1
Изобретение относится к области автоматизации прокатного производства и может быть использовано в системах управления автоматизированными многодвигательными электроириводами прокатных станов.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является стан с порезкой проката на ходу (1), содержащий летучий режущий механизм с датчиком пололсения ножей, следящие ролики с датчиком импульсов, соединенные последовательно, задатчик скорости, блок управления и привод стана, устройство повышения скорости, соединенные последовательно блок управления и привод летучего режущего механизма, при этом второй выход блока управления летучим режущим механизмом соединен с первым входом устройства повышения скорости привода стана, со вторым входом которого соединен второй выход задатчика скорости, с третьим входом - датчик положения ножей, с четвертым - датчик импульсов следящих роликов, а выход подключен ко входу задатчика скорости.
Недостатком такого стана является то, что при некоторых значениях отрезаемых длин и скоростей стана цикл разрезания проката может сократиться так, что он становится недопустимым для летучего режущего механизма
(например, при этом может перегреться и выйти из строя электропривод летучего режущего механизма).
Целью изобретения является повышение
надежности работы и срока службы привода режущего механизма и защита его от перегрузок.
Для этого предлагаемая система дополнительно содержит устройство ограничения длнтельности повышенной скорости в npoMeHvyTках между резами, выход которого соединен со входом узла управления в устройстве повышения скорости привода стана, а его входы соединены: вход 1 с датчиком импульсов
следящих роликов, вход 2 со вторым выходом (выход 2) устройства повышения скорости стана, вход 3-со вторым выходом задатчика скорости; кроме того, устройство ограничения длительности повышенной скорости стана в
промежутках между резами содержит последовательно соединенные реверсивный счетчик, элемент контроля его выходного сигнала и блок управления, а управляемый ключ, генератор импульсов регулируемой частоты,
блоки задания соответственно мерных длин проката, скорости стана при резе п слагаемой мерных длин, разрешающей повышение скорости, при этом второй и третий входы блока управления соединены соответственно со вторым (вход 2) и третьем (вход 3) входами
устройства ограничения длительности повышенной скорости, и в промежутках между резами первый и второй выходы блока управления соединены соответствеппо с первым и вторым капалами запрета счета реверсивного счетчика, третий-с каналом гашения реверсивного счетчика, четвертый-с управляющим входом управляемого ключа, (вход 1) входы вычитания реверсивного счетчика соединены с первым входом устройства, входы сложения счетчика соединены с выходом генератора импульсов регулируемой частоты, вход которого соединен с выходом