(54) УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ СЕКЦИЙ КОНДЕНСАТОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья деталей из термопластичных материалов | 1983 |
|
SU1130490A1 |
| Литьевая машина для пластмасс | 1987 |
|
SU1694406A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Литьевая машина для пластмасс | 1990 |
|
SU1713822A1 |
| Роторно-конвейерная литьевая машина | 1989 |
|
SU1666324A1 |
| Ротор инжекции роторной линии для литья изделий из термопластов | 1986 |
|
SU1353625A1 |
| ЛИТЬЕВОЙ ИНЖЕКЦИОННЫЙ РОТОР | 1992 |
|
RU2097188C1 |
| Роторная литьевая машина для термопластов | 1990 |
|
SU1722854A1 |
| Литьевая машина для пластмасс | 1976 |
|
SU695834A1 |
Изобретение относится к производству конденсаторов и может быть использовано для герметизации секций конденсаторов оболочкой из термопластичного материала. Известно устройство для нанесения на изделия пластмассовой оболочки, содержащее шаговый транспортер, механизм подачи радиодеталей, многопозиционный транспортирующий диск, литьевую форму, механизм запирания литьевой формы, механизм пластикации и подачи массы в литьевую форму, механизм обрезки литников и удаления изделий. Особенностью этого устройства является то, что литьевая форма выполнена в виде набора матриц, одна из которых представляет собой транспортирующий диск с гнездами для размещения корпусов радиолеталей, другие матрицы выполнены в виде ползунов с каналами для размещения выводов радиодеталей, а механизм 1брезки литников и удаления деталей - в виде пневмоцилиндра 1. Недостатками данного устройства является неудовлетворительное качество герметизации изделий из-за возможного смещения секций к стенке формы под действием давления литья и низкая производительность. Известно также устройство для литья пластмасс, которое содержит ротор инжекции со смонтированными на нем инжекционными цилиндрами и силовыми гидроцилиндрами, пластикатор, соединеннный с инжекционными цилиндрами, и литьевые формы, размещенные в замкнутом ценном конвейере, огибающем ротор инжекции. Каждый инжекционный цилиндр снабжен подвижным от силового гидроцилиндра плунжером и форсункой, соединенными друг