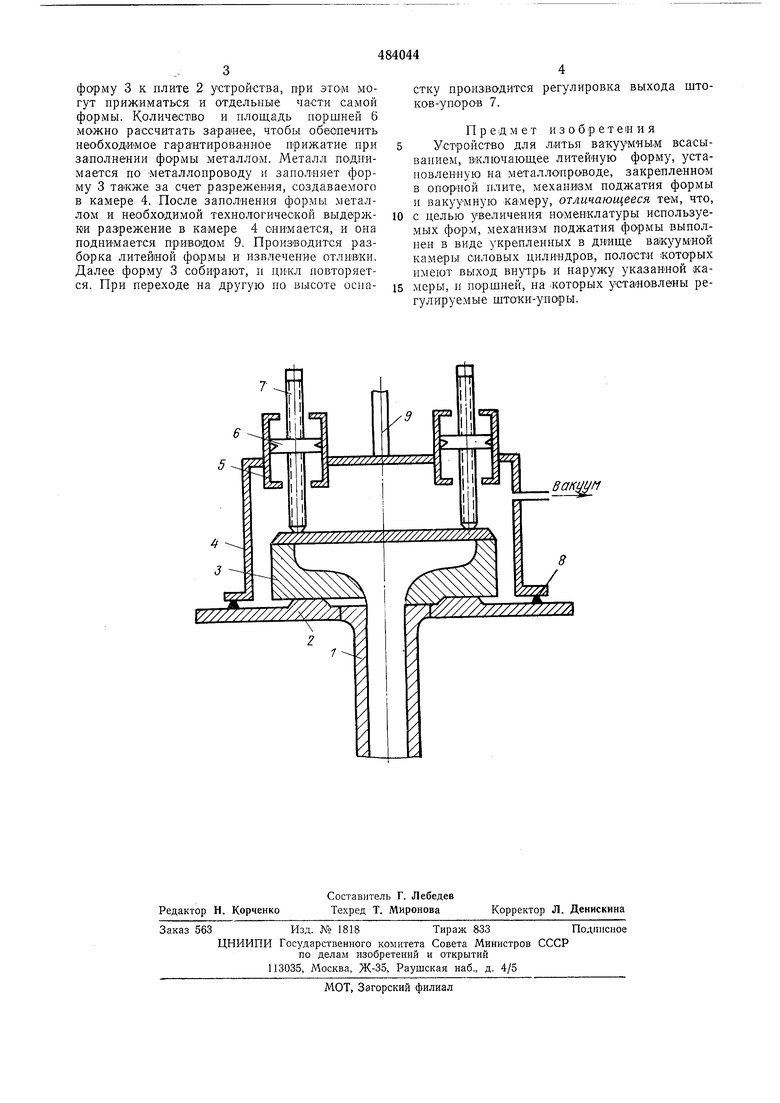
форму 3 к плите 2 устройства, при этом могут прижиматься и отдельные части самой формы. Количество и площадь поршней 6 можно ра1ссчитать заранее, чтобы обеспечить необходимое гарантированное прижатие при заполнении формы металлом. Металл поднимается по металлопроводу и заполняет форму 3 также за счет разрежения, создаваемого в камере 4. После заполнения формы металлом и необходимой технологической выдержки разрежение в камере 4 снимается, и она поднимается приводом 9. Производится разборка литейной формы и извлечение отливки. Далее форму 3 собирают, и цикл повторяется. При переходе на другую по высоте оспастку производится регулировка выхода штоков-упоров 7.
Предмет изобретения Устройство для литья вакуумньгм всасыванием, включающее литейную форму, установленную на металлопроеоде, закрепленном в опорной плите, механизм поджатия формы и вакуумную камеру, отличающееся тем, что, с целью увеличения номееклатуры используемых форм, механизм поджатия формы вьшол пен в виде укрепленных в днище вакуумной камеры силовых цилиндров, полости которых имеют выход внутрь и наружу указанной камеры, и поршней, на -которых устано-влены регулируемые штоки-упоры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья вакуумным всасыванием | 1981 |
|
SU1002089A1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ ПРЕСС-ФОРМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2114716C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Устройство для литья вакуумным всасыванием | 1980 |
|
SU933230A1 |
| Машина для литья вакуумным всасыванием | 1982 |
|
SU1049179A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СЛИТКОВ ПАЛЛАДИЯ И ЕГО СПЛАВОВ | 2013 |
|
RU2547385C1 |
| Пресс-форма для литья под давлением | 1960 |
|
SU134403A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Способ лтья вакуумным всасыванием | 1976 |
|
SU554943A1 |