блока задания скорости стана при резе, канал ввода числа реверсивного счетчика через ключ соединен с выходом блока задания слагаемой мерных длин, разрешаюш,ей повышение скорости, а его входы соединены с выходами блоков задания мерных длин и скорости стана при резе, выход элемента контроля выходного сигнала реверсивного счетчика соединен с выходом устройства ограничения длительности повышенной скорости стана в промел утках между резами.
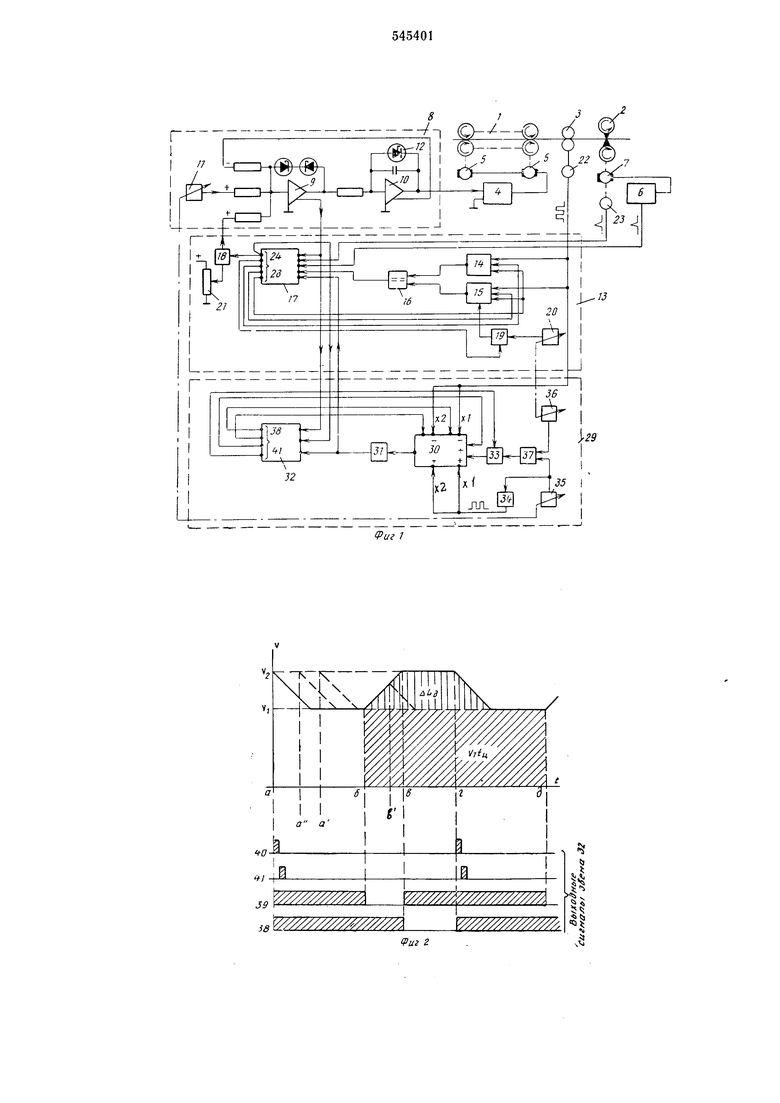
На фиг. 1 представлена функциональная схема системы для управления станом с порезкой проката на ходу; на фиг. 2 - эпюры скорости стана и управляюш,их сигналов во времени.
Система содерл ат стан 1 с летучим режуш,им механизмом 2 и следяш,ими роликами 3, блок 4 управления приводом 5 стана 1, блок 6 управления приводом 7 летучего режуш,его механизма 2, задатчик 8 скорости, состояш,ий из реверсивного релейного элемента 9 (элемента с насыш,ением), интегратора 10 и звена 11 задания скорости стана 1 при резе. При этом звено 11 подключено ко входу релейного элемента 9, выход которого подключен ко входу интегратора 10, а выход последнего-ко входу блока 4 управления приводом 5 стана 1. Выход интегратора 10 также соединен по схеме отрицательной обратной связи со входом релейного элемента 9. Звеном 11 задается величина скорости стана, допустимая для режуш,его механизма. Стабилитрон 12, включенным в цепь обратной связи интегратора 10, ограничивается его выходной сигнал и соответственно максимально допустимая скорость стана.
Устройство 13 повышения скорости стана содержит счетчик 14 первый, счетчик 15 второй, элемент 16 сравнения, узел 17 управления, ключи 18, 19, звено 20 задания длины, потенциометр 21 ограничения повышенной скорости.
К счетным входам цифровых счетчиков 14 и 15 подключен датчик 22 импульсов, установленный на следяш,их роликах 3. Канал ввода числа счетчика 15 подключен через ключ 19 к звену 20 задания длины. Выходы счетчиков 14 и 15 подключены ко входам элемента 16 сравнения, а выход последнего-ко входу узла 17 управления. Ко входам узла 17 также подключены: выход блока 6 управления летучим режущим механизмом, выдающий сигнал включения режущего механизма на рез, датчик 23 положения ножей, формирующий сигнал отрезания мерной длины, выход релейного элемента 9, формирующий сигнал выхода стана на установившуюся повышенную скорость.
Узел 17 управления имеет выходы 24-28, которые подключены: 24 «Выход управляющему входу ключа 18, 25-к управляющему входу ключа 19; 26 и 27-к каналам запрета работы соответственно счетчиков 14, 15; 28-к каналам гашения (сброса в нуль) счетчиков 14 и 15. Через ключ 18 ко входу релейного элемента 9 подключен выход потенциометра 21 ограничителя повышенной скорости стана. Кроме того, ко входу узла 17 уиравления подключен выход устройства 29 ограничения длительности повышенной скорости стана.
Устройство 29 ограничения длительности повышенной скорости содержит реверсивный счетчик 30, элемент 31 контроля его выходного сигнала, блок 32 управления, ключ 33, генератор 34 импульсов регулируемой частоты, блоки 35, 36, 37 задания соответственно скорости стана при резе мерных длин проката слагаемой мерных длин, разрешающей повышение скорости. При этом блоки 35 и 36 настраиваются одновременно со звенья.ми соответственно 11 и 20.
Ко входам блока 32 управления подключены: выход узла 17 управления устройства 13 повып1ения скорости, выход релейного элемента 9 задатчика 8 скорости, выход элемента 31 контроля выходного сигнала счетчика 30.
Выходы 38-41 блока 32 управления подключены: выходы 38 и 39-соответственно к первому и второму каналам запрета счета реверсивного счетчика 30, 40-к каналу гашения (сброса в нуль) реверсивного счетчика 30, 41-к управляющему входу ключа 33. К каналам вычитания реверсивного счетчика 30 подключен датчик 22 импульсов следящих роликов 3. К каналам сложения реверсивного счетчика 30 подключен выход генератора 34 импульсов регулируемой частоты и через ключ 33 подключен выход блока 37 задания слагаемой мерных длин, разрешающей повышение скорости, ко входам которого подключены блок 36 задания соответственно мерных длин и блок 35 скорости стана при резе. Выход блока 35 подключен также ко входу генератора 34.
Система работает следующим образом (см. также поясняющую диаграмму на фиг. 2).
В момент времени, соответствующий точке а (фиг. 2) в блок 32 управления с выхода элемента 31, либо с выхода 24 узла 17 выдается сигнал начала замедления стана со скорости 1/2 до скорости Vi. Этот сигнал вызывает на выходе 40 блока 32 появление импульсного сигнала гашения реверсивного счетчика 30 и затем на выходе 41-импульсного сигнала включения ключа 33 для ввода в реверсивный
счетчик 30 от блока 37 слагаемой мерной длины AL,-j, разрешающей повышение скорости стана.
Последняя образуется блоком 37 в цифровом коде при вводе от блоков 36 и 35 соответственно мерной длины L и скорости стана при резе .
-У,ц,
где гц - минимально допустимое для летучего режуш,его механизма время цикла отрезания мерной длины.
Если tц определяется исходя из возможностей электропривода летучего режущего механизма, то в режиме работы с пусками на каждый рез его величина может быть определена из выражения:
, М„ I а
где Мд, ЛТ,, - соответственно величины динамического при пусках (остановках) и номинального моментов электропривода летучего режущего механизма;
а - ускорение режущего механизма при пусках для реза (остановах после реза). Тогда величина ALд образуется блоком 37 в
соответствии с выражением:
AL; -L-KVl
где /С - постоянная для конкретного летучего режущего механизма величина.
В момент времени, соответствующий точке б (фиг. 2), т. е. окончание отрезания очередной мерной длины выходящего из стана проката и начала повьпнения скорости стана, с выхода 24 выход 2 узла 17 устройства 13 повышения скорости и с выхода релейного элемента 9 задатчика 8 скорости на входы блока 32 управления выдаются сигналы, которые вызывают на его выходе 39 исчезновение сигнала запрета счета на втором канале запрета реверсивного счетчика 30. При этом по вторым счетным входам вычитания и сложения реверсивного счетчика 30 начинают вводиться импульсы датчика 32 для вычитания и импульсы генератора 34 для сложения. Вторые счетные входы сложения и вычитания реверсивного счетчика 30 обеспечивают ввод в реверсивный счетчик 30 импульсов с удвоением их числа. Поскольку число импульсов задатчика 22 соответствует действительной длине выходящего из стана проката, а число имнульсов генератора 34, управляемого блоком 35-длине, которая бы имела место в то же самое время, если бы скорость стана была равной V (фиг. 2), то текущая разность чисел этих импульсов соответствует слагаемой мерной длины AL, прокатываемой благодаря повышенной скорости и списывающей реверсивным счетчиком 30 введенные в момент времени, соответствующий точке а, число AL.
Пока идет разгон стана и существует сигнал на выходе релейного элемента 9, ввод имнульсов в реверсивный счетчик 30 осуществляется с удвоением. Это позволяет учесть составляющую AL, которая образуется при последующем замедлении стана до скорости У. В момент времени, соответствующий точке в разгон стана прекращается, исчезает сигнал выхода релейного элемента 9. При этом на
выходе 39 блока 32 управления сигнал появляется, а на выходе 38 исчезает, соответственно отключаются вторые счетные входы и включаются первые счетные входы реверсивного счетчика 30. Импульсы от датчика 22 и
генератора 34 начинают поступать на первые счетные входы соответственно вычитания и слеження реверсивного счетчика 30. Первые счетные в.ходы реверсивного счетчика 30 обеспечивают счет импульсов без удвоения.
В момент времени, соответствующий точке а число AL.- полностью списывается в реверсивном счетчике 30, сигнал на его выходе исчезает и срабатывает элемент 31 контроля выходного сигнала. Выходной сигнал этого
элемента «Выход подается на вход узла 17 управления устройства 13 повышения скорости 13 для замедления стана до скорости У.
Одновременно этот же сигнал подается на
вход блока управления 32, благодаря чему отключаются счетные входы реверсивного счетчика 30 и появляются вышеописанные импульсные сигналы на выходах 40 и 41 блока 32, т. е. цикл повторяется.
Если введенное в реверсивный счетчик 30 число А1д списано ранее достижения момента времени, т. е. до выхода стана на установившуюся повышенную скорость Vz, (момент времени в), то при срабатывании элемента 31 контроля отключатся счетные входы реверсивного счетчика 30, появятся импульсные сигналы на выходах 40 и 41 блока 32 управления 32, а также начнется замедление стана до скорости У.
Если сигнал на выходе 24 узла 17 устройства 13 повышения скорости будет исчезать ранее, чем описывается число в реверсивном счетчике 30, это свидетельствует о том, что для заданных значений L и У цикл отрезания мерной длины L длительнее продольно допустимого ,ь на фиг. 2 соответствует моменту времени а, если а-момент списания числа , цикл системы не будет отличаться от цикла работы известного стана, т. е. замедление стана будет вызываться сигналом выхода элемента 16 устройства 13 повышения скорости. Этот сигнал, вызывая исчезновение сигнала на выходе 24 узла 17, вызывает на выходе блока 32 появление сигналов, аналогичных сигналам, вызываемым элементом 31 контроля, описанным выше.
Таким образом, предложенная система позволяет повысить надежность работы и срок службы привода режущего механизма и защитить его от перегрузок.
Формула изобретения
1.Система для управления станом с порезкон нроката на ходу, содержащая летучий режущий механизм с датчиком положения ножей, следящие ролики с датчиком импульсов, последовательно соединенные задатчнк скорости, блок управления нрнводом и привод стана, устройство повьпнения скорости стана, последовательно соединенные привод летучего режущего механизма и блок управления им, при этом второй выход блока управления приводом летучего режущего д еханизма соединен с первым входом устройства повышения скорости стана, со вторым входом которого соединен второй выход задатчика скорости, с третьим входом соединен выход датчика положения ножей, с четвертым - датчик импульсов следящих роликов, выход устройства повыщения скорости стана соединен со входом задатчика скорости, отличающаяся тем, что, с целью повыщения надежности работы н срока службы привода режущего механизма и защиты его от перегрузок, система дополнительно содержит устройство ограничения длительности повыщенной скорости в промежутках между резами, выход которого соединен со входом узла уиравления в устройстве повыщения скорое ;и, а его входы соединены: первый - с датчиком импульсов еледящих роликов, второй - со вторым выходом устройства повыщения скорости стана, третий - со вторым выходом задатчнка скорости.
