I Изобретение относится к черной металлургии и может быть использовано, в частности при термообработке сплавов и изготовлении ответственных тяжелонагруженнь Х деталей высокой точности. Известны, способы предварительной обработки деталей из железоуглеродистых сплавов, например отжиг, нормализация, изотермический отжиг, улучшение. Известные способы термической обработ -ки не стабилизируют в полной мере параметров деталей после пластической деформации и окончательной термообработки, так как не устраняют необратимости полиморфного превращения при нагреве и охлаждении железоуглеродистых сплавов. Известен способ предварительной обработки, включающий химико-термическую обработку стальных деталей, заключающийся в том, что детали предварительно подвергают холодной или гор$гчей пластической деформации со степенями соЪтветственно 15-35 и 15-50%. и стабилизи эующему отпуску при 2 5О-6ОО°С.. I. Однако существующий способ обработки направлен исключительно на ускорение, интенсификацию процесса химико-термической обработки и полностью не устраняет необратимого изменения размеров. При анализе основного недостатка тер- i мической обработки изделий из конструкционных сталей - изменения геометрических размеров и форкты при закалке на мартенсит, следует раздель- но рассматривать равномерное изменение размеров вследствие различных удельных С|бъемов до и после закалки (геометрические формы заготовки при этом сохрангоотся); равномерно-постоянной коробление (равномерная конусность кольцевых тел и пр.) и неравномерно - переменное коробление (разброс). Влияние на уменьшение разброса по короблению (при постоянных условиях Окончательной обработки) оказывает соз дание однородной микро- и субмикроструктуры в заготовке перед окончательной термической обработкой. При этом для недеформированных материалов абсолютная ве|личина изменения размерен ,;:; л:;;.;: чем у деформироБан.н.ь.1.х.
На практике должны найти .rpHrvipKewFs оба способа уменьшения дефосмадки дотл-. лей, В тех случаях, когда по ус л они ят-,-: изготовления деталей невозможна lo к о с;,:;.
ная деформация, и , как рледс/вие эд лчлсд ная субструктура, не обходи,.,-- оппрлм; ; промежуточной тер1.:оо5ралтлг;;1 ,лv; ллс.;.тия наклепа и уменьше.;;.-; рассеянлг/ зиличины короблений,.
Для деталей , прокзБодстзс которых осуществляется одлороднь деформироза-нием всего сечьния. промежуточные тер мические операдии сказываются отэипательпо, так как увеличивают абсо 7:1отпу :г: величину необратимых превращений и .,6- солютную величину отклонений рап-лэров готовых деталей.
Исследование Б ШЯИИЯ степени редпа-рительной холодной пластической дофоп:мации на необратямссть uojfH /ionijiro -л превращения доэ«олкло устано шть лтл при деформади). с;.- степенью более 75% и контролируемых условиях тгаг-рава ; интервале от комкатной темнеоатуры до темдературы
ia/a гголимсрфкого npeBpainoH.iri ,v,оу 1Ол)юсГ1з: .стрл пч раз.личие в ол-ьи: Х яам;л ениях ч: нагреЕГ к p:-tf.(
КЛ желЧД.ЗОх: .)eDOL.if; тых ci;j:asaB.
Эгрггериь-ллттальго ус
И.ЛМеНеНУГе CKOOOCy-i Uarr:- ;i - П Л:.гге1-г:;:; гл
200.2000Ъ/-1пс, лапгжмер, для n-r-yv Ас оказывается моггустл,.,.../: /pfti с - ejiHS необратимост;: в посдсесе rbaaPi oiерекристал/шзацип..
Значительна. 1г;гг стическая ле1и: i--.ya .
кя может возниа.1уть в поьарлнсстл . слоях при механической обработке v tpieiJствио 1га;слепа поверхкостр Так, рагрл мер. оценка по прраметрам субп-рр-ту pbf наклепа поверхности при обрабо -ле :ау
леичатого вала автомобиля ЗИЛ.1л-;р--: .ip:i
определенных режимах резания полаяьграет, что изменеву о структуры колегла.;. анапогичпО изменонкю ст11;,кту1эы. .рь ллас тической деформа-.йи, ла%. Зго позволяе: использовать ;го;.1учо;1иый Р зе зультато МЕханилэской обработки ласлеп с последугощим ана.югичнь: м хРЕтоолкруе мым лагревом для умень1лен1;я хоррцле-. ния в процессе окопчателвкой т--рргической обработки без введения сгЕециальных
пераций пластической деформали.Иг так как она возникает непосредственно в процессе механической обработ.ки,
Новый техноло1Л- чески11 процесс лред/ варительной обработки, вк:,лючаю1дий деформацию. ла;:более у.цачнр реа,л.з етУ:я
: :- :::;-1 холодновысадочныл явтомаГ:: .ри чрокзводстве осевч- г,р„„,-, .,
op.я.eeь«„aль.e;:: -;-:-: :;;::f. калибровке, лресссшанкг,
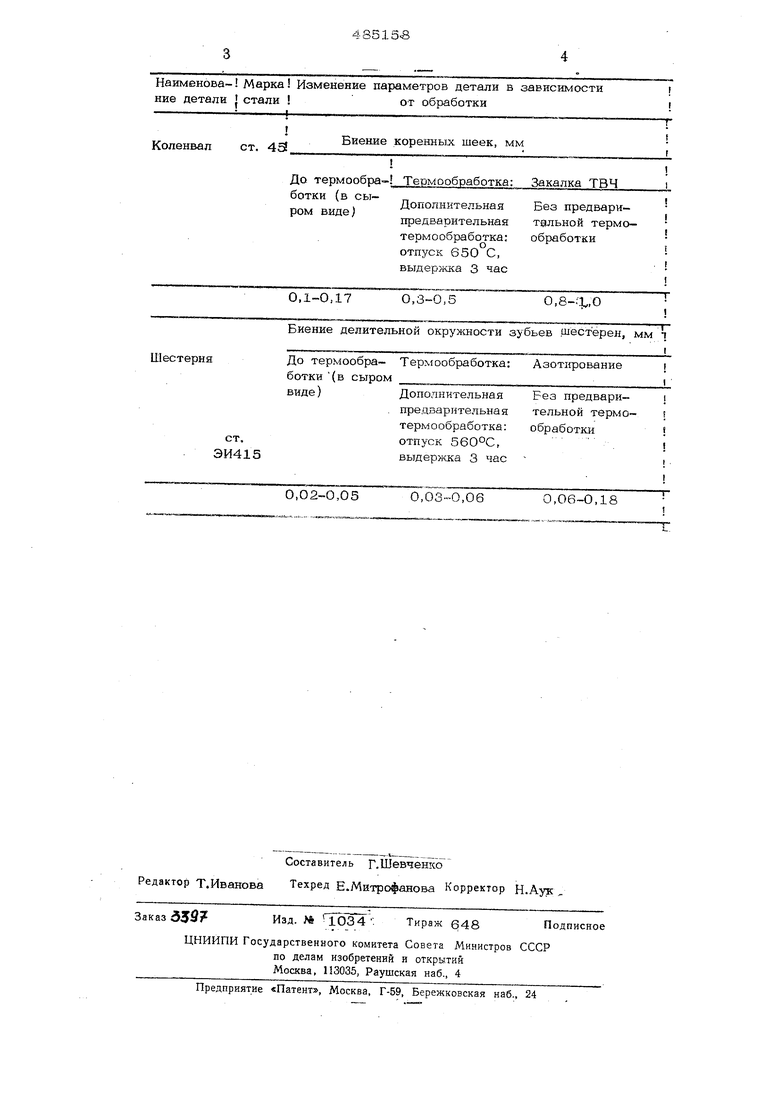
.,™бя™е приведены данные дополки
«Р- зарнтельной гермообоабо-.ки о;.. ......и Еогшквала i. шестоони по. ..;..«
:. .f О.---.,...-.- .-,-,.. . - i .ii
.....-„nru,. ..ее,-: ия Обработки: v -ЛаЗющей /илидзовки, ;:еред a4i-;.:.r:. азстироБавием.
лак :ндно F3 .тйблвды: Л.;ЗСППЕ-- .-..., ---..ическая оценка измеио ир- о,Г.:::;Л
:..-,,,....-...;. ... .lup-Uvvt.... ров
- ::™ з Васимос-ч О , обрабо- к vv.., j - ;- скиже.ньо гсороблекия ло .i-nc.,..J
Г;:.,. : ;/° ®и ала к делктеушл,, шэслярел. ч:то Г|Г;; г г1г и-.,--:
aiifcsK правки я окс -|чят.г.: ;
-1Ы7
нов, 1К,ПГР.
при домна: т:агрев до SMneparv.-I- f
ОБОЙ
Г j я неf десДС1
ю осу-
to
HOCг
Наименова- Марка Изменение параметров детали в зависимости ние детали { стали от обработки
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки изделий | 1981 |
|
SU968083A1 |
| Способ предварительной обработки деталей из железоуглеродистых сплавов | 1976 |
|
SU670621A1 |
| Способ обработки деталей | 1978 |
|
SU825657A1 |
| Способ механикотермической обработки метастабильных аустенитных сталей | 1980 |
|
SU1022997A1 |
| Способ комбинированной обработки стальных деталей | 1980 |
|
SU907074A1 |
| Способ закалки стальных изделий | 1978 |
|
SU685702A1 |
| Способ изготовления напильников | 1978 |
|
SU737478A1 |
| Способ термической обработки литых аустенитных сталей | 1979 |
|
SU901302A1 |
| СПОСОБ СМЯГЧАЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ АУСТЕНИТНО-МАРТЕНСИТНОГО КЛАССА МАРКИ 07Х16Н6 | 2012 |
|
RU2499842C1 |
| Способ подбора дозы микрошариков для дробеструйной обработки, обеспечивающей поверхностное пластическое деформирование детали из легированной стали для активации поверхности детали перед азотированием | 2023 |
|
RU2806001C1 |
