I
Изобретение относится к металлургическому машиностроению, а именно к устройствам для получения плюш.енной ленты, используемой в приборостроении и часовой промышленности.
Известны устройства для получения ленты из проволоки, содержащие основание, верхний рабочий инструмент, жестко связанный с основным источником ультразвуковых колебаний, например, магнитостриктором, нижний рабочий инструмент, размоточную и приемную бобины, а также механизм контроля натяжения ленты.
Однако качество получаемых лент невысокое. Кроме того, на этих устройствах нельзя получать ленты из проволоки, изготовленной из легкоокисляемых и труднодеформируемых металлов.
Для устранения указанных недостатков предложенное устройство снабжено дополнительным источником ультразвуковых колебаний, жестко связанным с нижним рабочим инструментом, имеюш,им длину, резонансную длине волны дополнительного источника ультразвуковых колебаний, механизмом подогрева рабочего инструмента, а
также смонтированными на основании ме.ханизмом подогрева проволоки, высоковакуумной рабочей камерой и соединенными с пей посредством трубопроводов загрузочной и приемной форвакуумными камерами, при этом верхний и нижний рабочие инструменты, механизм их подогрева и механизм коптроля натяжения ленты смонтированы в высоковакуумной рабочей камере, размоточная и приемная бобины размен1ены соответственно в загрузочной и приемной форвакуумных камерах, а механизм подогрева проволоки установлен между загрузочной форвакуумной камерой и высоковакуумной рабочей камерой. Кроме того, для сохранения вакуума в высоковаку мной рабочей камере при смене бобин в форвакуумных камерах устройство снабжено запорными устройствами, смонтированными по одному с каждой стороны от высоковакуумной рабочей камеры и перекрывающими соедините,1ьные трубопроводы камер.
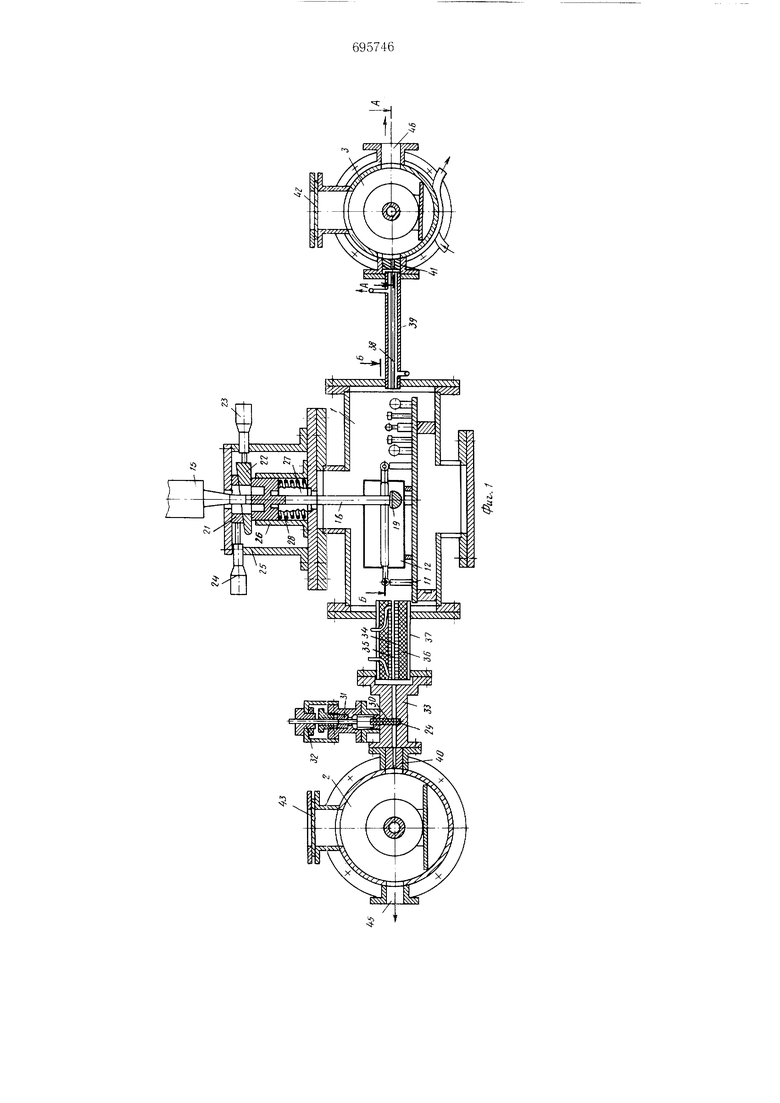
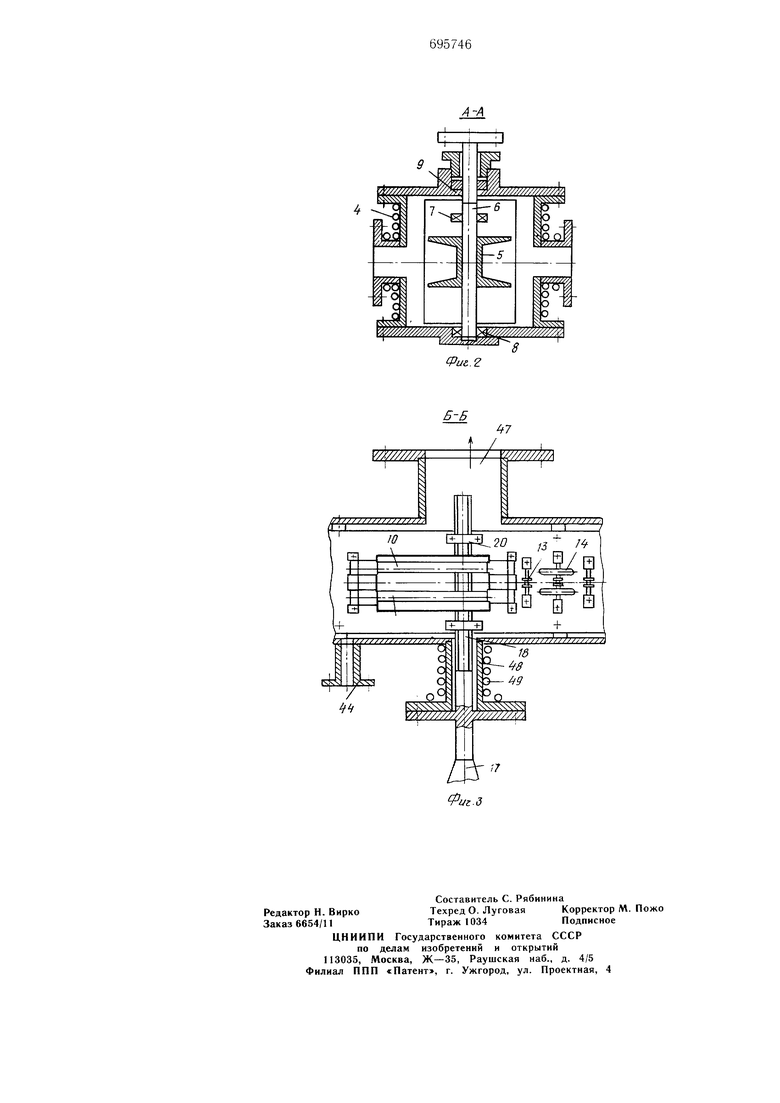
На фиг. 1 показано устройство в разрезе; на фиг. 2 - приемная камера, разрез А-А фиг. 1; на фиг. 3 - высоковакуумная рабочая камера разрез Б-Б фиг. 1. Предлагаемое устройство состоит и:; рабочей В1)1соковакуу 1ной камеры, 3arpv304ной ф{)рва1куумной камеры 2, приемной форвакуумной камеры 3, ох;1аждаемой змеевиком 4, ио которому пропускается вода, поиемпой бобины 5, установленной на оси 6, поднпшииков 7 и 8 и уплотиения 9. Конструкция загрузочной камеры аналогична констрчкцни приемной камеры, отсутствует ;1ишь ( .Iг„. змее (illк 4. В рабочей высоковакуумиой камере 1 находятся механизм нагрева рабочего И1 етрумента, включающий лампы 10 инфракрасного нагрева тина КГ220--500, устаноЕ;леппые па изолирующих поставках 11, отражаюн1ий молибденов1)1Й экран 12. Устройство контроля натяжения ленты состоит из 1нариконодшинников 13, устапов.тенных на опорах, и двух тензобалок 14. У.льтразвуковая систе.ма включает: магнитоетриктор 15, питаюп1ий акустической эпе)гией частотой 22 кгц верхний рабочий инструмент (боек) 16, и магннтостриктор 17 пнтающий акустической энергией частотой 35 кгн 1П1ЖИИЙ рабочий ииструмент (наковальню) 18. Наковальня при необходимости может иметь профилирующий ручей 19. Оиа установлена на опорах 20. Устройство нагружения состоит из двух K.unibCB 21 и 22, .мнкро.метрических винтов 23 и 24 ссютветственно грубой и точной нодачи бойка 1в, кроннггейна 25, стакана 26, сн.1Ь(()она 27. нружины 28. Между загрузочной форвакуумной ка.1ерой 2 и высоковакуумной рабочей каме)ой 1 иах(.)дится запорное устройство, включаюн1ее фтороплас овые Н1торкп 29 и 30, 1невронное уплотнение 3, винговую нару 32 и переходник 33. К запорному устройс1ву присоединен основной 11а|-ревате.льньп1 элемент индукторного тина, состояи1,нй нз водоох.лаждае.чой медной спира.ли 34, кварпевой трубкн 35, изолятора 36, 11есун1.ей медной лрубы 37. К выходу рабочей выеоковакуумной камеры подсоединеиа водоохлаждаемая медная трубка 38 с кожухом 39. Между водоох.лаждаемой трубкой н приемной форвакуумной камерой 3 установлено другое запорное устройство, аналогичное описанному (на чертеже оно уеловно не показано) . Во входных патрубках загрузочной и приемной камер установлены наиравляющие втулки 40 и 41, изготовленные из антифрикционного .материала, нанрп.мер эетерана. Фланцевые соединения устройства уплотнены резиновыми и фторопластовыми уплотнениями. Раз.мотс.чная и камеры смотровые окна 42 и 43, Темнература нагрева проволоки измеряется пирометром через патрубок 44. Откачка форвакуумных камер осуществляется через патрубки 45 и 46, а высоковакуумной камеры - через патрубок 47. На патрубок 48 намотана медная трубка 49, но которой пропускается вода, что предотвращает перегрев фторон,лаетового уплотпения на план1ки. Устройетво работает следующи.м образом. В загрузочную камеру 2 устанавливают размоточную бобину с проволокой, а в приемную камеру - пустую бобину 5. С по.мощью специальной протяжки протаскивают проволоку из камеры 2 в приемную форвакуумную камеру 3 и закрепляют конец проволоки на приемной бобипе 5. С помощью форвакуумного насоса, например, ВН-2МГ в вакуумных камерах достигают давления тор. После этого открывают клапан вы соковакуумного парамаслянпого насоса (агрегат ВА-05-4) и в рабочей высоковакуу.мной камере обеспечивают давление тор, затем подают напряжение на лампы инфракрасного нагрева и подогревают рабочие инетрументы до 400°С. Подают ультразвуковые колебания на боек 16 и наковальпю 18 и включают элекгродвигатели переменного тока привода размоточной и прие.мной бобин. Изменяя екорости их вращения, устанавливают нредварительное натяжение проволоки. В конкретном случае применяют э,лектродвн|-атели реверснвного тина марки .ЛДП232, что дает возможность обеспечить обратную пере.мотку. После пуска э.лектродвигате.лей включают индукторный нагреватель и, регу.лируя напряжение нитапия и скорость протяжки, устанавливают необходимую темнературу нагрева фоволоки, которую контролируют с помощью пирометра. Вращая винт 24 точной подачи бойка, устанавливают необходимый зазор между наковальней 18 н бойко.м 16, т. е. етепень обжатия прово.юки. Если необходимо быстро поднять боек, вращаюл внпт 23 в обратном направлении. Под действие. нружины 28 боек перемещаетея вверх. Пружина 28 служит для компенсации ат.мосферного давления, действующего на сильфон 27 уплотнения. После установки технологических режимов плющения включают механиз.м натяжения в систему с обратной связью, которая следит за натяжением ленты -- проволоки и при его изменении дает сигнал обратной связи на электродвигатели, соответствующим из.мепением скорости врангения корректирующие натяжение проволоки. Смена бобин в предлагаемо.м уетройстве оеущеетвляется без развакуу.мирования высоковакуумной рабочей камеры посредетвом щлюзования. За процессом размотки .можно наблюдать в смотровое окно 41. На последних витках останавливают электродвигатели. Можно применить автоматическую систему контроля размотки п остановки электродвигателей. Вращая винтовые пары 32, перекрывают фторопластовыми шторками 29 и 30 канал протяжки, т. е. отделяют высоковакуумную рабочую камеру от форвакуумыых камер 2 и 3. Перекрывая магистрали откачки форвакуумных камер, производят их развакуумирование и замену бобин. Концы проволок сращивают, герметизируют камеры 2 и 3 и открывают вентили форвакуумных магистралей откачки. По достижении необходимого разрежения открывают запорное устройство и, устанавливая технологические режимы, продолжают процесс плющения. Формула изобретения .Устройство для получения ленты из проволоки, содержащее основание, верхний рабочий инструмент, жестко связанный с основным источником ультразвуковых колебаний, например магнитостриктором, нижний рабочий инструмент, размоточную и при емную приводные бобины, а также механизм контроля натяжения ленты, отличающееся тем, что, с целью повышения качества ленты и расширения номенклатуры металлов, используемых для изготовления ленты, оно снабжено дополнительным источником ультразвуковых колеоании жестко связанным с нижним рабочим инструментом, имеющим длину, резонансную длине волны дополнительного источника ультразвуковых колебаний, механизмом подогрева рабочего инструмента, а также смонтированными на основание механизмом подогрева проволоки, высоковакуумной рабочей камерой и соединенными с ней посредством трубопроводов загрузочной и приемной форвакуумн1 1мн камерами, при этом верхний -и нижний рабочие инструменты, механизм их под{) и механизм контро/ш натяжения ленты смонтированы в высоковакуумной рабочей камере, размоточная и приемная бобины размещены соответственно в загрузочно и приемной форвакуумных камерах, а механизм подогрева проволоки установлен между загрузочной форвакуумно камеро11 и высоковакуумной рабочей камерой. 2. Устройство но и. 1. ()T.lU4illOli{CCC l тем, что, с целью сохранения вакуума в высоковакуумной рабочей камере при оме но бобин в форвакуумных камерах, оно снабжено запорными устройствами, c oнтиpoвaи ными по одному с каждой стороП) от высоковакуумной рабочей камер1 1 и перекрывающими соединительные трубопровод камер.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Способ изготовления многожильного ленточного кабеля | 1979 |
|
SU886060A1 |
| CVD РЕАКТОР РУЛОННОГО ТИПА ДЛЯ СИНТЕЗА ГРАФЕНОВЫХ ПОКРЫТИЙ НА ПОДЛОЖКАХ В ВИДЕ ШИРОКОЙ ЛЕНТЫ | 2020 |
|
RU2760676C1 |
| УСТРОЙСТВО ДЛЯ МЕТАЛЛИЗАЦИИ ЛЕНТ КОНДЕНСАТОРНОЙ БУМАГИ | 1965 |
|
SU224683A1 |
| Способ изготовления профилированной ленты из проволоки | 1984 |
|
SU1163951A1 |
| УСТРОЙСТВО ДЛЯ ОБЛУЧЕНИЯ ПОЛИМЕРНЫХ ПЛЕНОК ТЯЖЕЛЫМИ ИОНАМИ | 1999 |
|
RU2169038C2 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ КАТАНКИ | 2010 |
|
RU2438812C1 |
| СПОСОБ И УСТРОЙСТВО ВИБРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2374061C2 |
| Агрегат для термообработки протяжных изделий | 1983 |
|
SU1145040A1 |
1 г
77
