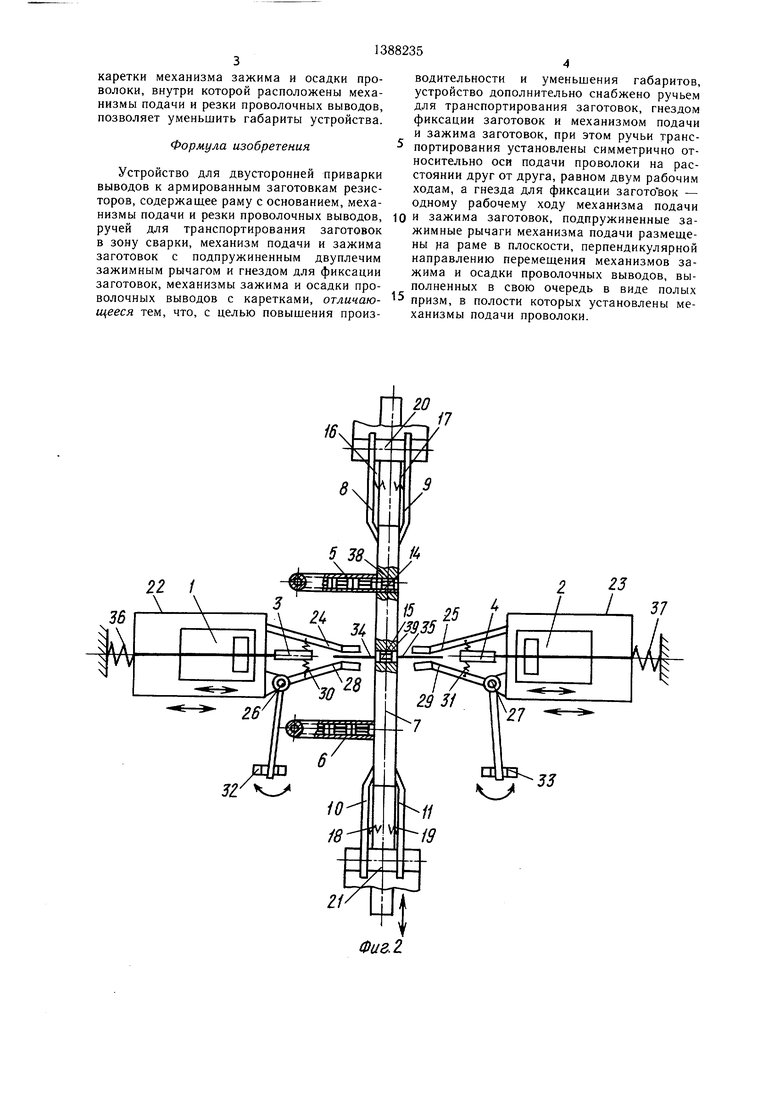
На фиг. 1 схематически изображено предлагаемое устройство, аксонометрия; на фиг. 2 - то же, вид сверху; на фиг. 3-7 - последовательность работы механизмов подачи и зажима заготовок.
Устройство состоит из механизмов 1 и 2 подачи проволочных выводов, механизмов 3 и 4 резки проволочных выводов, двух ручьев 5 и 6 для транспортировки заготовок в зону сварки, механизма 7 подачи и зажима с зажимными рычагами 8-11, поворачивающимися на осях 12 и 13. Зажимные рычаги 8- 1 1 зажимают заготовки 14 и 15 резисторов с помощью пружин 16-19. Разжим зажимных рычагов 8 и 9 производится с помощью упора 20, разжим зажимных рычагов 10 и 11 производится с помощью упора 21. Механизмы зажима и осадки проволочных выводов состоят из кареток 22 и 23 рамной конструкции, выполненных в виде полых призм, при этом грани полых призм используются в качестве ответных направляющих при возвратно-поступательном движении кареток. Внутри объема кареток 22 и 23 механизма зажима и осадки проволочных выводов установлены механизмы подачи 1 и 2 и резки 3 и 4 проволочных выводов, которые совершают возвратно-поступательное движение по направляющим граней призм (не показаны). К кареткам 22 и 23 крепятся неподвижные зажимные губки 24 и 25, а также оси 26 и 27, на которых поворачиваются подвижные зажимные губки 28 и 29. Последние прижимаются к неподвижным зажимным губкам 24 и 25 пружинами 30 и 31. Отвод подвижных губок 28 и 29 в крайнее заднее положение производится упорами 32 и 33. Прижатие проволочных выводов 34 и 35, зажатых между неподвижной 24 и подвижной 28 губками и соответственно между неподвижной 25 и подвижной 29 губками, к торцам заготовок 14 и 15 производится с помощью пружин 36 и 37. В механизме 7 подачи и зажима заготовок установлены гнезда 38 и 39 для фиксации заготовок 14 и 15.
Устройство работает следующим образом.
