Известен автомат для изтотовления токовыводов из гибкого провода, включающий механизм его подачи и отрезки.
Предлагаемый автомат для изготовления ТОКОВЫВОДОВ отличается от известного тем, что для изготовления сборных токовыводов с наконечниками из ленты, обернутой вокруг нровода, он снабжен механизмом подачи ленты и взаимодействующими между собой гибочным пуансоном и механизмом ее отрезки. Последиий содержит пуансои-матрицу с канавками на торцовой части, служащими для гибки ленты вокруг провода и для разрезки провода. Гибочный пуансон совершает возвратноноступательное движение в нанравлепии пуансона-матрицы и поворачивается вокруг оси, параллельной направлению подачи провода.
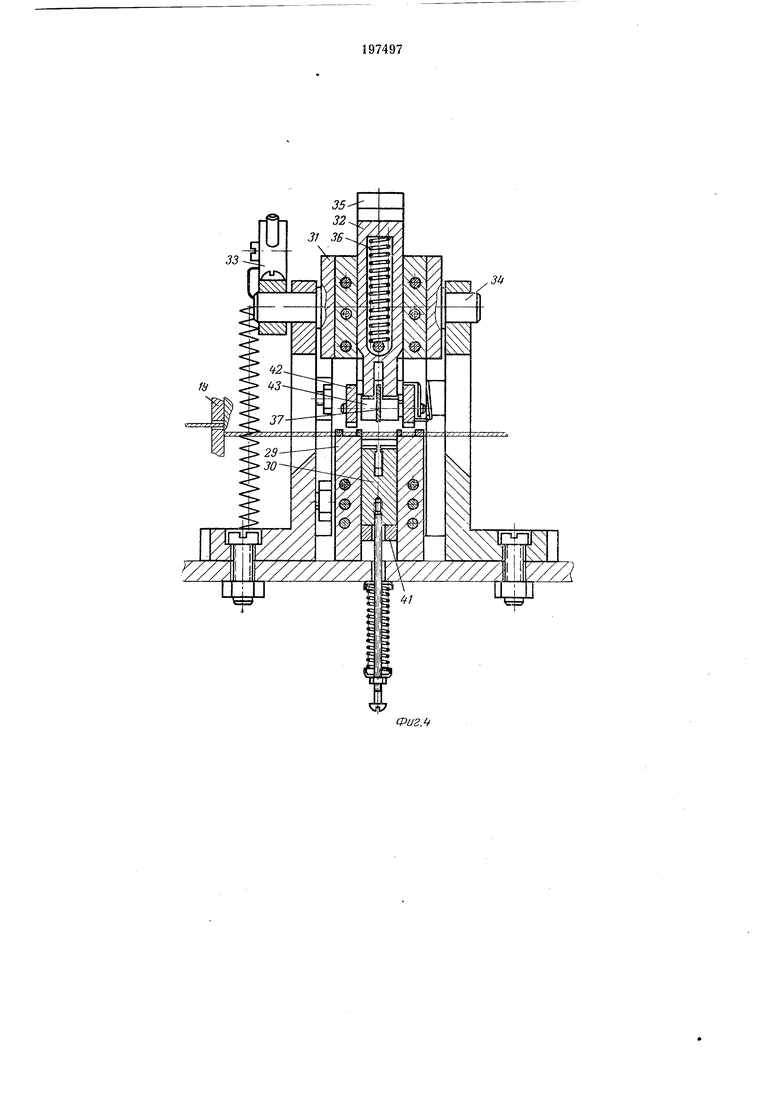
На фиг. 1 изображена кинематическая схема описываемого автомата; на фиг. 2 - механизм подачи ленты; иа фиг. 3 - узел обертки, полуразрез, вид сбоку; на фиг. 4 - то же, вид спереди; па фиг. 5 - гибочный пуансон; на фиг. 6 - пуансон-матрица.
Автомат состоит из станины, электродвигателя с редуктором, узла найки, механизма подачи провода, механизма подачи ленты, узла обертки провода лентой, распределительного вала с девятью парами кулаков и рычагов.
для олова, сосуд 2 с флюсом, изготовленный из кварцевого стекла, кулак 3 на распределительном валу и рычаг 4 с двумя иаконечииками для погружения провода во флюс и в расп.тавленное олово.
Механизм подачи нровода (фиг. 1) включает в себя катуп1ку 5, на которой намотан провод, тормозок 6, направляющие ролики 7, 8, 9 и натяжной ролик 10, кулак 11, рычаг 12
и штапгу 13. Штанга смонтирована между направляющими роликами 14 и 15 на поворотном icopnyce, который под действием кулака 16 и рычага 17 меняет направление движения штанги при подаче провода в обход узла 18
обертки. На конце штанги имеется зажимное режущее устройство 19 (механизм отрезки), которое отрезает заготовку, уложенную и зажатую в узле 18, зaжиJмaeт и подает для очередной заготовки конец провода, идущий от
катушки. Устройство 19 управляется кулаком 2G и рычагом 21.
Механизм подачи ленты (фиг. 2) состоит: из спаренной катушки 22, иа которой намотаны две ленты; двух резиновых роликов 23, нодающих ленты в узел 18 с помощью храпового колеса 24; собачки 25 и штанги 26, связанной с распределительиым валом 27. виде двух пластин 28. В пластинах сделашл сквозные окна с режущымн кромками, 1з которые подаются лепты. Пластииы разграничены двумя щекамп 29 п скреплены винтами с корпусом, они образуют нтахту, в KOTOpoii движется нуансон-матрица 30, вырезающая заготовки из лепт и подаюп1;ая их вверх, где на призматических торцах и;ек зажата заготовка провода. Пуапсоп-лштрнца (фиг. 6) выполняет функции: пуапсон а-при отрезке лент, подавателя - при нодаче заготовок лепт к проводу, матрицы-при обертке провода лептой и ножа - при разрезе заготовки нровода на две готовые детали. Пуансон-матрица представляет собой нлоско-параллельную нластинку, нмеющую па рабочем торце режуни-ie кромкн а для резки лент и провода, KaiuiBKy о для гибки лепты вокруг нровода, наз в для входа ножа, ре;-кущего провод, и окно г для отхода обрезкой проводов и ленты. Над штамном расноложен корпус 31 гибочного нуансоиа 32, который шарнирпо закреплен на стойках н под действием рычага 33 может поворачиватьея вокруг осн 34, na.pa iлельной направлению подачи провода. По;;. действием рычага 35 и пружины 36 гибочиыи иуанеон совершает возвратио-постунатСоТьиое движение. Па нижнем торце гибочиого пуансона имеется канавка, служаи 1ая для гибки ленты вокруг провода, и продольный наз, в котором движетея нож 37, разрезающий заготовку провода на две готовых детали. Распределительный вал 27, врапишсь со скоростью 15 об/мин, приводит в движение все узлы автомата. За каждый оборот расиределительиого вала автомат совершает следующие операции: а)опаивает оловом участки нровода в 15-20 мм через каждые 102 мм; б)подает и разрезает провод па заготовки по 102 мм н укладывает нровод па призм узла обертки; в)подает и разрезает лепты па заготовки 4x5 мм; г)подает заготовки лент к проводу и обертывает заготовку провода лентадп, образуя два чулка на расстоянии 2 мм один от другого;д)разрезает заготовку провода на два готовых вывода, у которых одни конец опаян оловом, а другой обернут лентой. Таким образом, за одни оборот вала изготовляется две детали, нли 30 деталей в .