с выходом на обмотку возбуждения двигателя 11.
Схема работает следующим образом.
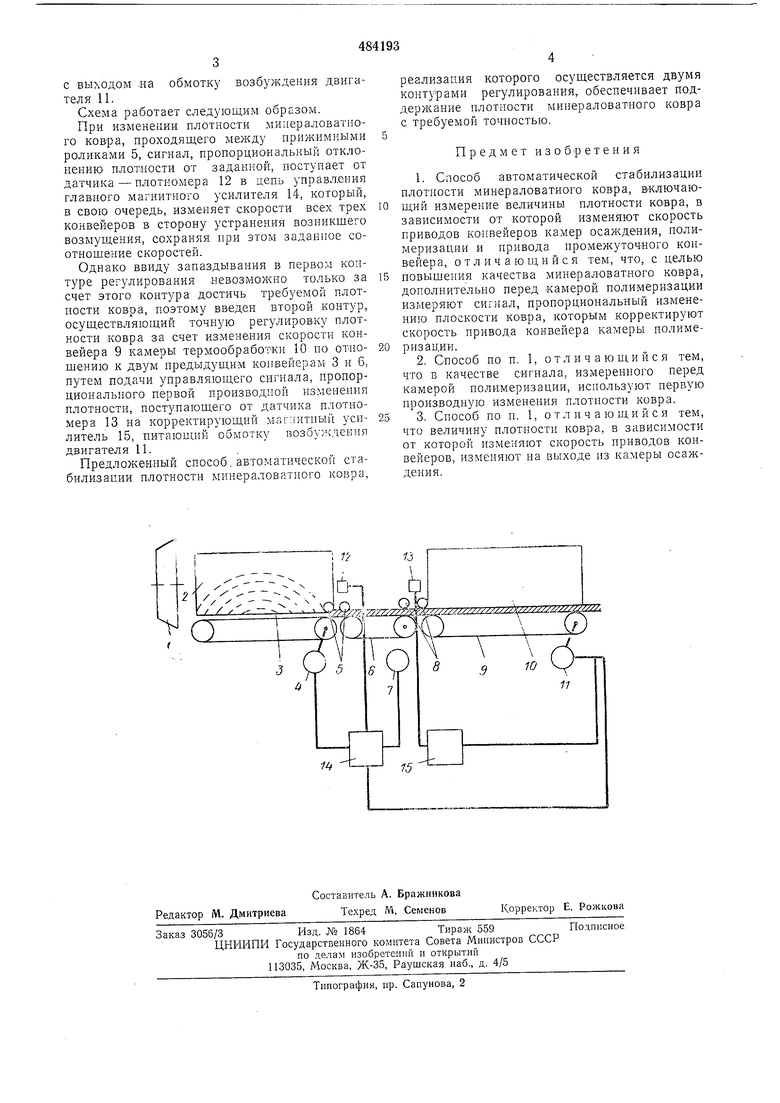
При изменении плотности мииераловатного ковра, проходящего между приншмными роликами 5, сигнал, пропорцио-нальный отклонению плотности от заданной, поступает от датчика - плотномера 12 в цепь управления главного магнитного усилителя 14, который, в свою очередь, изменяет скорости всех трех конвейеров в сторону устранения возникщего возмущения, сохраняя при этом заданное соотнощение скоростей.
Однако ввиду запаздывания в первом контуре регулирования .невозможно только за счет этого контура достичь требуемой плотности ковра, поэтому введен второй контур, осуществляющий точную регулировку плотности ковра за счет изменения скорости конвейера 9 камеры термообработки 10 по отношению к двум предыдущим конвейерам 3 и 6, путем подачи управляющего сигнала, пропорционального первой производной изменения плотности, поступающего от датчика плотномера 13 на корректирующий маг итный усилитель 15, питающий оомотку возбуждения двигателя 11.
Предложенный способ, автоматической стабилизации плотности мннераловатного ковра.
реализация которого осуществляется двумя контурами регулирования, обеспечивает поддержание плотности минераловатного ковра с требуемой точностью.
Предмет изобретения
1.Способ автоматической стабилизации плотности минераловатного ковра, включающий измерение величины плотности KOiBpa, в зависимости от которой изменяют скорость приводов конвейеров камер осаждения, полимеризации и привода промежуточного конвейера, отличающийся тем, что, с целью
повыщения качества минераловатного ковра, дополнительно перед камерой полимеризации измеряют сигнал, пропорциональный изменению плоскости ковра, которым корректируют скорость привода конвейера камеры полимеризации.
2.Способ по п. 1, отличающийся тем, что в качестве сигнала, измеренного перед камерой полимеризации, используют первую производную изменения плотности ковра.
3. Способ по п. 1, отличающийся тем, что величину плотности ковра, в зависимости от которой изменяют скорость ириводов конвейеров, изменяют на выходе из камеры осаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической стабилизации плотности минераловатного ковра | 1977 |
|
SU622773A1 |
| Способ автоматического регулирования расхода связующего при производстве минераловатных изделий | 1976 |
|
SU717014A1 |
| Способ автоматического управления тепловым режимом минераловатной вагранки | 1978 |
|
SU768771A1 |
| Способ автоматического управления режимом тепловой обработки минераловатных ковров в конвейерных многозонных камерах | 1977 |
|
SU643850A1 |
| Способ автоматического управления процессом сгущения суспензии в группе параллельно включенных сгустителей | 1985 |
|
SU1308356A1 |
| Система для автоматического регулирования расхода синтетической смолы в производстве минераловатных плит | 1986 |
|
SU1369900A1 |
| Способ производства минераловатных теплоизоляционных материалов на основе базальтовых горных пород и получаемый минераловатный утеплитель на основе экологически чистых базальтовых горных пород | 2022 |
|
RU2804530C1 |
| Способ управления изготовлением минераловатного ковра | 1989 |
|
SU1701653A1 |
| СПОСОБ СТАБИЛИЗАЦИИ МОМЕНТА ВРАЩЕНИЯ СИЛОВЫХ ГИРОСТАБИЛИЗАТОРОВ | 2008 |
|
RU2385530C1 |
| Установка для производства теплоизоляционных изделий | 1972 |
|
SU442158A1 |
