Изобретение относится к промышленности строительных материалов и может быть использовано в производстве минера- ловатных плит на синтетическом связующем.
Целью изобретения является повышение качества управления.
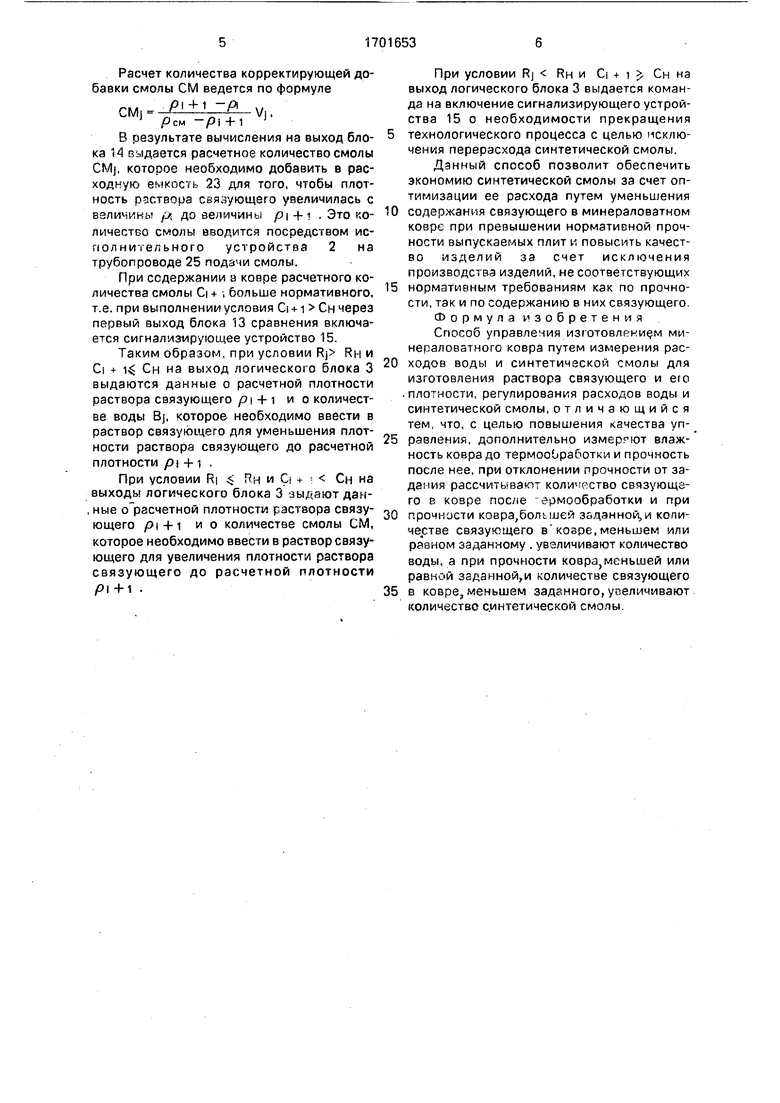
На фиг. 1 изображена блок-схема алгоритма, реализующего способ; на фиг. 2 - схема линии для изготовления минерало- ватных плит на синтетическом связующем с устройством, реализующим способ.
На фиг. 1 приведены исполнительные устройства 1 и 2 на трубопроводах подачи соответственно воды и смолы, логический блок 3, таймер 4, блок 5 памяти.блок 6 сравнения замеряемой прочности с нормативной прочностью,блок 7 вычисления расчетного количества смолы в сформованном минераловатном ковре, блок 8 вычисле- ния величины расчетной плотности раствора связующего, блок 9 сравнения расчетного количества смолы в сформованном минераловатном ковре с нормативным, блок 10 вычисления количества корректирующей добавки воды, блок 11 вычисления величины расчетной плотности раствора связующего, блок 12 вычисления расчетного количества смолы в сформованном минераловатном ковре, блок 13 сравнения расчетного количества смолы в сформованном минераловатном ковре с нормативным, блок 14 вычисления количества корректирующей добавки смолы, сигнализирующее устройство 15, влагомер 16 сформованного минераловатного ковра, датчик 17 влажности, датчик 18 прочности, измеритель 19 прочности отвержденного минераловатного ковра , плотномер 20 раствора синтетического связующего с датчиком плотности, уровнемер 21 раствора синтетического свя- зуюдего в расходной емкости.
На фиг. 2 представлены трубопровод 22, расходная емкость 23, трубопровод 24 подачи воды, трубопровод 25 подачи смолы, наклонный транспортер 26 для подачи мисл
С
§
о ел со
неральной ваты, смеситель 27 гидромассы, узел 28 формования и вакуумобезвожиаа- ния, узел 29 термообработки сформованного минераловатного ковра и узел 30 разделки отвержденного минераловатного ковра.
Существо способа основано на сравнении замеряемой прочности отвержденного минераловатного ковра RJ с нормативной Рн. В зависимости от результата сравнения выдается сигнал об уменьшении или увеличении плотности раствора синтетического вязующего в расходной емкости 23, или jсигнал об остановке производства плит, Для реализации этой задачи на вход блока 6 сравнения от измерителя 19 прочности отвержденного минераловатного ковра вы- величина прочности минераловатного ковра RJ, При условии Rj RH, т.е. при выпуске ковра с прочностью больше нормативной на первый вход блока 8 вычисления подается команда об уменьшении действующей плотности раствора связующего р I на заданную величину А/о .
Работа блока 8 вычисления величины расчетной плотности раствора связующего описывается следующим выражением: Ј4+1 А/9, где /о 1-Й - величина расчетной плотности раствора связующего. Последняя подается на первый вход блока 7 вычисления количества смолы в сформованном минераловатном ковре.
На второй вход этого блока подается величина влажности сформованного минераловатного ковра Wi от влагомера 16.
Блок 7 вычисления количества смолы в сформованном минераловатном когре предназначен для определения расчетного содержания смолы Ci + 1 в ковре:
rPl i--Pe)
С 0,01
(P/M-Wcri torrJViVPe
Wf,
где рв,рСн - величины соответственно плотности воды и синтетической смолы, г/см ;
р , - величины соответственно замеряемой и расчетной плотности раствора синтетического связующего, г/см ;
а - содержание сухог.о вещества в синтетической смоле, %;
W - влажность сформованного минераловатного ковра перед термообработкой, %;
i - временной индекс, соответствующий моменту времени замера датчиком 17 влажности К-той части ковра, мин;
j - временной индекс, соответствующий моменту времени замера датчиком прочности 18 К-той части ковра, мин;
J-1+1.
v
где I - длина ковра между датчиком влажности 1-7 и прочности 18, м;
v - скорость движения ковра, м/мин. Величина расчетного количества смолы
Ci + 1 подается на первый вход блока 9 сравнения, который предназначен для сравнения расчетного количества смолы Ci 1 с нормативным Сн- Г)РИ содержании смолы Сн-1 больше нормативного Сн, т.е. при выполнении условия Ci + 1 СнГна третий вход блока 8 выдается сигнал о снижении плотности зще на один шаг Д/э При содержании смолы в пределах нормы то есть при выполнении условия Ci + 1 Сн, на первый вход
блока 10 вычисления количества корректирующей добавки воды выдается расчетная плотность раствора связующего р + .
Расчет количества корректирующей добавки воды Bj ведется по формуле:
0-/Л+1
Vb
где Vj - количество раствора связующего с плотностью р в расходной емкости 23,
В результате логико-вычислительных операций на выход блока 10 выдается расчетное количество воды Bj, которое необходимо добавить в расходную емкость 23, чтобы уменьшить плотность раствора синтетического связующего с величины р до величины /Э| + 1 , Это количество воды вводится посредством исполнительного устройства 1 на трубопроводе 24 подачи.
При величине прочности отвержденного ковра RJ меньше или равной нормативной
Rht т.е. при условии RJ $ RH на первый вход блока 11 поступает сигнал об увеличении действующей плотности раствора связующего р на заданную величину А/о . Работа блока 11 описывается следующим выражением: р + ( /9j+A/o. Величина расчетной плотнйсти раствора связующего р + 1 подается нз первый вход блока 12 вычисления количества смолы в сформованном минераловатном ковре. На второй вход
этого блока подается величина влажности сформованного минераловатного ковра Wi от влагомера 16. Работа блока 12 аналогична работе блока 7. Величина расчетного количества смолы О + 1 подается на первый
вход блока 13 сравнения. Работа последнего аналогична блоку 9 сравнения. При содержании в ковре расчетного количества смолы Ci + 1 меньше нормативного Сн, т.е. при выполнении условия Cs + 1 Сн на
первый вход блока 14 вычисления количества корректирующей добавки смолы выдается величина расчетной плотности раствора связующего р +1 .
