1
Изобретение относится к области обработки металлов давлением и предназначено для изготовления биметаллических переходников для трубопроводов и аппаратов.
Известен способ изготовления биметаллических переходников из материалов, обладающих различной пластичностью, включающий телескопическую сборку заготовок и деформирование заготовки из более нластичного материала обжимным кольцом.
Недостатком известного способа является больщое усилие папрессовки кольца и невысокая вакуумная плотность соединения.
С целью устранения указанного недостатка по предлагаемому способу на охватываемой заготовке выполняют наружный бурт, фиксируют от осевого перемещения и на ее торец устанавливают внутренним буртом охватывающую заготовку с зазором между торцом охватывающей и буртом охватываемой заготовок, а обжимное кольцо передвигают в направлении перемещения охватываемой заготовки.
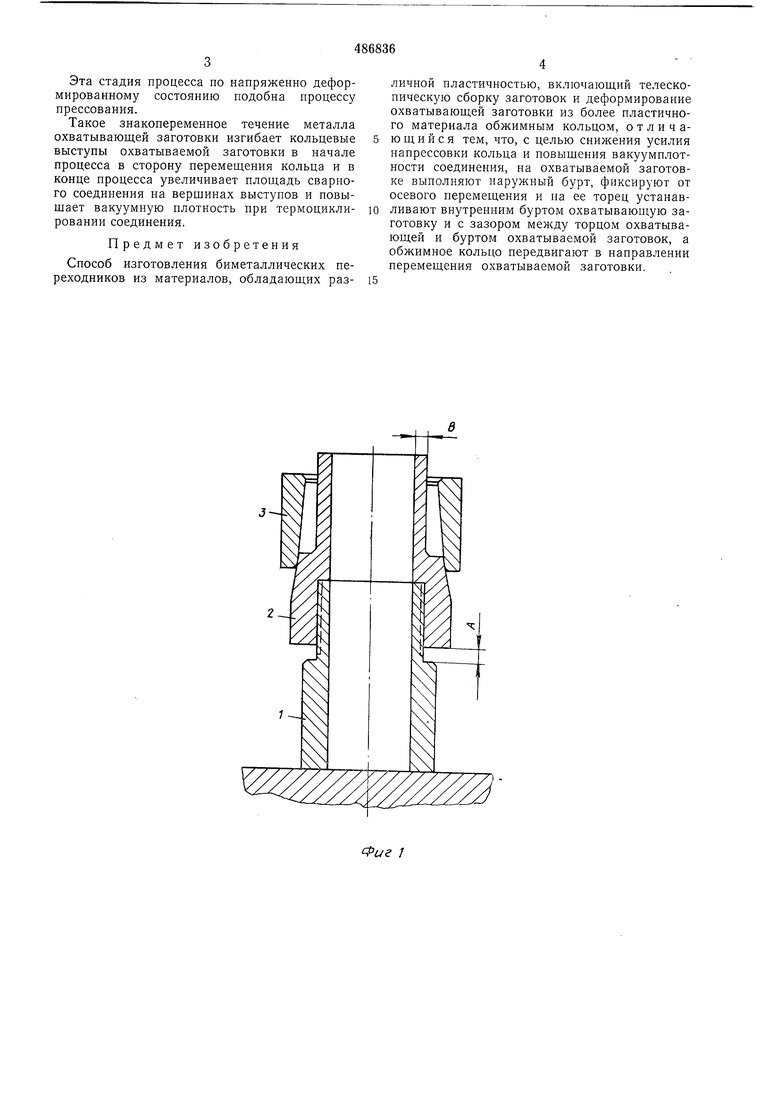
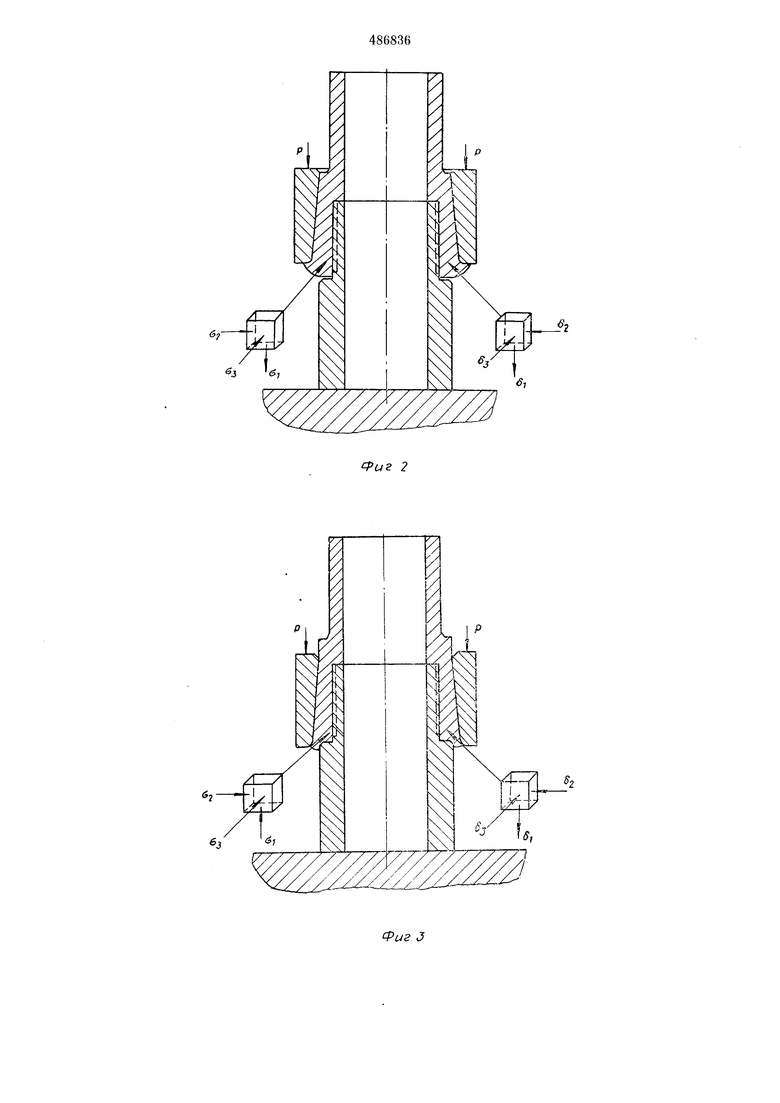
На фиг. 1 изображена схема сборки заготовок переходника; на фиг. 2 - распределение напряжений и деформаций в охватывающей заготовке при напрессовке обжимного кольца; на фиг. 3 - то же, в конечной стадии процесса.
Процесс изготовления биметаллического переходника заключается в следующем.
Заготовку 1, имеющую наружный бурт и кольцевые канавки, фиксируют от осевого
перемещения. На торец заготовки 1 опирают внутренним буртом охватывающую заготовку 2 из более пластичного материала с зазором А мелсду торцом охватывающей и буртом охватываемой заготовки. На охватывающую
заготовку 2 с усилием Р напрессовывают обжимное кольцо 3 (фиг. 1).
Величина зазора А выбирается в зависимости от толщины стенки В охватывающей заготовки, свариваемой с трубопроводом, и
равняется 0,3-5 В.
Благодаря наличию зазора при перемещении обжимного кольца в зоне соединения заготовок направление главных напряжений cfi, СГ2, стз совпадает с направлением главных
деформаций бь 62, бз и одно из главных напряжений 01 является растягивающим, что характерно для напряженно деформированного состояния материала заготовки при волочении (фиг. 2).
После соприкосновения торца деформируемой охватывающей заготовки с буртом охватываемой в зоне соединения направление главных деформаций охватываемой заготовки не совпадает с направлением главных напряжений в ней (фиг. 3).
Эта стадия процесса по напряженно деформированному состоянию подобна процессу прессования.
Такое знакопеременное течение металла охватывающей заготовки изгибает кольцевые выстуны охватываемой заготовки в начале процесса в сторону перемещения кольца и в конце процесса увеличивает площадь сварного соединения на верщинах выступов и повышает вакуумную плотность при термоциклировании соединения.
Предмет изобретения
Способ изготовления биметаллических переходников из материалов, обладающих различной пластичностью, включающий телескопическую сборку заготовок и деформирование охватывающей заготовки из более пластичного материала обжимным кольцом, отличающийся тем, что, с целью снижения усилия напрессовки кольца и повыщения вакуумплотности соединения, на охватываемой заготовке выполняют наружный бурт, фиксируют от осевого перемещения и на ее торец устанавливают внутренним буртом охватывающую заготовку и с зазором между торцом охватывающей и буртом охватываемой заготовок, а обжимное кольцо передвигают в направлении перемещения охватываемой заготовки.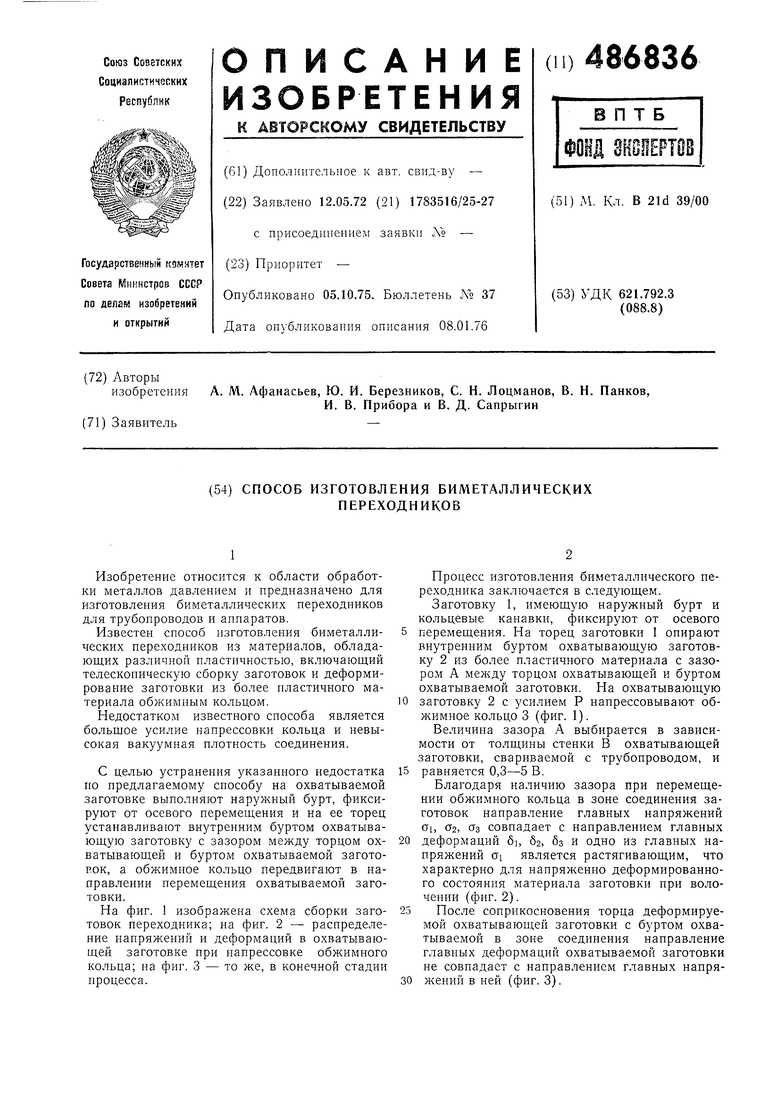
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических переходников | 1976 |
|
SU616005A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБЧАТЫХ ДЕТАЛЕЙ ТИПА ПЕРЕХОДНИКОВ | 1989 |
|
RU2016724C1 |
| Неразъемное соединение трубопроводов из разнопородных материалов и способ его сборки | 1980 |
|
SU1009570A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА | 1990 |
|
RU2035280C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ | 2009 |
|
RU2402397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ ТИТАНОСТАЛЬНЫХ ЗАГОТОВОК | 2002 |
|
RU2211125C1 |
| Способ изготовления биметаллических полых изделий | 1977 |
|
SU662309A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
Фиг 1