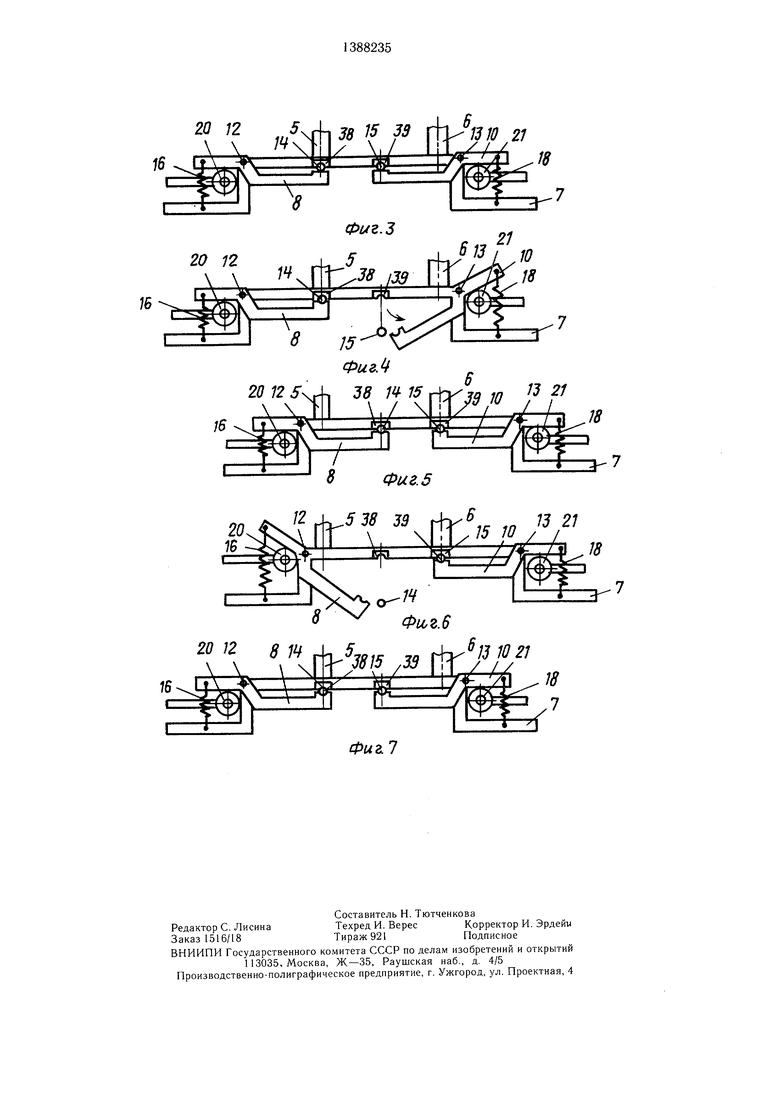
При транспортировании заготовки резистора при положении механизма 7 подачи и зажима заготовок, как показано на фиг. 3, из ручья 5 заготовка 14 подается в гнездо38. В этот момент рабочего цикла заготовка 15 зажата зажимными рычагами 10 и 11 в гнезде 39 и находится на линии подачи проволочных выводов, т. е. в положении сварки. Проволочные выводы 34 и 35 с двух сторон подаются механизмами 1 и 2 подачи до захода между губками 24 и 28 и, соответственно, 25 и 29. Упоры 32 и 33 подводят подвижные
0
0
5
0
5
0
5
0
5
губки 28 и 29 до соприкосновения с проволочными выводами 34 и 35, т. е. с этого момента проволочные выводы 34 и 35 зажаты зажимными губками 24, 28 и 25, 29, после чего производится их обрезка в размер механизмами 3 и 4 резки проволочных выводов. Далее механизмы зажима и осадки проволочных выводов, состоящие из кареток 22 и 23 рамной конструкции вместе с зажатыми в них проволоками подводятся до соприкосновения проволочных выводов 34 и 35 с торцами заготовки 15 резистора, после чего включается сварочный ток и происходит приварка проволочных выводов 34 и 35 к заготовке 15. После приварки выводов к заготовке резистора 15 упор 21 (фиг. 4) нажимает на хвостовую часть зажимных рычагов 10 и 11, поворачивая последние вокруг оси 13. Затем упоры 32 и 33 разжимают подвижные зажимные губки 28 и 29 (фиг. 2) и заготовка 15 резистора с приваренными выводами падает в накопитель.
После выгрузки резистора упор 21 опускается, зажимные рычаги 0 и 11 под действием пружин 18 и 19 поворачиваются вверх, образуя объем для вновь закладываемой заготовки, после чего механизм 7 перемещается в другое крайнее положение (фиг. 5), т. е. на один рабочий ход, при этом гнездо 39 совмещается с выходным отверстием ручья 6. С этого момента в гнездо 39 производится закладка очередной заготовки резистора, а к заготовке 14 резистора производится приварка проволочных выводов, после чего упор 20 поворачивает зажи.мные рычаги 8 и 9 вокруг оси 12 (фиг. 6). Затем упоры 32 и 33 разжимают подвижные зажимные губки 28 и 29 (фиг. 2), после чего заготовка 14 резистора с приваренными выводами падает в накопитель. .
