4 00
эо
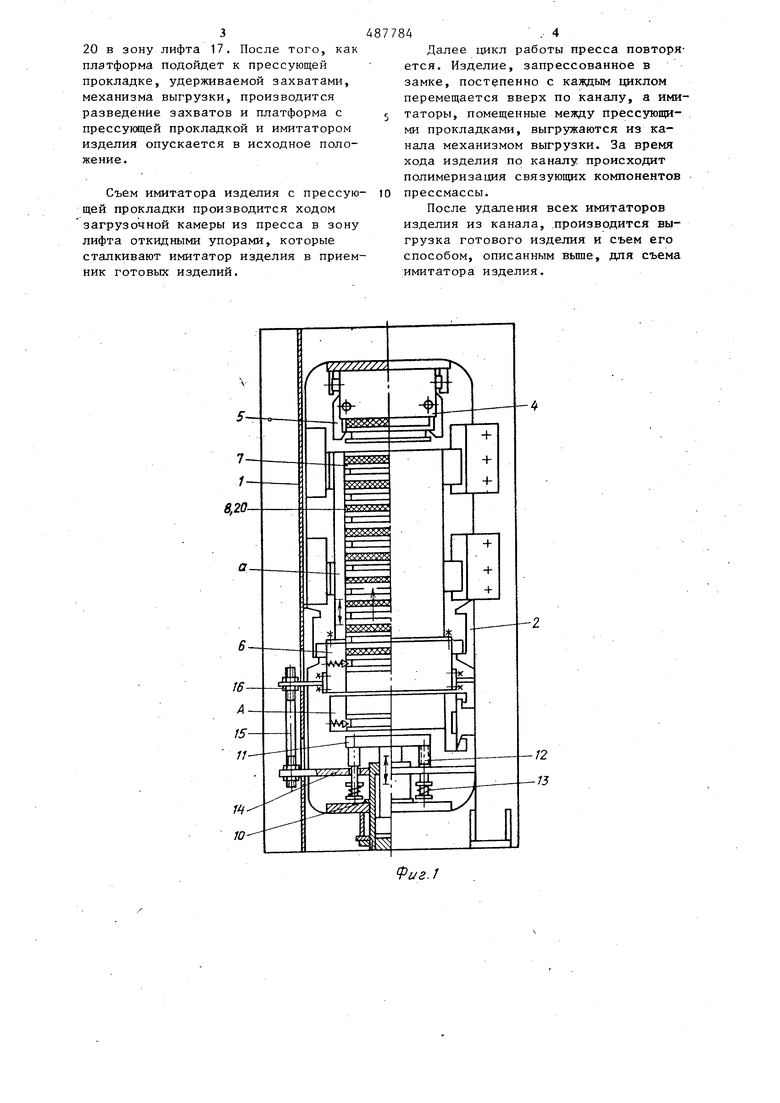
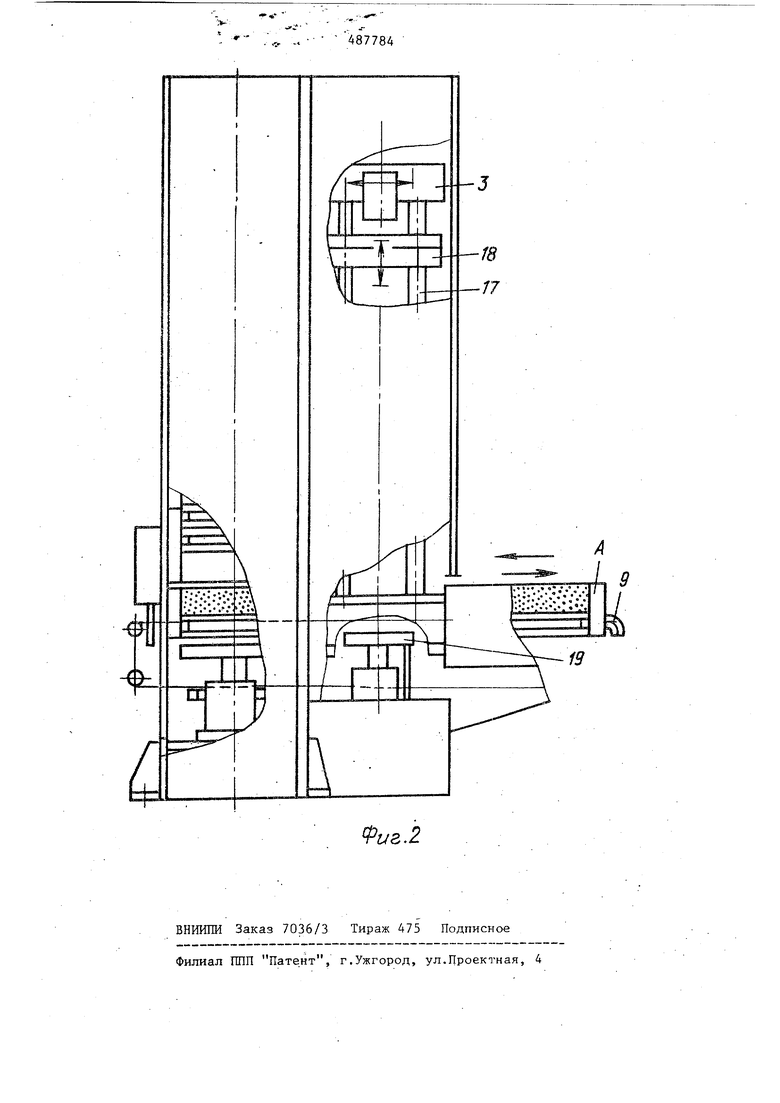
4: 1Изобретение может быть применено в деревообрабатывающем машиностроеИзвестны гидравлические прессы периодического действия для прессования изделий из измельченной дре.весины, содержащие станину, подвижный в вертикальной плоскости канал с прессующими прокладками, пуансон с гидроцилиндром, загрузочное и разгрузочное устройства сложны по конструкции и недостаточно производительны. С целью упрощения конструкции и повьшения производительности в пред лагаемом прессе пуансон вьтолнен в виде насаженной на шток гидроцилинд ра плиты со штангами, снабженными упорами на концах и пропущенными че рез дополнительную плиту, которая соединена через стяжки с подвижным каналом, причем ход последнего огра ничен упорами, закрепленными на ста нине., На фиг. 1 изображен предлагаемый пресс, вид спередиJ на фиг. 2 - то ;же, вид сбоку. Пресс состоит из станины 1 с жестко закрепленными упорами 2, на ко торой .смонтированы следующие механизмы: механизм 3 выгрузки с упорной плитой 4 и захватами 5, канала с замком 6 и комплектами прессующих прокладок 7 со спрессованным изделием 8, загрузочная камера Д с шарнирно укрепленными на ней откидными упорами 9 и цилиндр 10 прессования с пуансоном 11, на котором закреплены штанги 12 с подпружиненными упорами 13, при этом штанги пропущены сквозь промежуточную плиту 14 с регулируемыми стяжками 15, связанными через кронштейны 16 с каналом. Рядом с прессом размещен лифт 17 с платформой 18 и соосно с ним расположен механизм 19 загрузки Для первоначального пуска пресса применяются имитаторы изделия 20. Пресс работает следуюш им образом В исходном положении канал q, пуансон 11 и платформа 18 с прессую щей прокладкой 7 находятся в крайни нижних положениях. Загрузочная камера А находится в позиции загруз ки прёссмассы, а механизм 3 выгрузки находится в зоне лифта 17. Канал Ч заполнен комплектами прессующих прокладок 7 с имитатором 42 изделия 20. В загрузочную камеру А загруя ена очередная прессующая прокладка 7, и прессматериал, например древесная стружка. С началом цикла прессования загрузочная камера и механизм выгрузки одновременно перемещаются в станину пресса до совмещения с осью канала с| . Далее включается в работу цилиндр 10 прессования, при этом пуансон 