(21)3882573/25-27
(22)08.04.85
(46) 23.03.88. Бюл. № 11
(71)Всесоюзный научно-исследовательский инструментапьньш институт
(72)Р.Я.Чередников, П.П.Костин, А.В.Поляков и Э.А.Захаров
(53)621.753 (088.8)
(56)Авторское свидетельство СССР № 867495, кл. В 21 Н 1/20, 1978.
(54)УСТРОЙСТВО ДНЯ ПРОКАТКИ ИЗДЕЛИЙ
(57)Изобретение относится к обработ ке металлов давлением и может быть использовано при прокатке изделий с профильной концевой частью из штучных заготовок. Цель изобретения - раглшрение технологических возможностей за счет увеличения длины профилированной части изделий и повышение
их качества. На станине устройства смонтирован загрузчик заготовок в рабочую клеть с валками, периодически вращающимися от привода. По оси прокатки установлены верхняя проводка в виде кольца и нижняя в виде стержня.
Обе проводки подпружинены относительно станины и связаны с концами П-об- разных тяг. Тяги установлены в направляющих станины и могут синхронно возвратно-поступательно перемещаться от кулачка, воздействующего на их свободные концы и размещенного на входном валу привода рабочих валков. Загружаемая через отверстие верхней проводки щтучная заготовка проходит между рабочими валками и упирается в торец нижней проводки.При включении рабочих валков заготовка перемещается в направлении верхней проводки, и таким образом профилируется ее концевая часть. Поскольку диаметр отверстия проводки сое- - тавляет 0,95-0,99 диаметра описанной окружности калибра, то при прокатке верхняя проводка надежно направляет заготовку. После за- верщения прокатки нижняя проводка отклоняется, и изделие под действием собственной массы падает в тару. 1 3.п. ф-лы, 4 ил.
с
(Л
11382559
зобретение относится к обработке
чи то ве в во во за ее це
металлов давлением и может быть использовано при прокатке изделий с профильной концевой частью из штуч ных заготовок.
Цель изобретения -- расширение тех- нологических возможностей за счет увеличения длины профилированной части изделий и повышение их качества.
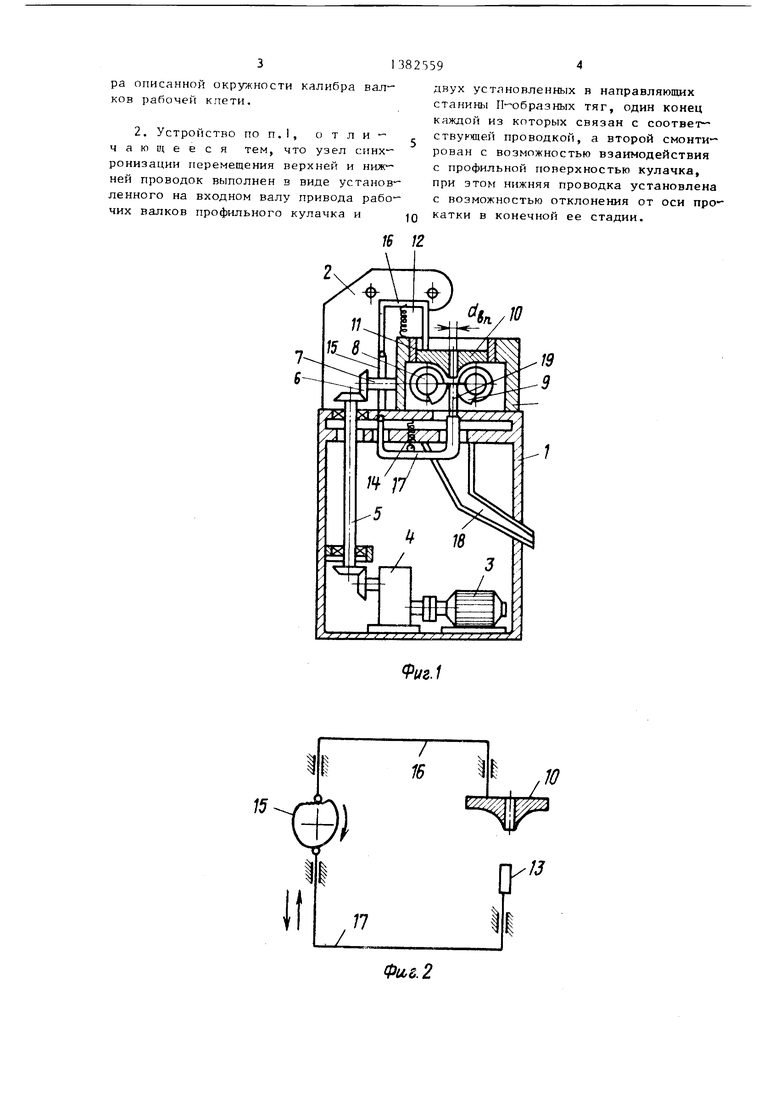
На фиг.1 показано устройство для прокатки изделий из штучных заготовок; на фиг.2 - кинематическая схема механизма синхронного перемещения верхней и нижней проводок; на фис.З и 4 - примеры выполнения закрытых калибров для различных видов изделий
Устройство для прокатки содержит станину , смонтированный на ней механизм 2 подачи заготовок, привод ра- бочей многовалковой клети, состоящий из электродвигателя 3, соединенного с червячным редуктором 4, который через вал 5 и конические шестерни 6 связан с входным валом 7 рабочей клети и рабочими валками 8 с сегментами 9. Верхняя проводка 10 выполнена в виде втулки, установленной с возможностью возвратно-поступательного перемещения в направляющих 11 ста
пружиной 12. Нижняя проводка 13 также подпружинена относительно станины пружиной 14. Узел синхронизации перемещения верхней и нижней проводок выполнен в виде профильного кулачка 15, установленного на входном валу 7 рабочей клети, а также двух П-образных тяг 16 и 17, связанных одними концами с проводками 10 и 13, а свободными концами - с кулачком 15. На станине 1 смонтирован склиз 18 для удаления изделий после прокатки. Опытным путем была установлена зависимость диамет-
ра отверстия верхней проводки диаметра калибра клети d.:
вн
от
d - (0,95 - 0,99)d
ьк
к
При значениях d g 0,99d| заготовка искривляется во время захвата сегментами в начальной стадии прокат ки, что приводит к некачественному оформлению профиля, при значениях d дц ,95d| заготовка застревает в отверстии верхней проводки и не за-
.„ 50
1. Устройство для прокатки изделий из штучных заготовок, преимущест венно с профилированной концевой час тью, содержащее смонтированные на станине рабочую многовалковую клеть с приводом валков, соосно размещенные верхнюю и подпружиненную нижнюю проводки, механизм подачи заготовок в рабочую клеть, отличающееся тем, что, с целью расширения технологических возможностей за счет увеличения длины профилированной части изделий и повышения их качества, верхняя проводка установлена с возможностью возвратно-поступательного синхронного перемещения с нижней проводкой посредством узла синхронизации, кинематически связан-
хватывается сегментами, т.е. профили- ного с приводом рабочих валков,и вы-
0
5
0
5
0
Заготовка 19 из механизма 2 подачи через отверстие верхней проводки 10 между сегментами 9 попадает на торец нижней проводки 13, при этом верхний конец заготовки 19 находится в отверстии верхней проводки 10. Привод многовалковой рабочей клети приводит во вращение сегменты 9, которые захватывают заготовку 19 и, перемещая ее вверх, профилируют ее нижнюю концевую часть.
Одновременно с началом прокатки кулачок 15 узла синхронизации начинает перемещать верхнюю проводку 10 в направляющих 11 станины и нижнюю проводку 13, благодаря чему нижний конец заготовки во время прокатки все время опирается на торец нижней проводки, а верхняя часть заготовки фиксируется в течение всего периода прокатки в отверстии верхней проводки, что позволяет с высокой точностью центрировать заготовку. После окончания прокатки специальным механизмом (не показан) нижняя проводка отклоняется от оси прокатки, и прокатанное изделие падает на склиз 18, а затем в тару, установленную рядом с устройством. Затем под воздействием кулачка 15 и пружин 12 и 14 проводки 10 и 13 возвращаются в исходное положение .
35
40
45
50
Формула изобретения
1. Устройство для прокатки изделий из штучных заготовок, преимущественно с профилированной концевой частью, содержащее смонтированные на станине рабочую многовалковую клеть с приводом валков, соосно размещенные верхнюю и подпружиненную нижнюю проводки, механизм подачи заготовок в рабочую клеть, отличающееся тем, что, с целью расширения технологических возможностей за счет увеличения длины профилированной части изделий и повышения их качества, верхняя проводка установлена с возможностью возвратно-поступательного синхронного перемещения с нижней проводкой посредством узла синхронизации, кинематически связан-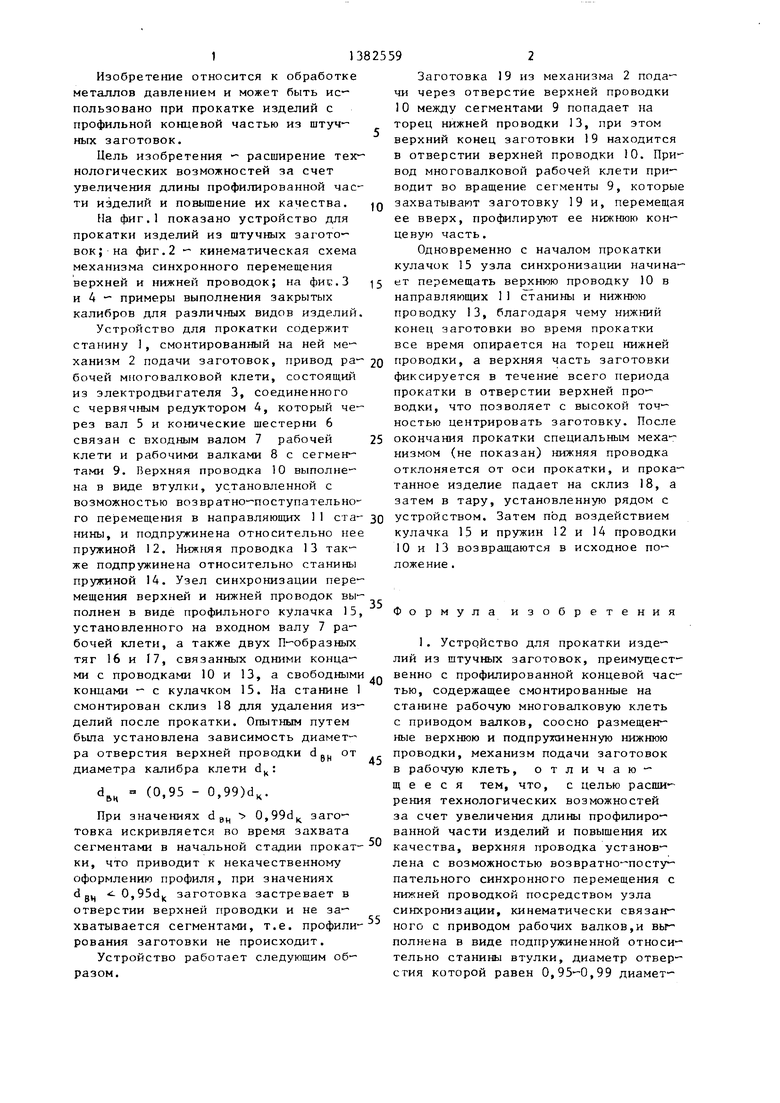
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| Накатный автомат | 1990 |
|
SU1794569A1 |
| Многовалковая клеть (ее варианты) | 1985 |
|
SU1251987A1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Автомат для поперечной прокатки | 1988 |
|
SU1588472A1 |
| Стан поперечно-клиновой прокатки изделий типа ступенчатых валов | 1988 |
|
SU1574338A1 |
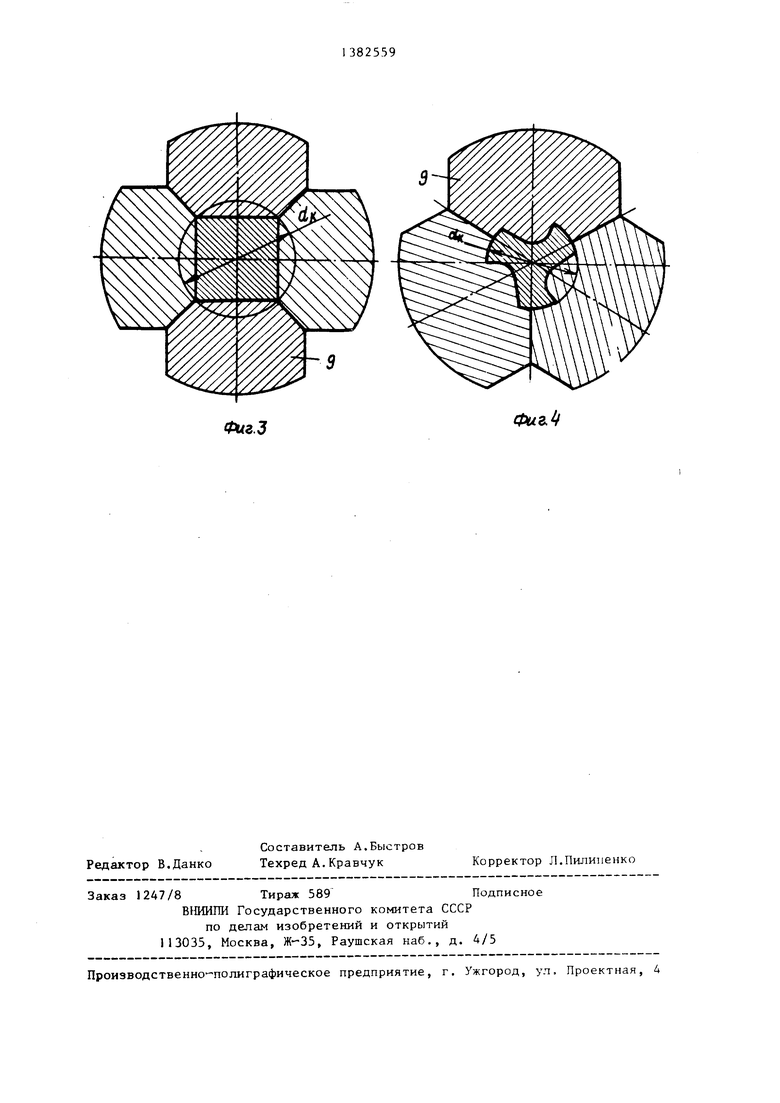
рования заготовки не происходит.
Устройство работает следующим образом.
полнена в виде подпружиненной относительно станины втулки, диаметр отверстия которой равен 0,95-0,99 диаметpa описанной окружности калибра вал- ков рабочей клети.
двух установленных в направляющих станины П-образных тяг, один конец каждой из которых связан с соответ- ствуряцей проводкой, а второй смонти рован с возможностью взаимодействия с профильной поверхностью кулачка, при этом нижняя проводка установлена с возможностью отклонения от оси прокатки в конечной ее стадии.
тшт
У
13
Фи.&.2
Фиг.З
Фиг.