2.Система по п. 1, отличающаяся тем, что устройство ограничения длительности повыщенной скорости стана в промежутках
между резами содержит последовательно соединенные реверсивный счетчик, элемент контроля его выходного сигнала и блок управления, а также КЛЕОЧ, генератор импульсов регулируемой частоты, блоки задания соответственно мерных длин проката, скорости стана при резе и слагаемой мерных длин, разрепшющей иовышение скорости, при этом второй и третий входы блока управления соединены соответственно со вторым и третьим входами этого устройства, первый и второй выходы блока управления соединены соответственно с первым и вторым каналами запрета счета реверсивного счетчика, третий выход - с каналом гащения реверсивного счетчика, четвертый - с управляющим входом ключа, входы вычитания реверсивного счетчика соединеиы с первым входом этого же устройства, входы сложения реверсивного счетчика соединены с выходом генератора импульсов регулируемой частоты, вход которого соединен с выходом блока задания скорости стана при резе, канал ввода числа реверсивного счетчика соединен с выходом блока задания слагаемой мерных длин, разрешающей повьппенне скорости, входы которого соединены с выходами блоков задания Mepiibix длин и скорости стаиа нрн резе, выход элемента контроля выходного сигнала счетчика соединен с выходом устройства ограничения длительности иовьпиенной скорости стана в промежутках между резами.
Источники информации, принятые во внимание при экспертизе:
1. Заявка № 1906062/18-24, 09.04.73, по которой принято рр еиир- о пмдачр авторского свидетельства.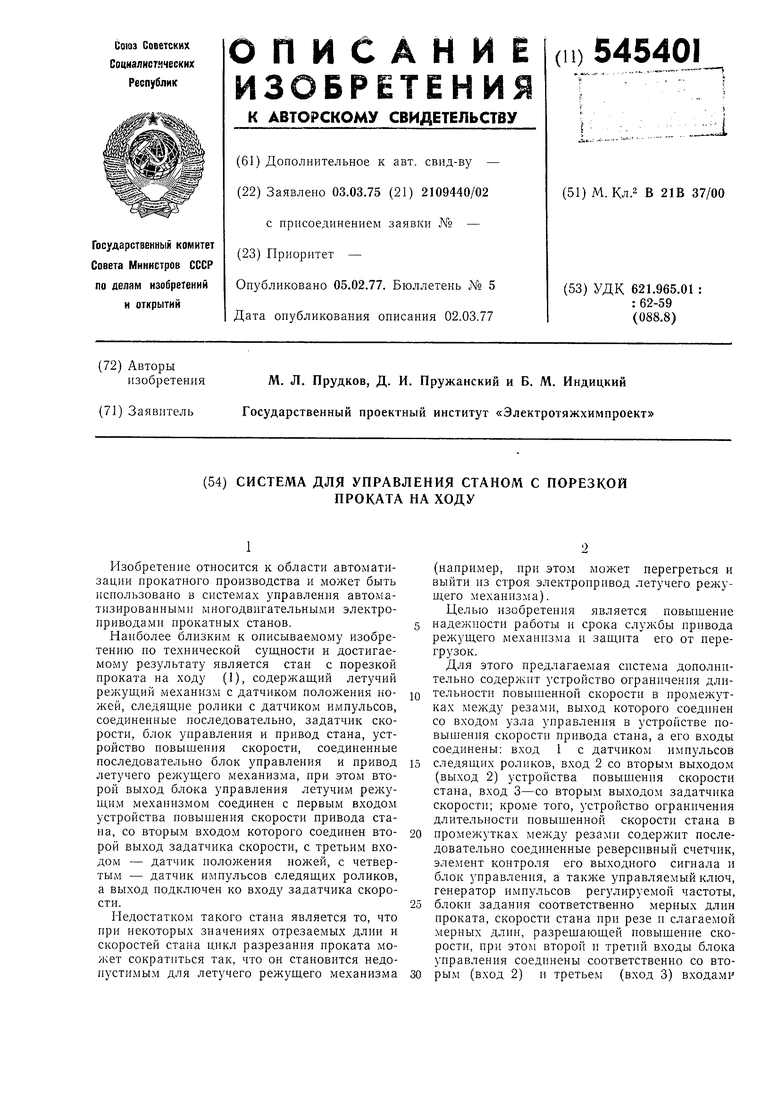
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан с порезкой проката на ходу | 1973 |
|
SU491928A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Устройство автоматического управления стана с порезкой проката на ходу | 1973 |
|
SU617188A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
| Система для управления станом с порезкой проката на ходу | 1977 |
|
SU664768A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Способ непрерывного изготовления металлических обшивок для панелей с утеплителем и устройство для его осуществления | 1989 |
|
SU1735028A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |