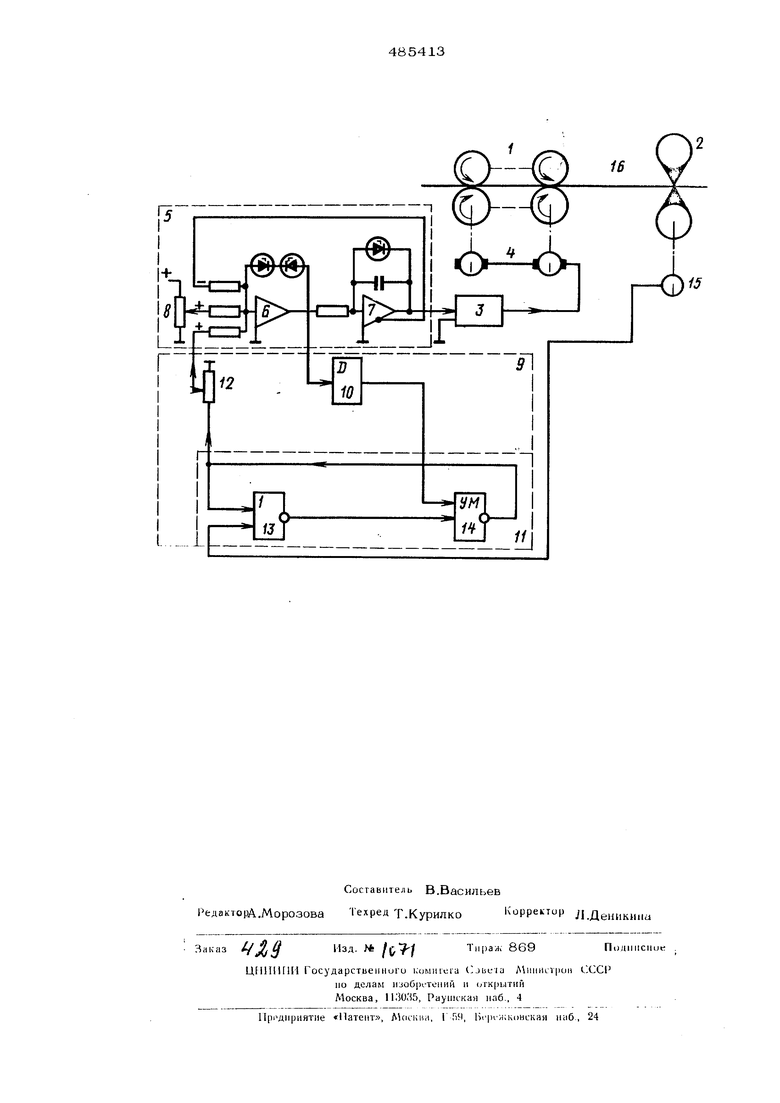
(54) СТАН С ПОРЕЗКОЙ ПРСЖАТА НА ХОДУ устройство повышения скорости стана в промежутках между резами 9, содержаще блок 1О регулируемой задержки, запомин щий блок 11 и переменный резистор 12, Запоминающий блок 11, в свою очередь, состоит, например, из двух соединенных по схеме память логических элементов ИЛИ-НЕ 13 и 14, причем последний из них выполняет, кроме того, роль усилителя мощности. На выходе летучего режущего устройства имеется датчик положения ножей 15 Стан прокатывает полосу 16. Предлагаемый стан работает следующим образом. Ко включающему входу запоминающего блока 11 подключен датчик положения но жей 15 летучего режущего устройства 2, выдающий кратковременный импульс в мо мент окончания реза. К сбрасывающему входу запоминающего блока 11 подключен выход блока 10 регулируемой задержки, который генерирует одиночный импульс с регулируемой временной задержкой. Вход блока 10 регулируемой задержки подключен к выходу релейного звена 6, В момент окончания реза спрофилирован ной полосы 16 датчик положения ножей 15 режущего устройства 2 выдает кратковременный импульс, включающий запоминающий блок 11. При этом, на выходе переменного резистора 12 появляется сиг нал, величина которого, зависящая от пре варительно выбра1таого положения движ- ка переменного резистора 12, определяет величину повыщенной скорости стана в промежутках между резами. Появление дополнительного сигнала на выходе устрой ства ловыщения скорости стана 9, складывающегося на входе релейного элемента 6 с сигналом от задающего элемента 8, приводит к появлению сигнала на выходе релейного элемента 6 и к началу разгона стана. Когда -повыщенная скорость стана 1 достигает величины, соответствующей результирующему сигналу задающего элемента 8 и переменного резистора 12, раз гон прсжращается. По окончании разгОна стана исчезает сигнал на выходе релейного элемента 6. При этом с задержкой по времени, определяющей длиа льность ра .боты стана на повышенной скорости, на вы ходе блока регулируемой задержки 10 появляется кратковременный импульс, который приводит к сбросу запоминающего блока 11 и исчезновению добавочного сигнала на входе задатчика скорости 5. Начинается замедление стана 1 до прежней скорости, определяемой лишь задающим элементом 8 и достаточной для выполнения реза профилированной полосы 16 летучим режущим устройством 2. В процесса замедления стана 1 на выходе релейного элемента 6 также появляется сигнал, но противоположной полярности, вследствие чего он не проходит на вход блока регулируемой задержки 1О, а его исчезновение не приводит к генерированию импульса. После выполнения реза цикл работы ; повторяется. Предмет изобретения 1. Стан с- порезкой проката на ходу, со-i держащий датчик положения ножей летучего режущего устройства,, задатчик скорости, состоящий из последовательно соединенных задающего элемента, релейного элемента и интегратора, один выход которого под.- . ключей ко входу системы управления приводом стана, а другой соединен со вторым входом релейного элемента, о т л и ч а ющ и и с я тем, что, с целью повыщения производительности, он содержит устройство повыщения скорости стана в проме-. жутках между резами, первый вход которого связан с выходом датчика положения ножей летучего режущего устройства, второй вход соединен с выходом релейного элемента, а выход - с третьим входом релейного элемента. 2. Стан по п. 1, о т л и ч а ю щ и йс я тем, что устройство повышения скорости стана в промежутках между резами содержит блок регулируемой задержки, элемент с переменным сопротивлением и запоминающий блок, выход которого через I элемент с переменным сопротивлением подключен к выходу устройства, включающий вход запоминающего блока связан с первым входом устройства, а сбрасывающий вход запоминающего блока подключен ко второму входу устройства через блок регулируемой задержки.
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Система для управления станом с порезкой проката на ходу | 1975 |
|
SU545401A1 |
| Стан с порезкой проката на ходу | 1973 |
|
SU491928A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Устройство автоматического управления стана с порезкой проката на ходу | 1973 |
|
SU617188A1 |
| Система для управления станом с порезкой проката на ходу | 1981 |
|
SU982834A1 |
| Система для управления станом с порезкой проката на ходу | 1977 |
|
SU664768A1 |
| ПАТЕНТ.ЧС - <:ТЕлиичЕс;:.-"b>&ibA(?uid;A | 1972 |
|
SU328274A1 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |