Изобретение относится к обработк металлов давлением.
Известен способ получения ленты плющением проволоки, заключающийся в том, что заготовку проволоки пропускают между двух плашек, одной из которых сообщают ультразвуковые колебания перпендикулярно оси проволоки. При обработке проволоки в условиях вакуума и при высоких температурах она может привариться к , другой неподвижной плашке.
С целью получения ленты из тугоплавких и легкоокисляющихся материалов, второй плашке сообщают ультразвуковые колебания перпендикулярн к направлению колебаний первой плашки и направлению движения проволоки при этом плющение ведут в вакууме, а плашки и проволоку нагревают вшие температуры рекристаллизации обрабатываемого материала.
На чертеже приведена схема осуществления описываемого способа.
Круглую проволоку 1 помещают между нижней и верхней плашками 2 и 3,-которые присоединены к магнитострикционным преобразователям 4 и 5. Рабочее пространство вакуумируют, эатем нагревают проволоку и плашки. Устанавливают необходимый рабочий эазор между плашками. После этого подают на обе плашки ультразвуковые колебания и включают привод движения проволоки. Плющение проволоки осуществляется ультразвуковой энергией, подводимой к верхней плашке. Для уменьшения силы трения с целью предотвращения схват1зшания при плющении с нижней плашкой (что может приводить к обрыву ленты) на нижнюю плашку подают ультразвуковые колебания параллельно поверхности ленты и перпендикулярно к направлению ее .движения.
Толщина плющения зависит от величины зазора между плашками, амплитуды и чистоты ультразвуковых колебаний и скорости движения проволоки.
Пример, Титановую проволоку диаметром О,1 мм помещают между плашками, герметизируют рабочее пространство и создают вакуум до 10 .с После этого нагревают проволоку и плашки до температуры, несколько большей точки рекристаллизации титана, а именно до Затем устанавливают необходимый зазор, после чего на обе плашки подают ультразвуковые колебания частотой 22 кГц и амплитудой 6 мкм.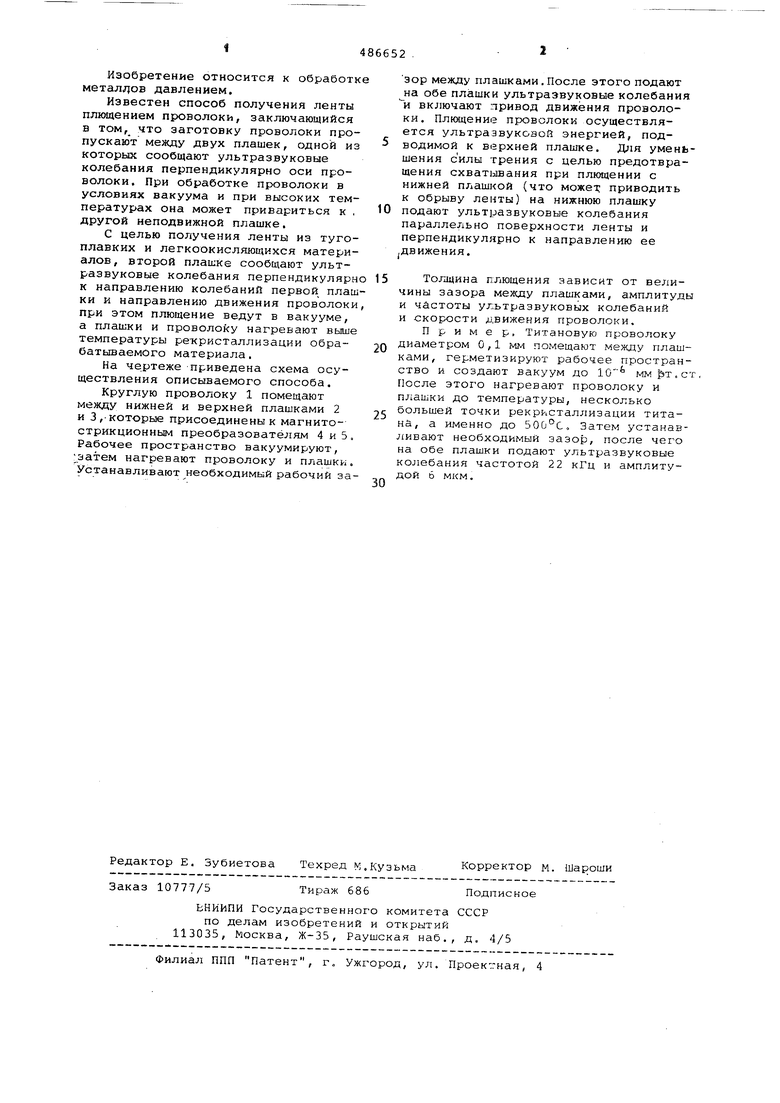
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2129944C1 |
| Способ изготовления профилированной ленты из проволоки | 1984 |
|
SU1163951A1 |
| Устройство для получения ленты из проволоки с наложением ультразвуковых колебаний на инструмент | 1978 |
|
SU778852A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| Устройство для получения профилированной ленты из проволоки | 1983 |
|
SU1123785A1 |
| Устройство для получения ленты из проволоки | 1975 |
|
SU695746A1 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1983 |
|
SU1103920A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТЫ | 1971 |
|
SU313593A1 |
| Устройство для получения микролент из проволоки | 1977 |
|
SU655461A1 |
| Способ получения ленты из проволоки из труднодеформируемых и легкоокисляющихся металлов и сплавов | 1976 |
|
SU627894A1 |
СПОСОБ ПОЛУЧЕНИЯ ЛЕНТЫ плющением проволоки, заключающийся в том, что проволоку пропускают между двумя плашками, одной из которых сообщают ультразвуковые колебания перпендикулярно оси проволоки, отличающийся тем, что, с целью получения ленты из тугоплавких и легкоокисляющихся материалов, второй плашке сообщают ультразвуковые колебания перпендикулярно к направлению колебаний первой плашки и направлению движения проволоки, при этом плющение ведут в вакууме, а плашки и проволоку нагревают выше температуры рекристаллизации обрабатываемого материала.