После выгрузки сваренного резистора 14 упор 20 опускается, зажимные рычаги 8 и 9 под действием пружин 16 и 17 поворачиваются вверх, образуя объем для вновь закладываемой заготовки, после чего механизм 7 возвращается в исходное положение (фиг. 7). где производится закладка очерелт:ной заготовки из ручья 5 в гнездо 38 и, соответственно, приварка проволочных выводов к заготовке, заложенной в гнездо 39. Далее цикл приварки выводов повторяется.
Таким образом, за один рабочий цикл механизм 7 подачи и зажима заготовок, т. е. за одно возвратно-поступательное движение механизма, производится сварка двух заготовок. При этом расстояние между ручьями для транспортировки заготовок в зону сварки равно двум рабочим ходам механизма зажима и подачи заготовок. Совмещение операций, т. е. сварка заготовки в одном гнезде и одновременная закладка заготовки в другое гнездо, позволяет повысить производительность по сравнению с прототипом. Поворот зажимных рычагов вниз от горизонтали позволяет облегчить выгрузку сваренных резисторов, а рамная полая конструкция
каретки механизма зажима и осадки проволоки, внутри которой расположены механизмы подачи и резки проволочных выводов, позволяет уменьшить габариты устройства.
Формула изобретения
Устройство для двусторонней приварки выводов к армированным заготовкам резисторов, содержащее раму с основанием, механизмы подачи и резки проволочных выводов, ручей для транспортирования заготовок Б зону сварки, механизм подачи и зажима заготовок с подпружиненным двуплечим зажимным рычагом и гнездом для фиксации заготовок, механизмы зажима и осадки проволочных выводов с каретками, отличающееся тем, что, с целью повышения производительности и уменьшения габаритов, устройство дополнительно снабжено ручьем для транспортирования заготовок, гнездом фиксации заготовок и механизмом подачи и зажима заготовок, при этом ручьи транспортирования установлены симметрично относительно оси подачи проволоки на расстоянии друг от друга, равном двум рабочим ходам, а гнезда для фиксации загото вок - одному рабочему ходу механизма подачи
и зажима заготовок, подпружиненные зажимные рычаги механизма подачи размещены на раме в плоскости, перпендикулярной направлению перемещения механизмов зажима и осадки проволочных выводов, выполненных в свою очередь в виде полых призм, в полости которых установлены механизмы подачи проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухсторонней приварки выводов к армированным заготовкам резисторов | 1988 |
|
SU1606291A1 |
| Устройство для двусторонней приварки проволочных выводов к армированным колпачками заготовкам резисторов | 1986 |
|
SU1366339A2 |
| Устройство для двусторонней приварки выводов к армированным колпачками заготовкам резисторов | 1984 |
|
SU1225742A1 |
| Способ контактной стыковой сварки проволочных выводов с заготовками резисторов и устройство для его осуществления | 1985 |
|
SU1500454A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1981 |
|
SU978208A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБ | 1966 |
|
SU186260A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1988 |
|
SU1653008A1 |
Изобретение относится к области сварки и может быть использовано в радиоэлектронной технике, в частности, для двусторонней приварки выводов к армированным колпачками заготовками резисторов. Цель - повышение производительности и уменьшение габаритов. Проволочные выводы 34 и 35 подают механизмами 1 и 2 до захода между губками 24, и 28, 25 и 29, обрезают в размер механизмами 3 и 4. Механизмы зажима и осадки проволочных выводов вместе с зажатыми в них выводами подводят до соприкосновения с торцами заготовок 15 резистора, включают сварочный ток и осуществляют их приварку. Г1осле приварки выводов упор 21 нажимает на хвостовую часть зажимных рычагов 10 и 11. Упоры 32 и 33 разжимают подвижные губки 28 и 29. Заготовка 15 падает в накопитель. После выгрузки резистора механизм 7 перемещают на один рабочий ход. Гнездо 39 совмещают с выходным отверстием ручья 6. Далее в гнездо 39 закладывают очередной резистор, а к заготовке 14 резистора приваривают проволочные выводы. Таким образом, совмещаются операции сварки заготовки в одном гнезде и одновременная закладка заготовки в другое гнездо. 7 ил. с fS (Л С
л/
Фиг. 2
16
20 /2
1
2Q J2 S П
-J
1310
13Ю 21
./
Фиг.5
51ц 21
,,//5
131021
Фиг.7
| Канальная печь-сушильня | 1920 |
|
SU230A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Устройство для двусторонней приварки выводов к армированным колпачками заготовкам резисторов | 1984 |
|
SU1225742A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