с другом установленными с возможностью перемещения относительно инжекционного цилиндра с кольцевыми канавками по внутренней поверхности, одна из которых соединена с пластификатором 2. Такое устройство предназначено для литья деталей из термопластичных материалов с весьма высокой производительностью, однако оно не пригодно для одновременного литья пластмассовых оболочек и герметизации армированных изделий, например конденсаторов с осевыми разнонаправленными выводами.
Цель изобретения - повышение произ1-;оiijejujHocTH и качества герметизации.
Ук;:5ан.чая цель достигается тем, что устpoiuTBi; для герметизации секций конденсат()|)()в, содержащее ротор инжекции со смонтированными на нем инжекционными цилиндрами и силовыми гидроцилиндрами, иластикатор и замкнутый ценной конвейер с литьевыми формами, огибающий ротор инжекции, снабжено дополнительным ротором сборки, включающим захваты секций конденсаторов,, нанравляющие фильеры с ловителями выводов секций и толкатели секций, ротор инжекции снабжен четным количеством знаков для литья вкладыща для секции конденсатора и четным количеством знаков для окончательного литья оболочки конденсатора, а количество литьевых форм конвейера нечетное.
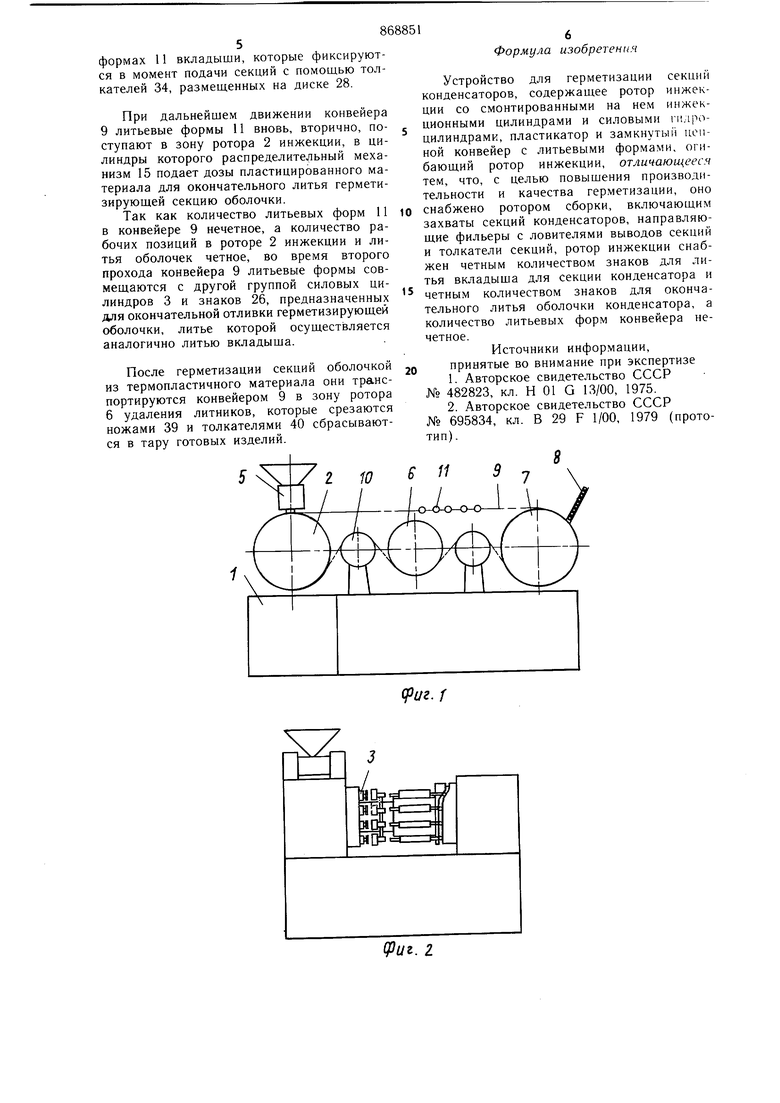
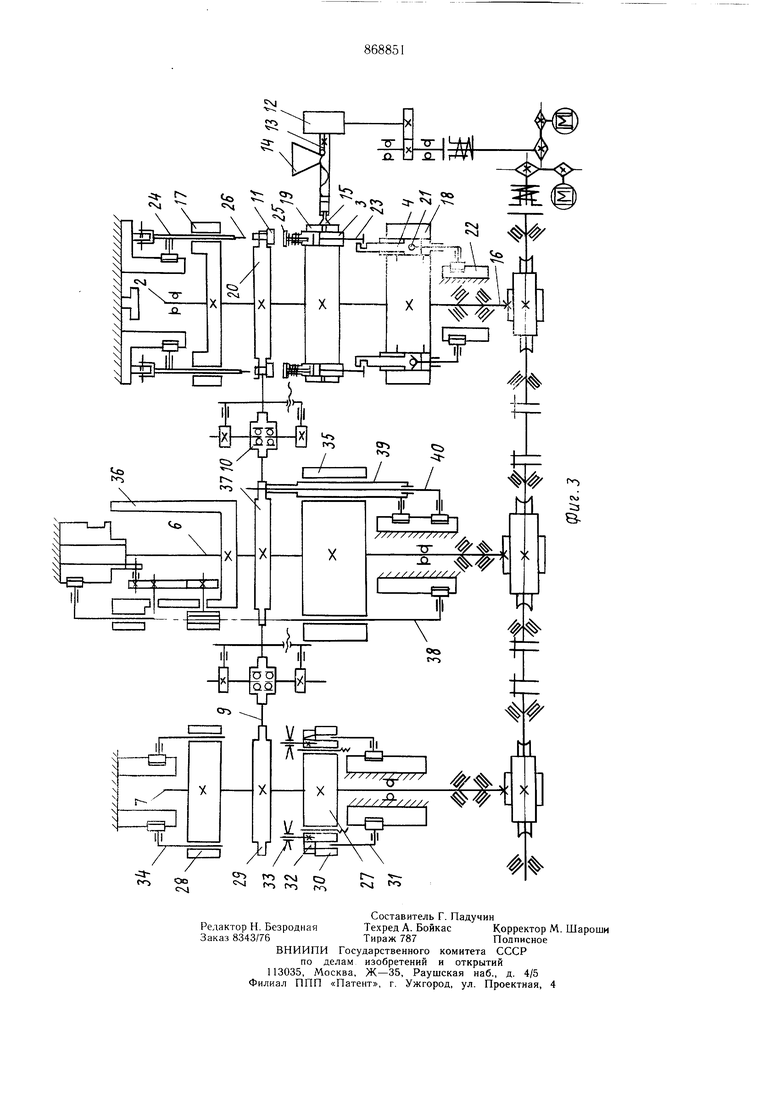
На фиг. 1 показана схема устройства, главный вид; на фиг. 2 - схема установки, вид сбоку; на фиг. 3 - кинематическая схема устройства.
Устройство для герметизации секций конденсаторов оболочкой из термопластичного материала состоит из станины 1, на которой смонтированы ротор 2 инжекции с ипжекционными цилиндрами 3 и силовыми ги.ароцилиндрами 4, пластикатор 5, соединени1 1Й с ипжекционными цилиндрами 3, ротор 6 удаления литников, ротор 7 сборки секций конденсаторов с вкладышами, механизм 8 подачи секций в ротор 7 сборки и огибающий рабочие роторы ценной замкнутый конвейер 9 с натяжными роликами 10 и с размещенными на нем литьевыми формами 11. Пластикатор 5, предназначенный для приготовления сплава термопластичного материала и его подачи в зону загрузки ротора 2 инжекции, состоит из редуктора 12, шнека 13, бункера 14 и распределительного механизма 15.
