1
Изобретение относится к машиностроительной промышленности, в частности к прокатке на прокатных станах заготовок периодического профиля в два и более проходов.
Известен механизм подачи заготовки в прокатную клеть, содержащий корпус, подвижную каретку, шарнирно установленные на каретке зажимы, приводимые в движение от профильных кулачков, кинематически связанных с приводом рабочих валков.
Недостатком известного механизма является значительный технологический отход материала обрабатываемой заготовки, обусловленный тем, что хвостовой участок, за который заготовка удерживается в процессе обработки, идет в обрезь.
- С целью использования концевого участка заготовки при прокатке предлагаемый механизм снабжен подвижными направляющими, смонтированными на неподвижном корпусе и кинематически связанными с зажимами и профильными кулачками.
На чертеже изображен предлагаемый механизм.
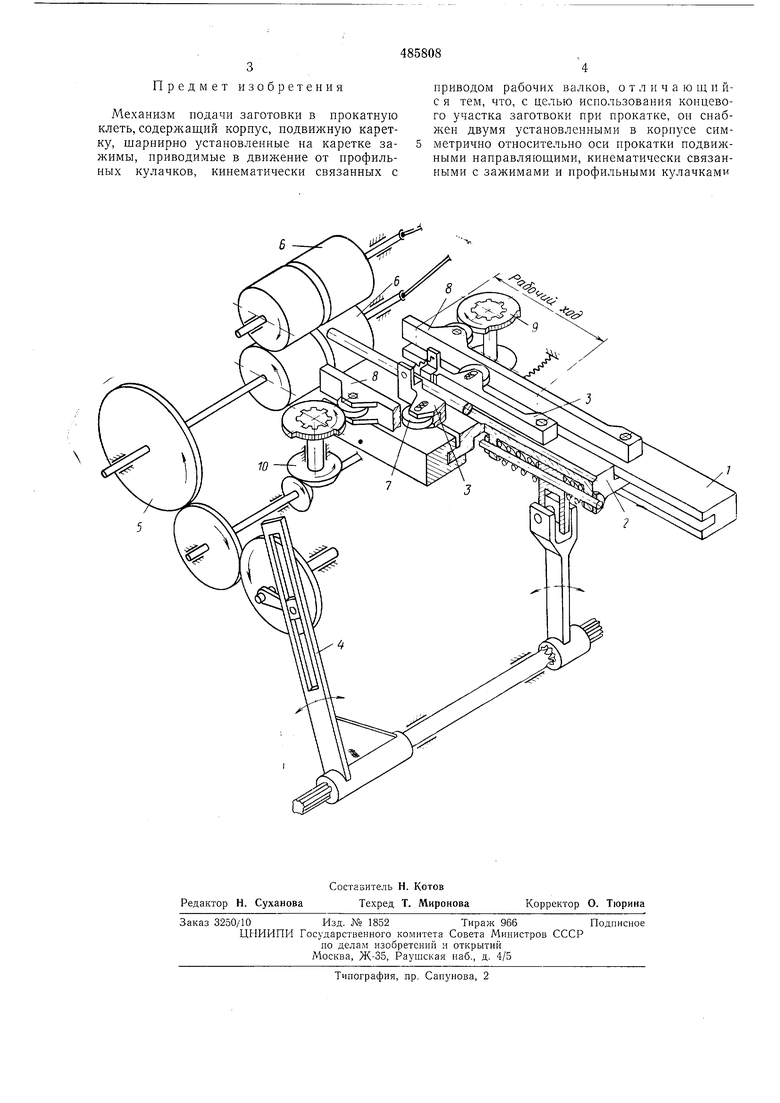
Механизм состоит из корнуса-стола 1, в направляющих которого перемещается каретка 2 с зажимами 3, кривошипно-кулисного механизма 4, связанного с одной стороны шестернями 5 с приводом рабочих валков 6, а с другой - с кареткой, на которой щарнирно
закреплены зажимы. Зажимы через ролики 7 опираются на подвижные направляющие 8, которые в свою очередь щарнирно закреплены на столе механизма и опираются па профнльные кулачки 9. Профильные кулачки посредством конически.х передач 10 и шестерни 5 связаны с приводом рабочих валков 6. Механизм работает следующим образом. За один оборот рабочих валков каретка с
зажимами совершает возвратно-поступательные движения, число которых определяется передаточным отношением зубчатых передач и соответствует числу проходов, а следовательно, и числу секторов-калибров, установленных на рабочих валках.
Зажатая зажимами заготовка в определенный момент из исходного положения подается в валки и после каждого прохода, за исключением последнего, возвращается назад.
И только носле задачн в калибр последнего прохода подвижные наиравляющпе. опираясь на соответствующий участок (впадину) профильных кулачков, разойдутся. В результате концевой участок заготовки освободится от
жесткой связи с зажимами и пройдет через него как через проводку в калибр последнего прохода. Таким образом, вся заготовка пойдет на формирован1 е периодического профиля, а каретка с за.жимами возвратится ппллд i исходное ноложение.
Предмет изобретения
Механизм подачи заготовки в прокатную клеть, содержащий корпус, подвил ную каретку, шарпирно установленные на каретке зажимы, приводимые в движение от профильных кулачков, кинематически связанных с
приводом рабочих валков, о т л и ч а ю щ и йс я тем, что, с целью использования концевого участка заготвоки при прокатке, он снабжен двумя установленными в корнусе симметрично относительно оси прокатки подвижными направляюпцими, кинематически связанными с зажимами и профильными кулачками
| название | год | авторы | номер документа |
|---|---|---|---|
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| Устройство для прокатки изделий | 1985 |
|
SU1382559A1 |
| Автомат для поперечной прокатки | 1988 |
|
SU1588472A1 |
| ПРОКАТНЫЙ СТАН | 2006 |
|
RU2324557C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| УСТРОЙСТВО для ПОДАЧИ и УПРАВЛЕНИЯ СКОРОСТЬЮ ЗАГОТОВКИ ПРИ ПРОКАТКЕ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1972 |
|
SU348267A1 |
