1
Изобретение относится к автоматике и |
вычислительной технике и предназначено для управления двухсуппортными токарными станками.
Известны системы программного управ- 5 ления для двухсуппортных токарных стан.ков, содержащие первый и второй коммутаторы, первую и Вторую схему . и третий и четвертый коммутаторы, выходы которых соединены с входами первого и второго блоков управления соответственно и с входами третьей и четвертой схемы И.ГГИ соответственно.
Однако этим системам .свойственна сложность программирования.16
При составлении программ необходимо учитывать взаимные перемещения суппортов, чтобы обеспечить разнесение во времени моментов прохождения инструмента, ми обоих суппортов зон пересечения т|эа- 20 ёктррий, что в свою очередь накладывает жесткие ограничения на возможность использования коррекций скоростей подач, стружкодробления, адаптивного управления и технологических обмоток, так как 2S указанные режимы нарущают временное согласование движений. Уменьньшение вероятности возникновения аварийных ситуаций достигается путем увеличения запаса времени между моментами пересечения траекторий инструментов, что снижает быстродействие системы.
Цель изобретения - упрощение программирования и повышение- быстродействия системы.
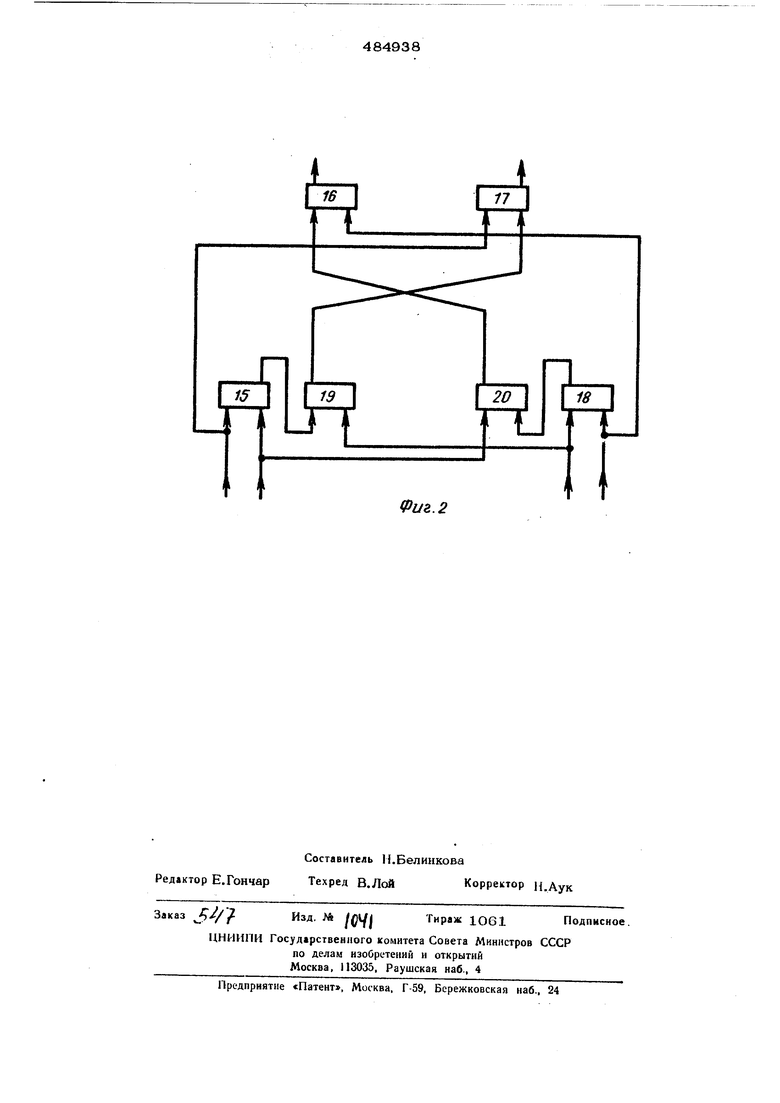
Достигается это благодаря тому что и систему дополнительно введены устройство вычисления взаимного положения инструментов суппортов и блокировки и два устройства переключения. Выходы блоков управления через последовательно соединенные устройство вычисления взаимного положения инструментов суппортов, подключенное через устройство блокировки к первому коммутатору, связанному с блоками управления, второй коммутатор, вторую схему ИЛИ и второе устройство переключения подсоединены к одним из входов третьего и четвертого коммутаторов и к входу первого устройства переключе.ния, выходы которого связаны с входами I третье1о и четвертого коммутаторов и второго ус1ройстиа переключения, другой иход через первую IIJIII, BXWUJI ко- юрой объединены с соответствующими вх дами блочков yiipaBjiemjjfтретьего, и четвертого коммутаторов, подключен к другим входам второго коммутатора. Соответствующие выходы перэого и второго блоков управления соединены с одним из входов устройства блокировки и третьей четвертой схемой ИЛИ соответственно через второй коммутатор - со входами третьего и четвертого коммутаторов соот ветственно. Кроме того, устройство блокировки содержит последовательно соединенные первый триггер, первую схему И и второй триггер и последовательно соеj диненные третий триггер, вторую схему И и четвертый триггер, причем единич ные входы первого и третьего триггеров объединены с одним из в содов второй и первой схем И соответственно, их нулевые входы - с нулевыми входами второго и четвертого триггеров соответственно, единичные выходы, второго и четвертого триггеров и входы первого и третьего триггеров соединены, с выходами и входами устройства соответственно. На фиг. 1 - блок-схема предлагаемой системы,, на фиг. 2 .пСхема устройства блокировки. Система состоит-из -первого блока управления 1,: второго, блока управления 2, первого коммутатора 3, устройства блокировки 4, устройства вычисления взаимного положения инструментов суппортов 5, второго коммутатора 6, первой 7 и второй 8 схем ИЛИ соответственно, первого 9 и второго 10 устройства переключения соответственно, третьего и четвертого коммутаторов 11 и 12 соответственно, и третьей и четвертой схем ИЛИ 13 и 14, Выходы сигналов у, блока 1 подключены к соответствующим входам блоков 5 и 13. Выходы сигналов: + Xf; + у, блока 2 подключены к аналогичном входам локов 5 и 14. Выходы сигналов Чистовая (черновая) операция блоков 1 и 2 подключены к входам блоков 4 и 6. Выходы сигналов отключение Сродключенне) блокировок блоков 1,2 присоединены к управлгпошим входам блока 3, управляемые выходы которого подклочены к выходам Устройства блокировки 4, а выходы к входам сигналов запрещение пуска блоков управления 1 и 2. Выходы сигналов технологических команд смены инструментов блоков управления обоих суппор тов 1 и 2 подключены к входам устройст ва вычисления взаимного положения инструментов 5, один из выходов сигнала от вод которого юдключен к входу устройства блокировки 4, а второй выход сигнала Отвод и выход сигнала Подвод годключены к входам второго коммутатора 6. Выход сигнала Отвод первого суть. порта блока 6 присоединен к входу сигнала Технологический останов блока 1, к одному из управляющих входов коммутатора 11 и через вторую схему ИЛИ к входу сигнала Отвод устрой ства переключения 10, а выход сигнала Отвод второго суппорта ,, присоединен аналогично к входам блоков 2, 12 и через схему ИЛИ 8 к устройству пере лючения .101 Выход сигнала Подвод первого суппорта блока 6 подключен ко дторому управляющему входу коммутатора 11 и через первую схему ИЛИ 7 к входу сигнала Подвод блока 9, а выход сигнала Подвод второго суппорта присоединей аналогично к входу четвертого коммутатора 12 и через схему ИЛИ 7 к устройству 9.Выходы управляющих сигналов устройств ; 9 и 10 подключены к коммутируемым входам коммутаторов 11 и 12. Выход сигнала Окончание отвода устройства 9 подключен ко входу игнала ГОтвод устройства 4, а выход 9 подключен к входу сигнала Подвод устройства 1О. Выход сигнала Окончание подвода устройства 10 подключен к коммутируемым входам коммутаторов сигнала Окончание подвода устройства 11 и 12, соответствующие выходы которых подключены к входам сигналов Технологический пуск блоков 1 и 2. Выходы третьей и четвертой схем ИЛИ 13, 14 присоединены к входам схем управления, тфиводами станка. Устройство блокировок 4 состоит из триггеров 15-18 и схем И 19, 20. Выход сигнала Черновая операция первого блока управления подключен к единичному входу триггера 15 и входу схемы И 20. Выход сигнала Черновая операция первого блока управления подключен к нулевым входам триггеров 15, 17. Выход сигнала Чистовая операция первого блока управления шдключен к единичному входу триггера 15 и входу схемы И 2О. Выход сигнала Черновая операция второго блока- управления подключен к нулевым входам триггеров 16 и 1. Выход сигнала Чистовая операция второго блока управления подклочен к единичному входу триггера 18 и вжду схемы И Единичный выход триггера 15 присоединен ко входам схемы И 19, а единичный выход триггера 18 - к. входу схемы И 2О. Выход схемы И 19 присоединен к единичному входу триггера 17, а выход схемы И 20 - к единичному входу триг гера 16. Единичные выходы триггеров 16 17 пpйcbe ц seны к выходнь1м клеммам сигналов Запрещение пуска первого и второго блоков управления. Система работает следующим образом. Программа обработки детали выполняется в виде двух независимых перфолент, одна из которых является программой пер вого суппорта, например токарного, вторая - второго, например расточного. Каж I дая из программ составляется независимо от другой так, как будто обработку детали предполагается вести последовательно, а не одновременно. Это коренным образом упрощает составление программ и делает возможным использование стандартных языков автоматического программировани Для исключения брака в результате однрвременной обработки детали инструментами обоих суппортов в программах используются, три специальные команды. Команда Чистовая операция указывает на то, что прерывать вьшолнение инструментом данного прохода недопустимо по технологическим соображениям. Отсутствие этой I команды в кадре программы воспринимается системой, как команда Черновая операция . Команда Подключение блокировок и команда Отключение блокировок используется только в том случае, если при обработке детали имеет место пересе чение траекторий чистовых операций инстр ментов первого и второго суппортов. Условием возникновения возможности ; столкновения одновременно работающих ин струментов обоих суппортов является одновременнре выполнение двух неравенств X + X Х(а), У + У У(б}, j ., . „, . .... . -- -1.-. . (i, .. где. X, У и Хр, У - текущие коордиI наты тЗлижайщих точек, работающих инструментов первого и второго суппортов, а X, У - расстояния между нулевыми полож ниями инструментов обоих суппортов. Для автоматического исключения столк новений в системе автоматически осущест ляется непрерывное слежение за взаимным положением работающих инструментов обо их суппортов. При этом определяется возможность столкновения инструментш с не которым упреждением блогодаря рещению неравенств X -дХ(в) ,-2 - U--- - 1 - 2 гдед X иДУ предозфанающие расстояния, т.е. расстояния между ближними точками инструментов в момент прерывания системой программы работы одного из суппортов.. .; При обработке деталей возможны три случая,-каждыУизкоторых опре/ елнет .особый режим работы системы. Первый случай. При обработке детали инструменты обоих суппортов одновременно ни разу не занимают одну и ту же рабочую зону. В этом случае неравенства (в) и (г) не вьшолняются одновременно.. Второй случай. При обработке детали инструменты обоих суппортов могут занимать одну и ту же рабочую i зону, т.е. неравенства (в) и (г) выполи ются одновременно, но в этот момент хотя бы сиин из инструментов вьшолняет черновую операцию. Третий случай. При обработ ке детага инструменты обоих суппортов могут занимать одну и ту. же рабочую зону, т.е. неравенства (в), (г) выполняются одновременно и в этот момент оба инструмента выполняют чистовые операции. В первом режиме система рглботает следующим образом. Программа первого суппорта вводится в блок управления 1 например, интерполятор, и с его выходов управляющие сигналы i Х , + У в виде | унитарных кодов поступают на входы устройства вычисления взаимного полржеггия инструментов суппортов 5 и через схемы ИЛИ 13 на выход системы. Программа работы второго суппорта вводится в блок управления 2 и с его выходов управляю- щие сигналы ± X , + У поступают на входы блока 5 и одновременно через схемы. ИЛИ 14 на выход системы. Сигна±Х, + У и±Хи + У используются в блоке 5 для определения момента одновременного выполнения неравенства (в) и (г). Кроме того, в блок вычисления взаимного положения инструментов 5 поступают сигналы технологических команд | смены инструментов обоих суппортов из блоков 1и2 , что позволяет авто.чтатичсс- ки учитывать изменение размеро работающих инструментов при их смене. Пока неравенства (в) и (г) не выполняются одновременно блок 5 никаких сигиалои но вырабатывает, и оба блока управления 1 и 2 работают совершенно независимо ио своим программам. Цторой режим работы возннка1.-г в -i-от момент, когда блок 5 обнаруживает одновременное вылолнение нераволсм-в (в) и (г;. При этом он вырабатывает сигнал Отвод, который поступает )ia вход коммутато1Ьа 6, на управляющие входы которого воздействуют сигналы Чистовая (черновая) операция первого и второго блоков управления задаваемые в программах. Блок 6 вырабатывает сигналы Отвод первого суппорта или Отвод второго суппорта по специальному алгоритму, от которого в значительной степени, зависит производительность станка. Так, если один из суппортов выполняет черновую оп& рацию, а другой - чистовую, то коммутато 6 вырабатывает сигнал Отвод того суппорта, который ведет черновую обработку. случае, если оба суппорта выполняют , черновые операции, то вырабатывается , СНГ-нал Отвод суппорта, имеющеIo меньшее время обработки при изготовлении данной детали так как его простой не скажется на общее время изго гоьления детали, и , следовательно, не сн зит производительность станка. Пусть в соответствии с описанным алгоритмом коммутатор 6 вырабатывает сигнал Отво первого суппорта. Этот сигнал поступает на вход сигнала Технологический останов блока управления 1, и прерывает ег работу. Одновременно он поступает на ул(авляюший вход коммутатора 11 и чероз схему ИЛИ 8 на вход устройства переключения 10. Это устройство выраба TiiiBcieT сигналы отвода, которые через ко мутатор L1, открытый сигналом Отвод первого суппорта и схемы ИЛИ 13 поступают на выход системы по каналу У II обеспечивают отвод первого суппорта по координате У до некоторой точки, ф11кси)оьлииой специальным, подвижным или 11ОПОДВ11ЖНЫМ маркером, после чего устройство 9 вырабатывает сигнал Окончание отвода, который поступает на вход .f H4iajui Отвод устройства 9. Но этому сигналу устройство 9 вырабатывает сунналы, которые через коммуlaTOp 11 и схемы ИЛИ 13 поступают (на вхоп ciicieML, но ка1:алу X и обеспечивикп- 01ВОД нерво1о суппорта по коорд11lurre X до локоторой точки так же фикси jOBMHiioii (;|1ОЦ11г1Л1Л1ЫМ подвижным или ненодьижпым мс1|1кором. В это время инструмент второго супгюрта продолжает выполнение операций в зоне, которую освободил для него первый суппорт. При этом его норемешения фиксируются в блоке 5 вычисления взаимного положения инструментов и как только он покинет зону, которую занимал первый суппорт до отвода, го хоти бы одно из неравенств (в) или (г) He:pyuuiтся. При этом блок 5 выраба1 11,1вае-1 niu-аал Подвод первого суппорта. (Сигнал этот поступает на второй управля- i ющий вход коммутатора 11 и через схему ИЛИ на вход сигнала Подвод устройства 9. Устройство 9 вырабатывает управляющие сигналы, которые поступают через коммутатор 11 и схемы ИЛИ 13 на выход системы по координате + X и обеспечивают возврат первого суппорта в точку, из которой он был отведен. После этого устройством 10 вырабатывается сигнал Окончание подвода который поступает в устройство 9 в качестве сигнала Подвод. По этому сигналу блок 9 . вырабатывает управляющие сигналы подвода, которые поступают на выход систе- . мы по каналу +У через коммутатор 11 и схемы ИЛИ 13, что обеспечивает возврат суппорта по координате У в точку, в которой он находился до отвода. После чего устройство Ю вырабатывает сигнал Окончание подвода, который через коммутатор 11 поступает на вход сигнала Технологический пуск первого блока управления 1. По этому сигналу блок 1 возобновляет обработку про- , граммы и первый суппорт заканчивает операцию, ранее прерванную, для того, чтобы освободить рабочую зону инструменту ьторого суппорта. В случае, если в соответствии с описанным алгоритмом, ком- . мутатор 6 вырабатывает сигнал Отвод второго суппорта, то в силу симметрии схемы, система совершенно аналогично отведет второй cyiHiopT, с последующим возвращением его на место, при этом прерывается работа блока управления 2 и используются коммутатор 12 vi схемы ИЛИ 14. Третий режим определяется возможностью возникновения ситуации, когда инструменты обоих суппортов выполняет чистовые операции и появляется необходимость прервать работу одного из них, i что приведет к браку обрабатываемой детали но чистоте поверхности. Чтобы эчо- I го не cjfi)4Jijiocb, в систему введено устройство блокировки 4 и коммутатор 3. В программе каждо1 о из суппортов за несколько кадров до чистовой операции, зона которой пересекается с зоной чистового прохода ипструмента другого суппорта, записывается команда Подключение блокировок, которая с выходов блоков управления 1 или 2 поступает па коммутатор 3, после чего он начинает пропускать выходные сигналы устройства блокировки 4 к соответствующим входам блоков уиравления 1 и 2. На выходы блока 4 поступают сигналы чистовая онера- i I ция- с первого и второго блоков управления 1 и 2 и сигнал Отвод с выхода устройства 5. Устройство блокировки 4 вырабатывает сигналы, запрещающие обработку очередного кадра программы блоками управления 1, 2 по ниже следую- / щему алгоритму. Если первый суппорт вьшолняет чис- гтовую операцию, а второй так же соби- , рается выполнять чистовую операцию, то устройство 4 вырабатывает сигнал Блокировки обработки кадра программы второго блока управления. Сигнал этот будет присутствовать на выходе устройства 4 до тех пор, пока первый суппорт не закончит чистовую операцию, после чего он исчезнет и блок 2 начнет обработку следующего кадра. Если к моменту прихода кадра программы участка чистовой обработки первого суппорта, второй уже выполняет чистовую обработку, то будет выработан сигнал Блокировка отработки кадра второго суппорта. Таким образом, если на коммутатор 3 поступил сигнал Подключение блокировок, то выходные сигналы, устройства 4 делают невозможной ситуашда при которой необходимо пре рвать выполнение чистовой операции, так как исключается возможность одновреI манного выполнения двух чистовых oneраций. По окончании чистовой обработки участка, на котором возможно столкновение инструментов при выполнении чисто- ВЫ.Х операций, в программе задается команда Отключение блокировок, которая закрывает ключи коммутатора 3, так как постоянное воздействие выходных сигналов устройства 4 на блоки 1 и 2 бесполезно и вызовет лишь снижение произво..дительности станка. Поскольку устройство вычисления взаимного положения инструментов реагиру- етна одновременное вьшолнение неравенств (в) и (г) независимо от момента их возникновения, то очевидно, что свободное использование ручных коррекций,скоростей подач, стружкодробления, адаптивного управления и технологических остановок не можем нарушить работу систе мы, а лишь сдвинет во времени моменты вмешательства устройств 3-12 в обрабо ку детали по заданным программам. Про изводительность станка, оснащенного такой системой, в силу оптимизирующих алгоритмов блоков 4-6 всегда выше, чем у стайкЪвр оснащенных обычными система ми, кроме того она не зависит от квалификации технолога-программиста I Устройство блокиро вок 4 работает следующим образом. Первоначально все триг- геры блока находятся в нулевом состоянии, поэтому сигналы, блокировок на единичных выходах триггеров 16, 17 отсутствуют. Сигналом Чистовая операция первого суппорта триггер, Д5 устанавливается в состоянии , но состояние триггера 16 не изменится, так как схема И 2О закрыта по второму входу нулевым сигналом триггера 18. Если теперь придет си- гнал Чистовая операция второго суппорта, то он установит в 1 триггер 18 и через схему И 19, открь1тую сигналом триггера 15, установит в 1 триггер, на единичном выходе которого появится сигнал Блокировка пуска блока управления 2 второго суппорта. Сигнал Черновая операция первого суппорта установит в нулевое положение триггера 15 и 17. При этом сигнал Блокировка пуска блока управления второго суппорта исчезнет. Если первым придет сигнал Чистовая операция второго суппорта, а вторым Чистовая операция первого, то в силу симметрии схемы блока будет выработан сигнал Блокировка .пуска управления первого суппфрта. . Предмет изобретения I 1. Система программного управления двухсуппортным токарным станком, содержащая первый и второй коммутаторы, первую и вторую схему ИЛИ и третий и четвертый коммутаторы, выходы которых соединены со входами первогО и второго блоков управления соответственно и со входами третьей и четвертой схемы ИЛИ соответственно, отличающаяся тем, что, с целью упрощения, программирования и повышения быстродействия системы, в нее введены устройство вычисления взаимного положения инструментов суппортов и блокировки и дваj устройства переключения, причем выход1,1 блоков управления через последовател1,по соединенные устройство вычисления взаимного положения инструментов суппортов, подключенное через устройство блокировки к первому коммутатору, связанному с блоками управления, второй коммутатор, вторую схему ИЛИ и второе устройство переключения подсоединены к одним из входов третьего и четвертого коммутаторов и ко входу; первого устройства переключения, выходы которого связаны со входами третьего и четвертого коммутаторов и второго устройства пе484реключения, а другой вход через первую | схему ИЛИ, входы которой объединены с соответствующими входами блоков управления третьего и четвертого коммутаторов подключен к другим входам второго коммута тора, и соответствующие выходы первого и второго блоков управления соединены с одним из входов устройства блокировки и третьей и четвертой схемой ИЛИ соответственно и через второй коммутатор - со входами третьего и четвертого коммутаторов соответственно. 2. Система по п. 1, отличаюU а я с я тем, что устройство блокировки содержит последовательно соединенные первый триггер, первую схему И и второй триггер и последовательно соединенные третий триггер, вторую схему И и четвертыйТриггер, причем единичные входы nepBOio и третьего триггеров объединены с одним из входов второй и первой схем И соответственно их нулевые вжды с нулевыми входами второго и четвор- г того триггеров соответственно, единичные выходы второго и четвертого триггеров и входы первого и третьего триггеров соединены с выходами устройства соответственно.
/7,
i
1
/7.
2
| название | год | авторы | номер документа |
|---|---|---|---|
| Программное задающее устройство для токарного станка с программным управлением | 1981 |
|
SU1012688A1 |
| Мультимикропрограммное устройство управления с контролем | 1985 |
|
SU1272333A1 |
| Устройство для управления подачей шлифовального станка | 1980 |
|
SU883871A1 |
| Устройство для программного управления | 1985 |
|
SU1280571A1 |
| Система для программного управления | 1984 |
|
SU1246053A1 |
| Устройство для двухкоординатного программного управления | 1981 |
|
SU962857A1 |
| Мультимикропрограммное устройство управления | 1985 |
|
SU1256026A1 |
| Устройство для программного управления | 1979 |
|
SU862117A1 |
| Устройство для задания программы | 1979 |
|
SU849148A1 |
| Мультимикропрограммное устройство управления | 1985 |
|
SU1282121A1 |
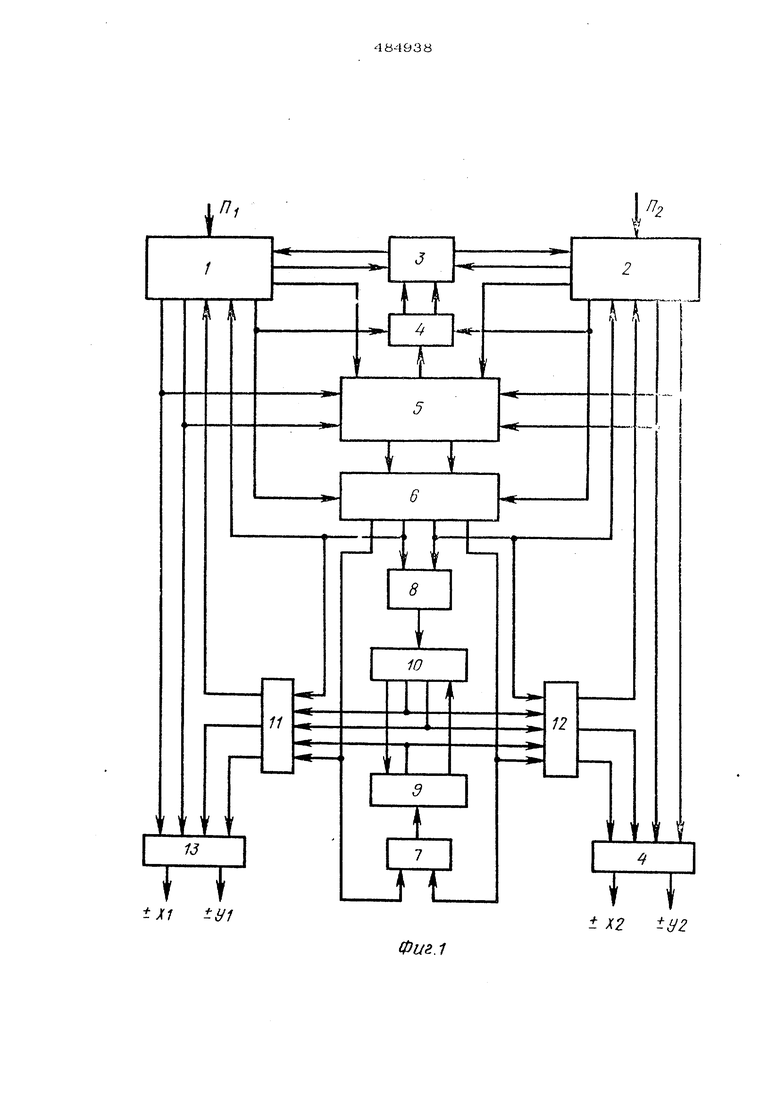
Фиг.1
Фиг. 2