минуту против трех деталей в ,1инуту нри ручном изготовлении. Работает автомат следуюил,им образом. Электродвигатель 55 через редуктор 39 и текстронную передачу вращает распр едел ггельпый вал 27. Провод с катушки 5 через тормозок 6, направляющие ролики 7, 8, 9 и натяжной ролик 10 проходит над сосудом 2 с срлюсом н над тиглем с оловом и нонадает в механизм подачи провода. При набегании кулака 3 на рычаг 4 паконечинки носледнего нрогнбают 1ро:юд Н погружают его во флюс и олово через каждые 102 мм. Кулак // действует на рычаг 12 н через шатуп толкает штангу 13, на другом конце которой смонтировано зажимное режущее устройство 19. Поворотный корнус под действием кулака 16 и рычага 17 поворачивается так, что зев зажимного режущего устройства охватывает прозод, В этот момент срабатывает кулак 20 и через рычаг 21, оканчивающийся шатуном и роликом, действует на нлапку в штанге 13. Последняя толкает рычажки зажимного режущего устройства, которое отрезает заготовку ;г„|11ной 102 Л1М, зажатую в узле обертки, зажимает и держит конец провода, идущего от катушкн, до тех нор, нока штанга, двигаясь вперед, не уложит провод на освободившиеся к этому моменту нризмы узла обертки. Затем зажнмиое режунгее устройство отпускает копец провода и штанга под действием возвратной нружнны 40 заннмает исходное положение. Две ленты, находящиеся на епаренной катущке 22, пропущенные через ролики 23 и направляющие, подаютея в окно матрицы, перекрывая шахту, виутри которой расположен {;абочий торец пуансона-матрицы 30, находящейся в крайнем нижнем положении. Рычаг 47 иажимает иа нуанеон-матрицу и подает ее снизу вверх. Этим движением отрезаются от ленты две заготовкн, которые нуансон-матрица выноснт к нроводу, лежащему на призмах н нрнжатому прижимом 42 и пожом 37. Гибочигдй иуанеон 32 под действием рычага 35 онускаетея на провод сверху и вдавливает его в наз пуансона-матрицы, сгибая одновременно заготовки ленты в средней их части, отчего концы нослединх подымаются. Двигаясь вверх под действием пружииы 36 и в сторону под действием рычага 33 благодаря снениальпому профилю кулаков гнбочный пуансоп трижды опускается вниз: один раз прямо но центру пуансона и два носледующих раза е отклонением то в правую, то в левую сторону, захватывает поднятые кверху лепестки лепт н заворачивает нх па провод с носледуюни-1М прижимо-М но центру. Образуется обертка нровода лентой в полтора витка (фиг. 5). Пож 37, закреплепный на рычаге 43, при набегании выстуна кулака на рычаг входит в паз пуансопа-матрпцы и разрезает заготовку на готовых вывода. Лепты подаются тогда, когда пуапсон-матрииа находится в крайнем нижнем положении. Предмет изобретения Автол1ат для нзготовлеиия токовыводов из гнбкого провода, включающий механизм его нодачи и отрезки, отличающийся тем, что, с целью изготовления сборных токовыводов с наконечниками из ленты, обернутой вокруг нровода, он снабжен механизмом нодачи ленTT i и взаимодействующими между собой гисодержащим пуаысои-матрицу с канавками на торцевой части, служащими для гибки лепты вокруг провода и для разрезки иоследпего,
причем гиоочныи нуаисон вьшолиен соверша- чи г:рог)0да.
Ю1Ц11: 1 1Х)звратио-постуиательиое движение в ланпаплсмпи иуапсола-матрицы и поворотным coKiiyr оси, иараллельпой иаиравлеиню пода

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Автомат для изготовления из металлической ленты скобообразных деталей со сплющенным участком | 1955 |
|
SU103205A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ЛЕНТЫ ПЛОСКИХ СПИРАЛЕЙ | 1971 |
|
SU295595A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
| УНИВЕРСАЛЬНО-ГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК С ПОВТОРЯЮЩИМИСЯ ПО ВСЕЙ ДЛИНЕ ОДИНАКОВЫМИ ФРАГМЕНТАМИ | 2005 |
|
RU2310537C2 |
| Автомат для штамповки контактов | 1986 |
|
SU1430145A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГАЗОПОГЛОТИТЕЛЕЙ | 1967 |
|
SU200672A1 |


36
Фиг.)
3ft
-32
::.j
42-,
30
