Изобретснне относится к области обработки материалов дав.лепием, в частиости к конструкции штампов для изготовлеиия втулок с (|лаииами.
Извест11ьп | штамп для изготовления втулки с флапцем содер/кит матрицу с pa6o4cii ПОЛОСТ1ЛО, заходяище в матрииу нижний онориьп пуансон с нуансонодсржателем, заиираюпин пуапсон и проходяпип через запи iaioni,nii пуансон ijepxiniii H)oninBHoii иуансон с держателс.м.
Недостатком нзвсстного штамна является то, что нрошнвно| | нуансон sie фиксируется отпоснтсл1)НО онорпого нуансона. что нриводит к иестабилыюсти размеров втулок при колебаннн размеров заготовок.
Для повышения стабильности размеров втулок нредлагаемьн штамн снабжен вертикально смонтирова 1ными на пуансонодержателе нижнего оиорного иуанеопа штоками, уиираюи1имися в держател) верхнего прошивного нуансона для ограничения его иеремен1,ення.
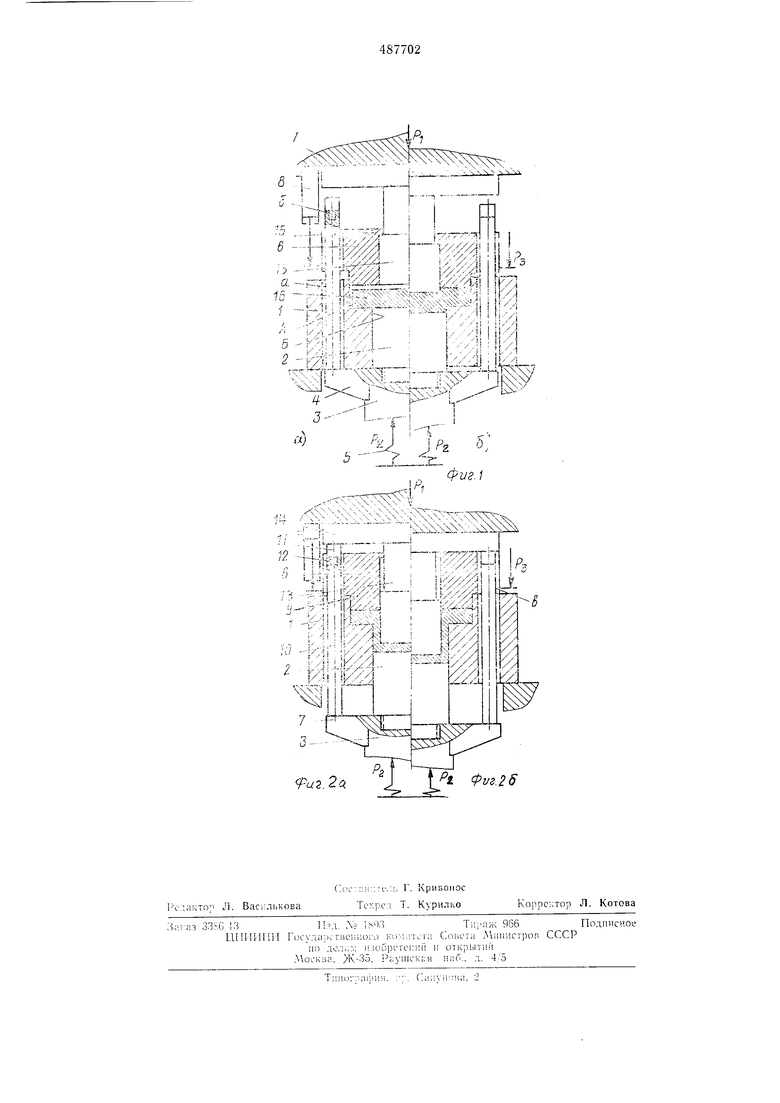
На ф1П 1 изображен нредлагаемый штамн нрп размепк-нии заг-отовки к полости матрицы, нродольньп разрез (а - начало прошивки, б - коиец ироппшки); на фиг. 2а - получение данной части втулки п флаппа: на фнг. 26 - окопчанне пронесса.
2
Штамп содержит матрицу 1 с рабочей полостью А и Б и сквозными отверстиями а, выполпеппымн в корпусе матрицы, опорный пуапсон. состояший из рабочего пуансона 2 и пуансоподсржателя 3 с выступамп 4, подпружнненный гпдроцплппдром 5. заппраюшнй нуаисон 6. подпрул ипеппый регулируемым усилием отпосптельпо траверсы 7 гидроцилипдром 8 II закреилеииый на траверсе посредством держателя 9, стабилизирующие штоки 10, длина которых регулируется сменными опорами 11 с хвостовиками 12, центрирующими оиоры 11 по отверстиям б, опираюшпеся па выступы 4 опорного пуансона и проходящие через отверстия в заиираюшего пуансона 6; прошивной пуапсоп 13 с держателем 14. а также выступом 15, выполненным на заинрающсм пуансоне 6.
Работа на штампе осуществляется
следующим образом.
Заготовку 16 укладывают в полость А матрицы 1.
Нрп этом пуапсонодержатель 3 с рабочим пуансоном 2 поднят гидроцилиндром 5 и уннраетея выступамп 4 в матрицу 1. а рабочий пуапсон закрывает полость Б. Подвижной траверсой 7 к матрице подводятся прошивной пуапсон 13 и запирающий пуансон 6, движение которого отноеительно прощивного пуансона ограиичепо выступом 15.
Перемещением траверсы начинают прошивать с усилием PI пуанеоном 13 заготовку IG, подпирая ее снизу рабочим пуансоном 2 с усилием PS. Одновременно запирающим пуансоном 6 деформируют внешнюю часть заготовки е усилием РЗ, развиваемым гидроцилиндром 8.
Продолжая процесс, заканчивают деформирование внешней части заготовки пуансоном 6, который держателем 9 опирается на матрицу 1. Одновременно продолжают движение прошивного пуансона 13 и пуанеоподержателя 3 с рабочим пуапсопом 2.
Выдавнв 113 заготовкп трубчатую чает1 втулки с внешним фланцем н донпон частью, продолжают двнжение пуапсопа 13, зажатую между пуансона МП 13 н 2 трубчатую часть
растягивают до заданно .
При этом расстояние между торцами прошивного 13 и рабочего 2 пуа сопов, а также х сппхроп 1ое а это ipoпесса перемеп е ие обес1 ечивается стабил 1зпру 0 цими штоками 10.
за а Ч 1иают в момент, когда движе пе рошивпого )ia кчиз будет огра 1 1че 1о держателем 14 от1 ое 1тельно заг праюHiero 6 и матри,Ь 1.
И р е д м е т и :; о б р е т е i и я
Штам для изготовлс я втулкп С флап 1ем, содержап,пп матрп 1у с рабочс Ю,, за.одяпик в матрипу пижни | опорпы11 С iyа СО юдсржателе.м, 1 рО. ЧСреЗ
нуапсон пуансоп с держателем, о т л ч а ю nu ii с я тем, что, с .
:(ия, ет; б ;л1 1ост11 разлсров втулок, он
с габжеп итокам, вертп1 алы 0 смо тирОБа НЫМП а Пуа СО ОДерЖателе п . В держатель пуансона для огран1 че1И я его переме цеппя.
иг2с(
А
PI Pvz.25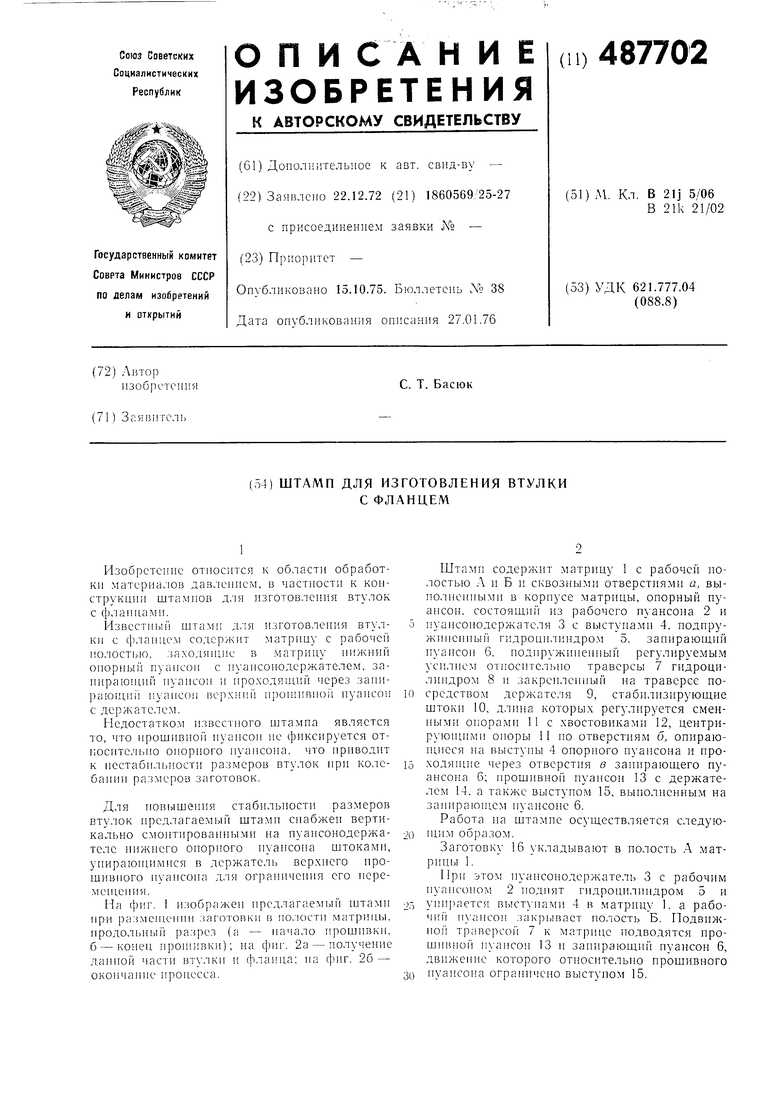

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления | 1975 |
|
SU599890A1 |
| Пресс для гидростатического прессования | 1972 |
|
SU472815A1 |
| Штамп для последовательной многопереходной вытяжки | 1980 |
|
SU1134260A2 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1967 |
|
SU200565A1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1973 |
|
SU396141A1 |
| Штамп для выдавливания деталей | 1982 |
|
SU1103929A1 |
| ГИБКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ, ВТУЛОК | 1970 |
|
SU278613A1 |
| Штамп для вытяжки | 1985 |
|
SU1430142A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТОКОВЫВОДОВ | 1967 |
|
SU197497A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |