(Б ) СИСТЕМА ДЛЯ УПРАВЛЕНИЯ СТАНОМ С ПОРЕЗКОЙ ПРОКАТА НА ХОДУ
1
Изобретение относится к устройствам автоматизации прокатного производства и может быть использовано для автоматического управления многодвигательными электроприводами станов и агрегатов с порезкой проката .на ходу.
Известен стан с порезкой проката на ходу, обеспечивающий с целью повышения производительности повышение . скорости в интервалах между резами 1.
Недостатком стана является то, что он не обеспечивает защиту приводов стана и летучего режущего механизма от тепловых перегрузок.
Наиболее близкой к предлагаемой является система для управления станом с порезкой проката на ходу, содержащая привод стана с блоком j nравленйя, задающим блоком, блоком повышения скорости и блоком ограничения длительности повышения скорости, а также летучий ревущий механизм с
датчцком реза, обеспечивающая защиту привода летучего режущего механизма zj.
Недостаток известного устройства в том, что оно не обеспечивает защиты привода стана от тепловых перегрузок, которые могут иметь место из-за динамических токов, вызываемых ускорениями и замедлениями стана в каждом цикле реза. Это снижает надежность работы системы,
Целью изобретения является повыше ние надежности работы и защита привода стана от тепловых перегрузок.
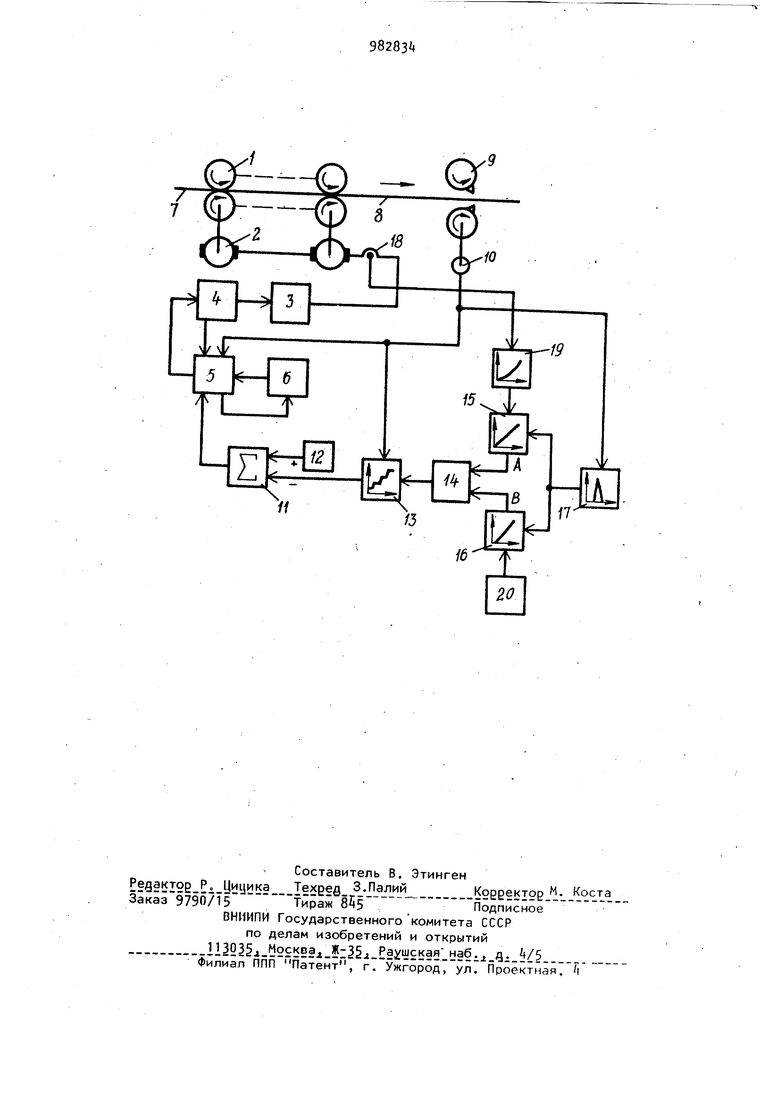
Эта цель достигается тем, что система, содержащая привод стана с бло-ком управления, задающим блоком, блоком повышения скорости и блоком ограничения длительности повышения скорости , а также летучий режущий механизм с датчиком реза, содержит последовательно соединенные датчик тока привода стана,функциональный преобразователь, первый интегратор, дискриминатор, второй интегратор, второй вход которого подключен к датчику ре за, и сумматор, выход которого подключен к входу блока повышения скоро ти, а также задатчик максимального приращения скорости, подключенный к второму входу сумматора, последовательно включенные эталонный генерато и третий интегратор, выход которого подключен к второму входу дискримина тора, и элемент задержки,вход которо го подключен к датчику реза, а выход к вторым входам первого и третьего интеграторов. На чертеже приведена функциональная схема предлагаемой системы. Стан 1 с приводом 2 и электрически соединенными с ним блоком 3 управления, задающим блоком , блоком П повышения скорости и блоком 6 ограничения длительности повышения скорости обеспечивают прокатку полосы 7 с повышением скорости прокатки в интервалах между резами на мерные длины проката 8 летучим режущим меха низмом 9. С последним механически св зан датчик 10 реза, выход которого подключен к входу блока 5 повышения скорости. К входу блока 5 повышения скороети, регламентирующему величину прира щения скорости стана в интервалах между резами, подключен выход сумматора 11, к входам которого подключены выходы задатчика 12 максимального приращения скорости и интегратора 13 Первый вход последнего подключен к выходу датчика 10 ре.аа, а второй вхо к выходу дискриминатора 14о Первый и второй входы дискриминатора 1 подключены к выходам интеграторов соответственно 15 и 16, входы которых подключены к датчику 10 реза через элемент 17 задерхски. Второй вход интегратора 15 подключен к датчику 18 тока привода 2 стана 1 через функциональный преобразователь 19. Второй вход интегратора 16 подключен к эталонному генератору 20. Элементы 11-2 могут выполняться либо аналоговыми, либо цифровыми,, Система работает следующим образо После выхода ножей летучего режущего механизма 9 из зоны реза в кажд цикле отрезания мерной длины проката 8, по сигналу датчика 10 реза блок 5 повышения скорости через зада ющий блок и блок 3 управления обес печивает приращение скорости привода 2 стана для увеличения его производительности. Перед резом блок 5 выдает команду на замедление стана 1 до скорости,допустимой для летучего режущего механизма 9. Блок 6 ограничения длительности повышения скорости обеспечиЁает ограничение длительности повышения скорости стана 1 для предотвращения сокращения времени цикла порезки ниже минимально допустимого для летучего режущего механизма 9. При ускорениях и замедлениях стана 1 в каждом цикле реза возникают динамические составляющие тока при- . вода 2, вследствие чего, особенно при коротких длинах, мбжет наступить тепловая перегрузка привода 2 и выход его из строя. Тепловая загрузка привода 2 стана 1 остается в допустимых пределах, если выполняется условие f3 at |V«dt, (i; где 3 , 3 j соответственно текущее и номинальное значения тока привода 2; t - время цикла отрезания мерной длины. Если условие (1) не выполняется, необходимо снижать величину приращения скорости стана 1 в интервалах между резами. При этом сокращается время ускорений и замедлений стана 1, и снижается нагрев привода 2. Однако, благодаря блоку 6, время цикла реза и производительность стана могут сохраняться на прежнем уровне. Выполнение условия (1) в каждом цикле реза проверяется с помощью дискриминатора 14, сравнивающего на своих входах выходные сигналы интеграторов 15 и 16. Икггегратор 15 вычисляет интеграл А j О dt путем подачи на его вход сигнала датчика 18 тока привода 2 стана 1, преобразованного функциональным преобразователем 19. Интегратор 16 вычисляет интеграл В , благодаря подключению к его вхолу сигнала эталонного генеоатора 20, поопорционального постоянной величине -7 , .есс интегрирования интеграторами 15 и 1б входных сигналов начинается в каждом цикле реза одновременно и с нуля, благодаря гашению интеграторов 15 и 16 перед началом каж59дого нового цикла сигналом датчика 10 реза через элемент 17 задержки. Дискриминатор 1 срабатывает лишь в том случае, если А В. В противном случае сигнал на выходе дискриминатора И отсутствует. Если в конце цикла реза на входах дискриминатора имеет место неравенство Л В, что свидетельствует о тепловой перегрузке привода 2 стана 1, то по сигналу датчика 10 реза при наличии сигнала от дискриминатора 1 выход интегратора 13 увеличивается на ступеньку (fuj. При сохранении этих же условий в течение И циклов реза после начала работы стана 1 выходной сигнал интегратора 13 в концеyi-го цикла ста нет пропорциональным величине гкГи (vi 1,2,3,...). Выходным сигналом интегратора 13 снижается уровень сигнала сумматора 1 так как последним он вычитается из сигнала Л1Ц задатчика 12 максимального приращения скорости стана 1 в интервалах между резами ( для данного режима прокатки). Поскольку сигнал сумматора 11 определяет величину приращения скорости стана 1 в интервалах между резами, то,благодаря интегратору 13, приращение скорости стана 1 снижается ступенчато до такой ве 1ичины, чтобы на входах дискриминатора Н соотношение интегралов А и В стало бы соответствовать неравенству А В, т.е чтобы начало выполняться условие С 1 ). Если в начале работы стана 1 выполняется условие 1, или А В, выход интегратора 13 сохраняется нулевым, и снижения приращения скорости стана 1 в интервалах между резами, установленное задатчиком 12 на уровне , для данного режима прокатки, не произойдет. Таким образом, благодаря дополне.нию системы элементами, обеспечивающими циклическое измерение величины, пропорциональной тепловой загрузке привода стана, сравнение ее с допустимой при тепловой перегрузке и снижение приращения скорости стана в интервалах между резами, обеспечивается защита привода стана от тепловых перегрузок и повышение надежности работы. Формула изобретения Система для управления станом с порезкой проката на ходу, содержащая привод стана с блоком управления, задающим блоком, блоком повышения скорости и блоком ограничения длительности повьшения скорости, а также летучий режущий механизм с датчиком реза, отличающаяся тем. что, с целью повышения надежности работы и заа1иты привода стана от тепловых перегрузок, она-дополнительно содержит последовательно соединенные датчик тока привода стана, функцио нальиый преобразователь, первый интегратор, дискриминатор, второй интегратор, второй вход которого подсоединен к датчику реза, и сумматор, выход которого подсоединен к входу блока повышения скорости, а также задатчик максимального приращения скорости, подсоединенный к второму входу сумматора, последовательно соединенные эталонный генератор и третий .интегратор, выход которого подсоединен к второму входу дискриминатора, и элемент задержки, вход которого подсоединен к датчику реза, а выход к вторым входам первого и третьего интеграторов Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР ff А91928, кл, G05 В 15/02, 1976. 2.. Авторское свидетельство СССР № StSAOl, кл. В 21 В 37/00, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Устройство автоматического управления стана с порезкой проката на ходу | 1973 |
|
SU617188A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Стан с порезкой проката на ходу | 1973 |
|
SU491928A1 |
| Способ управления электроприводом летучих ножниц | 1986 |
|
SU1382603A1 |
| Система для управления станом с порезкой проката на ходу | 1975 |
|
SU545401A1 |
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |