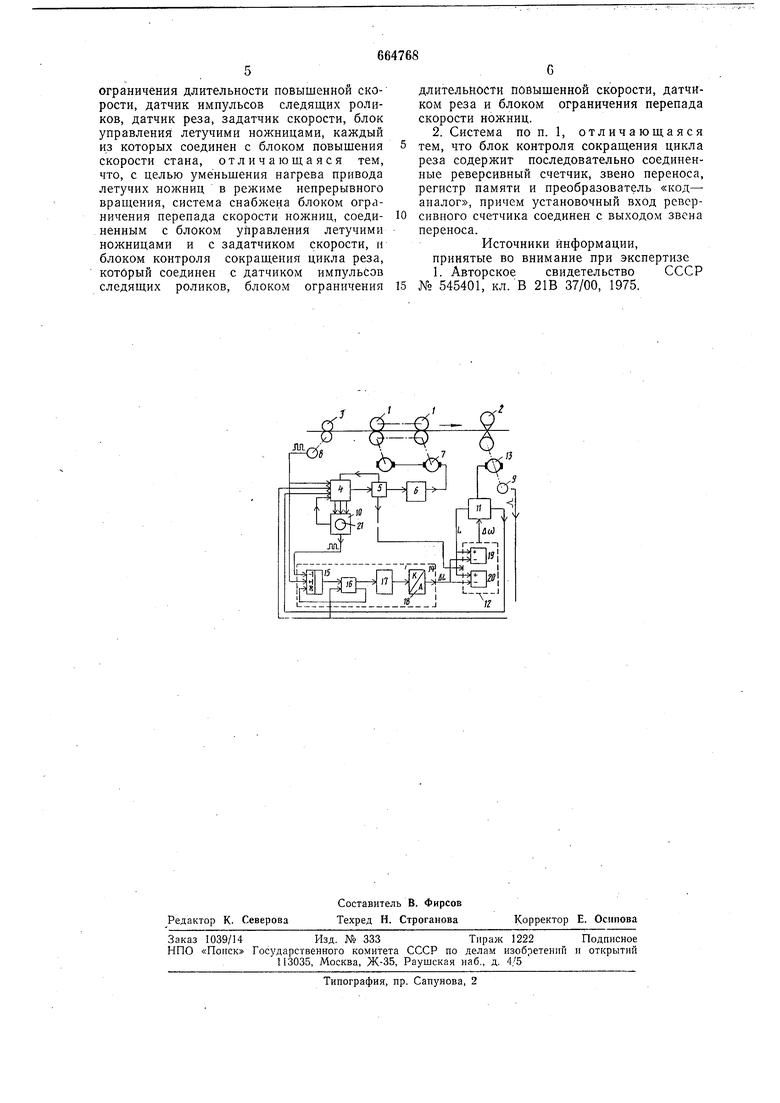
летучими ножницами. Три входа блока 1.0 ограничения длительности повышенной скорости соединены, с выходами блока 4 иовышения скорости. Блок 12 ограничения нерепада скорости ножниц, блок 11 управления летучими ножницами и нривод 13 летучих ножниц соединены последовательно, два входа блока 12 ограничения исренада скорости ножниц соединены с выходом блока II управления летучими ножии- 10 цами и с выходом задатчика 5 скорости. Блок 14 контроля сокращения цикла реза содержит последовательно соединенные . реверсивный счетчик 15, звено 16 переноса, регистр 17 памяти, преобразователь «код- 15 аналог 18, выход которого подключен ко входам сумматоров 19 и 20 блока 12. Счетные входы реверсивного счетчика 15 подключены к датчику 8 импульсов и к генератору 21 регулируемой частоты блока 10 20 ограничения длительности повышеиной скорости (второму выходу), а вход сброса счетчика 15 - ко второму выходу звена 16 переноса, второй вход которого подключен к датчику 9 реза.25 Работа системы происходит следуюпдим образом. При отрезании очередной мерной длины проката по сигналу датчика 9 реза блок 4 повышения скорости выдает сигнал задатчику 5 скорости на увеличение скоро- 30 сти привода 7 стана. После перемеш,ения проката на заданную величину, контролируемую датчиком 8 импульсов следящих роликов 3, перед выполнением реза блок 4 выдает сигнал на снижение скорости стаиа 35 1 до величины, допустимой для летучих ножниц 2. По сигналам блока 11 управления летучими ножницами и задатчика 5 скорости в блоке повышения скорости обеспечивается замер длины перемещения про- 40 ката в нроцесс е увеличения и на повышенной скорости стана. Если режим повышен- ., ной скорости приводит к недопустимому для отдельных механизмов стана сокращению цикла отрезания мерных длин, блок 10 45 ограничения длительности повышенной скорости выдает сигнал блоку 14 на снижение скорости (информация о режиме работы стана поступает в блок 10 из блока 4). После реза блок 11 управления летучими 59 ножницами 2 обеспечивает снижение скорости привода 13 ножниц для отрезания в следующем цикле заданной мерной длины проката L. Величина перепада скорости ножниц AW онределяется блоком И огра- 55 ничения перепада скорости ножниц по информации о заданной мерной длине прока. та L, поступающей к сумматорам 19 и 20 из блока 11 и скорости W стана в процессе реза, поступающей из задатчика 5 ско- 60 рости. Сигнал, пропорциональный А1, выдается из блока 12 в блок 11. При нулевом сигнале на выходе блока 14 контроля сокращения цикла реза, что имеет место в первом цикле отрезания мерной К5
664768 5 длины с повышением скорости стана Ё паузах между резами, перенад скорости ножниц (AW) устанавливается завышенным, без учета сокращения времени циклов изза повышения скорости стана. Это приводит к увеличению загрузки привода 13 ножниц по теплу. Для снижения перепада скорости привода 13 ножниц и уменьшения его нагрева уже к началу второго цикла отрезания мерной длины с повышением скорости стана блок 14 выдает на вторые входы сумматоров 19 и 20 блока 12 сигнал AL, пропорциональный составляющей мерной длины L, прокатываемой за счет повышения скорости стана. Сигнал AL соответствует сокрашению циклов реза за счет повышения скорости стана 1 и подается на входы сумматоров 19 и 20 блока 12 со зиаком, противоположном знаку сигнала L из блока 11. Сигнал AL образуется на выходе блока 14 с помощью реверсивпого счетчика 15, на счетные входы которого «-|- и «- подаются сигналы датчика 8 импульсов следящих роликов 3 и генератора 21 регулируемой частоты из блока 10. С помощью датчика 8 контролируется действительное перемещение проката за цикл реза, а с помощью генеоатора 21-перемещение проката за цикл реза, которое имело бы место, если бы скорость стана была неизменной и равной его скорости W в зоне реза. Разность этих перемещений, получаемая в цифровом коде на выходе счетчика 15, пропорциональна составляющей AL, прокатываемой за счет повышения скорости стана. В момент реза, по сигналу датчика 9 реза, подаваемому на вход звена 16 переноса, выходной сигнал счетчика 15 передается в регистр 17 памяти. Одновременно подачей выходного сигнала звена 16 на установочный вход счетчика 15 носледний гасится. В регистре 16 памяти сигнал AL запоминается и через преобразователь «код-аналог 18 подается ко входам сумматоров 19 и 20 блока 12. Благодаря сигпалу AL блок 11 ограничения перепада скорости ножниц уменьшает величину перепада скорости привода ножниц AW. Описанный режим работы повторяется в каждом цикле реза. Таким образом, вследствие дополнения системы для управления станом с порезкой проката на ходу блоком контроля сокращения цикла реза и блоком ограничения перепада скорости ножниц, уменьшается перепад скорости привода ножниц в режиме непрерывного вращения и соответственно снижается его нагрев. Ф о р м у л а и 3 о б р е т е и и я I. Система для управления станом с порезкой проката на ходу, содержая блок
ограничения длительности повышенной скорости, датчик импульсов следящих роликов, датчик реза, задатчик скорости, блок управления летучими ножницами, каждый из которых соединен с блоком повышения скорости стана, отличаюш;аяся тем, что, с целью уменьшения нагрева привода летучих ножниц в режиме непрерывного вращения, система снабжена блоком ограничения перепада скорости ножниц, соединенным с блоком управления летучими ножницами и с задатчиком скорости, и блоком контроля сокращения цикла реза, котбрый соединен с датчиком импульсов следящих роликов, блоком ограничения
длительности повышенной скорости, датчиком реза и блоком ограничения перепада скорости ножниц.
2. Система по п. 1, отличающаяся тем, что блок контроля сокращения цикла реза содержит последовательно соединенные реверсивный счетчик, звено переноса, регистр памяти и преобразователь «код- аналог, причем установочный вход реверсивного счетчика соединен с выходом звена переноса.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 545401, кл. В 21В 37/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления профилегибочным агрегатом | 1978 |
|
SU727248A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Система для управления станом с порезкой проката на ходу | 1975 |
|
SU545401A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU657410A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU778956A1 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| Система управления профилегибочным агрегатом | 1979 |
|
SU893419A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