Расчет количества корректирующей добавки смолы СМ ведется по формуле /9i + 1 -р
CMj
V,
рем р + 1
В результате вычисления на выход блока 14 выдается расчетное количество смолы CMj, которое необходимо добавить в расходную емкость 23 для того, чтобы плотность рзствора связующего увеличилась с величины до величины р -f-1 . Это количество смолы вводится посредством исполнительного устройства 2 на трубопроводе 25 подачи смолы.
При содержании а ковре расчетного количества смолы С| + -, больше нормативного, т.е. при выполнении условия Ci +1 Сн через первый выход блока 13 сравнения включается сигнализирующее устройство 15.
Таким образом, при условии RJ RH и Ci + 1 Сн на выход логического блока 3 выдаются данные о расчетной плотности раствора связующего р + 1 и о количестве воды Bj, которое необходимо ввести в раствор связующего для уменьшения плотности раствора связующего до расчетной плотности р -{-1 ,
При условии RI RH и О + 1 Сн на выходы логического блока 3 зыдают дан- , ные о расчетной плотности раствора связующего pi-Н и о количестве смолы СМ, которое необходимо ввести в раствор связующего для увеличения плотности раствора связующего до расчетной плотности р +1 .
При условии Rj RH и Ci + 1 , Сн на выход логического блока 3 выдается команда на включение сигнализирующего устройства 15 о необходимости прекращения
технологического процесса с целью исключения перерасхода синтетической смолы.
Данный способ позволит обеспечить экономию синтетической смолы за счет оптимизации ее расхода путем уменьшения
содержания связующего в минераловатном ковре при превышении нормативной прочности выпускаемых плит и повысить качество изделий за счет исключения производства изделий, несоответствующих
нормативным требованиям как по прочности, так и по содержанию в них связующего. Формула изобретения Способ управления изготовлением ми- нераловатного ковра путем измерения расходов воды и синтетической смолы для
изготовления раствора связующего и его
. плотности, регулирования расходов воды и
синтетической смолы, отличающийся
тем, что, с целью повышения качества управления, дополнительно измеряют влажность ковра до термооОработки и прочность после нее, при отклонении прочности от задания рассчитывают количество связующего в козре после ермообработки и при
прочности кавра,болмией заданной, и количестве связующего в козре, меньшем или равном заданному . увеличивают количество воды, а при прочности ковра, меньшей или равной заданной,и количестве связующего
в ковре, меньшем заданного, увеличивают количество синтетической смолы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система для автоматического регулирования расхода синтетической смолы в производстве минераловатных плит | 1986 |
|
SU1369900A1 |
| Способ изготовления теплоизоляционных изделий | 1988 |
|
SU1622123A1 |
| СВЯЗУЮЩЕЕ ДЛЯ МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2045491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛО- И ЗВУКОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU1765996C |
| Способ изготовления теплозвукоизоляционных изделий | 1979 |
|
SU874716A1 |
| Теплоизоляционный материал | 1971 |
|
SU443853A1 |
| Способ для изготовления теплои звукоизоляционных изделий | 1977 |
|
SU695991A1 |
| Способ изготовления теплоизоляционных изделий | 1974 |
|
SU580205A1 |
| Сырьевая смесь для изготовления теплоизоляционных минераловатных изделий | 1989 |
|
SU1719344A1 |
| Полимерное связующее для минерало- и стекловатных изделий | 1981 |
|
SU1035042A1 |
Изобретение относится к промышленности строительных материалов и может быть использовано в производстве минера- ловатных плит на синтетическом связую- щем, позволит повысить качество управления. Содержит логический блок, таймер, блок памяти, блоки сравнения и. блоки вычисления, сигнализирующее устройство, влагомер.датчик влажности, датчик прочности , измеритель прочности . плотномер, узел формирования и вакуумо- безвоживания, узел термообработки, узел разделки отвержденного минераловатного ковоа. 2 ил.
22
30
| Плиты минераловатные повышенной жесткости на синтетическое связующем | |||
| Технические условия , ГОСТ 22950-78, |
