занному с ней шпинделю 8 колебаний в осевом направлении.
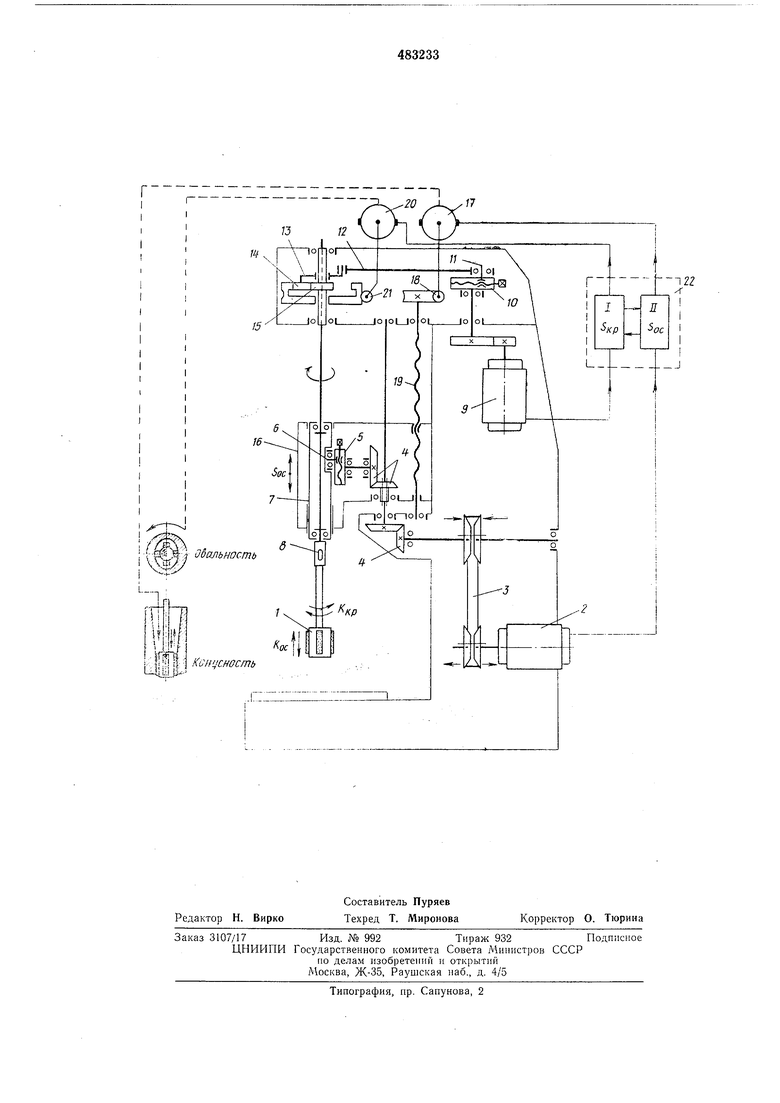
Цепь круговых колебаний инструмента содержит электродвигатель 9, цилиндрическую зубчатую передачу, кривошипный диск 10 с эксцентрично расположенным пальцем 11, шатун 12, кинематически связывающий водило 13 с пальцем И и служаший для сообщения шпинделю 8 круговых колебаний через сателлиты 14 и центральное колесо 15 планетарного механизма.
Кинематическая цепь осевых подач предназначена для сообщения шпиндельной коробке 16 и шпинделю 8 медленного возвратно-поступательного движения в осевом направлении и включает в себя реверсивный электродвигатель 17, червячную передачу 18, ходовой винт 19, работающий в паре с гайкой, закрепленной на шпиндельной коробке.
Цепь круговых подач содержит электродвигатель 20, червячную передачу 21, связанную с внешним колесом планетарного механизма, и служит для сообщения шпинделю медленного вращательного движения.
Блок адаптивного управлепия 22, выполненный по одной из известных схем, содержи г две следящие системы: система I предназначена для управления двигателем круговых подач по изменению нагрузки- в цепи круговых колебаний, а система II - для управления двигателем осевых подач по изменению нагрузки в цепи осевых колебаний инструмента. С целью оптимизации работы следящих систем между ними введены перекрестные связи.
Адаптивный привод хонинговального станка работает следующим образом. При включении электродвигателей 2 и 9 через соответствующие кинематические цепи инструменту одновременно сообщаются рассогласованные по частоте осевые /Сое и круговые /(кр колебательные движения. Величина расстройки частот бесступенчато регулируется с помощью клиноременного вариатора 3, что позволяет изменять конфигурацию и плотность сетки траектории рабочего движения. Амплитуда колебаний регулируется путем изменения положений кривошипных пальцев 6, 11 с помощью регулировочных винтов. Одновременно с круговыми и осевыми колебаниями инструмента от электродвигателей 17 и 20 через кинематические цепи осевых и круговых подач дополнительно сообщаются медленные возвратно-поступательное и вращательное движения (5ос и 5кр). Адаптивное управление двигателями осевых и круговых подач ипструмента осуществляется следующим образом. Цри обработке детали, имеющей исходную погрешность геометрической формы, например овальность отверстия, нагрузка на электродвигателе 9, сообщающем инструменту круговые колебания, за период одного колебания изменяется от некоторого номинального значения до максимума в момент, когда хонинговальные бруски контактируют с минимальным диаметром овального отверстия. Следящая система I регистрирует изменение нагрузки на электродвигателе 9 и вырабатывает командный сигнал, который подается в цепь управления двигателем круговых подач. При
этом, когда пара диаметрально расположенных брусков в среднем своем положении будет контактировать с минимальным диаметром овального отверстия (ка-к показано на чертеже), двигатель круговых подач отключится. По мере исправления овальности отверстия, нагрузка на двигатель 9 круговых колебаний стабилизируется и следящая система I подает команду на включение электродвигателя 20, который переориентирует инструмент
в круговом направлении.
При обработке отверстия с исходной конусностью следящая система II реагирует на изменение нагрузки электродвигателя 2, сообщающего инструменту осевые колебания, и
подает командный сигнал в цепь управления электродвигателем 17, который смещает инструмент в осевом направлении в зону наибольшей нагрузки. Таким образом, адаптивный привод позволяет направленно исправлять как овальность, так и конусность обрабатываемого отверстия. При этом в результате введения перекрестных связей между системами автоматически более интенсивно выравнивается та погрешность,
которая имеет большее отклонение, что оптимизирует процесс исправления геометрической формы.
Предмет изобретения
Адаптивный привод хонинговального станка, содержащий кинематические цепи круговых, осевых колебаний инструмента и подач, сообщающие инструменту медленные вращательное и возвратно-поступательное движения, и следящую систему для исправления конусности, отличающийся тем, что, с целью автоматизации избирательного исправления исходной овальности обрабатываемого отверстия и оптимизации исправления погрещностей геометрической формы в процессе хонингования, он снабжен следящей системой исправления овальности с обратной связью по изменению нагрузки в цепи круговых колебаПИЙ для управле)1ия круговой подачей инструмента, причем между следящими системами овальности и конусности введены перекрестные связи для управлепия перемещением инструмента в зону с наибольшей конусностью
или овальностью отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговально-доводочный станок | 1984 |
|
SU1209418A1 |
| Горизонтально-хонинговальный станок | 1988 |
|
SU1611708A1 |
| Хонинговальный станок | 1971 |
|
SU438524A1 |
| Шлицехонинговальное устройство | 1980 |
|
SU933406A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Хонинговально-доводочный станок | 1985 |
|
SU1328168A1 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| ЗУБОХОНИН ПОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU268870A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Хонинговально-доводочный станок | 1987 |
|
SU1509235A1 |