Ротор 2 инжекции состоит из закрепленны.ч на валу 16 трех дисков 17, 18 и 19 и звездочки 20 с призмами для фиксации литьевых форм 11, на диске 18 смонтированы силовые гидроцилиндры 4 с обратными клапанами 21, управляемыми неподвижно установленными копирами 22 и связанными через штоки 23 с инжекционными цилиндрами 3. На диске 17 смонтированы ползуны 24.
На торцах инжекционных цилиндров 3 и ползунов 24 установлены чередующиеся между собой плиты 25 и соответствующие им чередующиеся знаки 26, одни из которых предназначены для литья вкладыша под герметизируемую секцию конденсатора, Во время первого прохода конвейера 9 с литьевыми формами 11 в зоне ротора 2 инжекции, а другие - для окончательного , герметизирующей оболочки секции во нремя второго прохода в этой зоне конвейера 9.
Ротор 7 сборки, предназначенный для захвата секций из механизма 8 подачи и их сборки в отлитые вкладыщи, состоит из дисков 27 и 28 и звездочки 29. На диске 27 установлены совмещаемые поочередно с
литьевыми формами 11 захваты 30 секций конденсаторов, толкатели 31, направляющие фильеры 32 и ловители 33 выводов секций.
На диске 28 размещены толкатели 34, предназначенные для фиксации вкладышей в литьевых формах 11 во время подачи в них секций конденсаторов.
Ротор 6 удаления литников, предназначенный для отрезки литников на отлитой вокруг секции пластмассовой герметизирующей оболочке и для сброса герметизированных оболочкой секций, состоит из дисков 35 и 36 и звездочки 37, служащей для фиксации литьевых форм 11 на рабочих позициях этого ротора. На диске 35 установлены чередующиеся между собой ножи 38 и 39, предназначенные соответственно для удаления литников на вкладыше и на OKOH4aTe,JVbHO отлитой оболочке конденсатора и толкатели 40 для сброса готовых изделий.
5 Устройство снабжено системами электрои гидрооборудования для привода и управления его рабочими механизмами.
В процессе работы устройств.а герметизация секций конденсаторов оболочкой из термопластичного материала осуществляется за два оборота конвейера 9.
Устройство работает следующим образом.
Термопластич 1ый материал загружается в бункер 14 пластикатора 5, захватывается витками шнека 13 и после плас5тикации нагнетается в распределительный механизм 15, откуда через радиальные каналы подается в инжекционные цилиндры 3, предназначенные для изготовления вкладышей под секции конденсаторов. Одновременно с подводом инжекционных цилиндров 3 на позицию литья вкладышей синхронно подаются конвейером 9 литьевые формы И.
При срабатывании соответствующих силовых гидроцилиндров 4 и знаков 26 производится запирание литьевых форм 11, впрыск в них расплавленного термопластичного материала, выдержка его под давлением и размыкание форм после отливки вкладышей. Затем конвейер 9 переносит
Q литьевые формы 11 с отлитыми вкладышами в зону ротора 6 удаления литников, а после их срезания ножами 38 в зону ротора 7 сборки, в захваты 30 которого подаются циклично секции конденсаторов. При совмещении захватов 30 на позиции сборки
5 с литьевыми формами 11 с отлитыми вкладышами толкатели 31 заталкивают секции через направляющие фильеры 32 и ловители 33 выводов и находящиеся в литьевых формах 11 вкладыши, которые фиксируются в момент подачи секций с помощью толкателей 34, размещенных на диске 28. При дальнейшем движении конвейера 9 литьевые формы 11 вновь, вторично, поступают в зону ротора 2 инжекции, в цилиндры которого распределительный механизм 15 подает дозы пластицированного материала для окончательного литья герметизирующей секцию оболочки. Так как количество литьевых форм 11 в конвейере 9 нечетное, а количество рабочих позиций в роторе 2 инжекции и литья оболочек четное, во время второго прохода конвейера 9 литьевые формы совмещаются с другой группой силовых цилиндров 3 и знаков 26, предназначенных для окончательной отливки герметизирующей оболочки, литье которой осуществляется аналогично литью вкладыща. После герметизации секций оболочкой из термопластичного материала они транспортируются конвейером 9 в зону ротора 6 удаления литников, которые срезаются ножами 39 и толкателями 40 сбрасываются в тару готовых изделий. Формула изобретения Устройство для герметизации секций конденсаторов, содержащее ротор инжекции со смонтированными на нем ннжекционными цилиндрами и силовыми гг.лроцилиндрами, пластикатор и замкнутый цепной конвейер с литьевыми формами, огибающий ротор инжекции, отличающееся тем, что, с целью повышения производительности и качества герметизации, оно снабжено ротором сборки, включающим захваты секций конденсаторов, направляющие фильеры с ловителями выводов секций И толкатели секций, ротор инжекции снабжен четным количеством знаков для литья вкладыша для секции конденсатора и четным количеством знаков для окончательного литья оболочки конденсатора, а количество литьевых форм конвейера нечетное. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 482823, кл. Н 01 G 13/00, 1975. 2.Авторское свидетельство СССР № 695834, кл. В 29 F 1/00, 1979 (прототип).
(риг. I
