Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении поршневых колец.
Известен способ изготовления поршневых колец, при котором полученные кольцевые заготовки предварительно обрабатывают и собирают в пакет для последующей обработки дробеструйным методом (см. пат. RU 2053093 Cl, B 23 P 15/06, 27.01.96).
Техническим результатом изобретения является повышение упругости колец и увеличение износостойкости их трудящихся поверхностей.
Это достигается за счет того, что каждую кольцевую заготовку изготавливают из стальной проволоки и размещают на обойме для предварительной обработки. После чего на заготовке располагают дополнительную обойму, устанавливают между обоймами необходимый рабочий зазор и вращают дополнительную обойму. При этом обработку ведут в вакууме, заготовку и обе обоймы нагревают выше температуры рекристаллизации материала заготовки, а на обе обоймы с целью предотвращения схватывания подают ультразвуковые колебания.
Изобретение поясняется графическими материалами, где на чертеже представлена установка для предварительной обработки разрезной заготовки поршневого кольца.
Изготовленное из проволоки разрезное кольцо 3 устанавливают на обойму 1. После чего на заготовке 3 располагают дополнительную обойму 2, устанавливают между обоймами необходимый рабочий зазор и наружную обойму 2 вращают, сплющивая кольцевую заготовку 3. При этом обработку ведут в вакууме, заготовку и обе обоймы нагревают выше температуры рекристаллизации материала заготовки, а на обе обоймы подают ультрозвуковые колебания посредством магнитно-стрикционных преобразователей 4 и 5. Величина плющения зависит от зазора между обоймами, амплитуды и частоты ультразвуковых колебаний обойм, а также от скорости вращения наружной обоймы 2.
Дополнительно для увеличения износостойкости рабочих поверхностей колец, уменьшения из склонности к схватыванию и повышения упругости предварительно обработанные кольцевые заготовки собирают в пакет и обрабатывают дробеструйным методом.
Пример
Из проволоки изготавливают разрезную кольцевую заготовку требуемого диаметра. Затем указанную заготовку крепят в обоймах, герметезируют рабочее пространство и создают вакуум до 10-6 мм рт.ст. После чего заготовку и обоймы нагревают до температуры несколько выше температуры точки рекристаллизации материала заготовки, между обоймами устанавливают необходимый рабочий зазор, а наружную обойму вращают. При этом на обе обоймы подают ультразвуковые колебания частотой от 22 кГц и амплитудой 6 мкм. Полученные в результате кольцевые заготовки собирают в пакет и обрабатывают на гидродробеструйных установках (ГДУ).
Изготовленную из стальной проволоки кольцевую заготовку размещают на обойме для предварительной обработки. После чего на заготовке располагают дополнительную обойму, устанавливают между обоймами необходимый рабочий зазор и вращают дополнительную обойму. При этом обработку ведут в вакууме, заготовку и обе обоймы нагревают выше температуры рекристаллизации материала заготовки, а на обе обоймы подают ультразвуковые колебания. Обработанные таким образом заготовки поршневых колец собирают в пакет и дополнительно обрабатывают дробеструйным методом. В результате наблюдаtтся повышение упругости колец и износостойкости их трущихся поверхностей. 1 ил.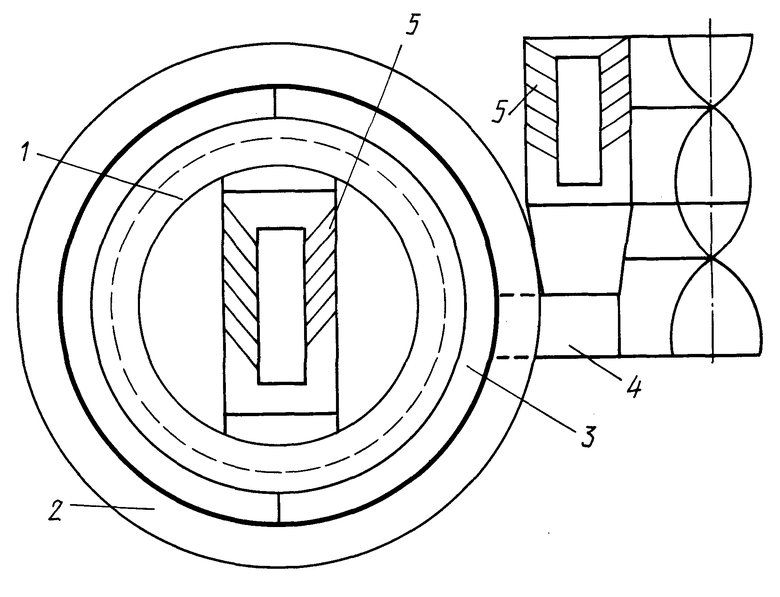
Способ изготовления поршневых колец, при котором получают кольцевые заготовки, предварительно их обрабатывают и собирают в пакет для последующей обработки дробеструйным методом, отличающийся тем, что каждую кольцевую заготовку изготавливают из стальной проволоки и размещают на обойме для предварительной обработки, после чего на заготовке располагают дополнительную обойму, устанавливают между обоймами необходимый рабочий зазор, а дополнительную обойму вращают, при этом обработку ведут в вакууме, заготовку и обе обоймы нагревают выше температуры рекристаллизации материала заготовки, а на обе обоймы подают ультразвуковые колебания.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1990 |
|
RU2053093C1 |
| Способ получения ленты | 1973 |
|
SU486652A1 |
| Способ изготовления поршневых колец | 1982 |
|
SU1049227A1 |
| Способ изготовления поршневых колец | 1976 |
|
SU712231A1 |
| СПОСОБ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 0 |
|
SU347181A1 |
| Способ изготовления поршневых колец | 1988 |
|
SU1655753A1 |
| ДВОЙНОЙ КОЛОНКОВЫЙ СНАРЯД | 1995 |
|
RU2098595C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ВОЛОКНИСТОГО МАТЕРИАЛА, ПРЕДНАЗНАЧЕННОГО ДЛЯ ИСПОЛЬЗОВАНИЯ В ПРОИЗВОДСТВЕ БУМАГИ, КАРТОНА И ПОДОБНОЙ ПРОДУКЦИИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2346097C2 |
| Факельная горелка | 1989 |
|
SU1627782A1 |
| GB 3805352 A, 23.04.74. | |||