11 со штангами 12 перемещается вверх и проталкивает находящуюся в загрузочной камере прессующую прокладку, с прессмассой в зону прессования (в замок 6). После того, как прессмасса прижмется к нижней прессующей прокладке, находящейся в канале q, производится размыкание фиксаторов замка 6 и перемещение всей стопы комплектов прессующих прокладок вверх, при этом верхний комплект стопы упирается в упорную плиту механизма выгрузки, а в нижнем комплекте происходит прессование изделия до заданного размера. Одновременно с рабочим ходом вверх пуансона 11 перемещается вверх канал q с замком 6 посредством штанг 12 с подпружиненными упорами 13, которые взаимодействуют с промежуточной плитой 14, связанной через регулируемые стяжки 15 и кронштейны 16 с каналом О. Ход канала ограничивается упорами 2, .После запрессовки изделия по окончании рабочего хода пуансона производится смыкание фиксаторов замка, то есть производится фиксация прессующей прокладки со спрессованным изделием. Затем осуществля- , ется ход пуансона и канала вниз. В это время происходит распрессовка верхнего комплекта прессукщей прокладки .7 с имитаторами изделия 20, который удерживается захватами 5 механизма выгрузки. После того, как пуансон цилиндра 10 прессования занимает исходное паложение, производится ход загрузочной камеры в зону лифта 17, где механизмом 19 загрузки прессующая прокладка загружается в камеру А . Далее загрузочная камера с прессуюш,ей прокладкой перемещается в зону загрузки прессматериала и по окончании ее хода одновременно включаются ход платформы 18 вверх и ход механизма 3 выгрузки с прессующей прокладкой и имитатором изделия 20 в зону лифта 17. После того, ка платформа подойдет к прессующей прокладке, удерживаемой захватами, механизма выгрузки, производится разведение захватов и платформа с прессующей прокладкой и имитатором изделия опускается в исходное положение. Съем имитатора изделия с прессую щей прокладки производится ходом загрузочной камеры из пресса в зону лифта откидными упорами, которые сталкивают имитатор изделия в прием ник готовых изделий. 84,4 Далее цикл работы пресса повторяется. Изделие, запрессованное в замке, постепенно с каждым циклом перемещается вверх по каналу, а имитаторы, помещенные между прессующими прокладками, выгружаются из канала механизмом выгрузки. За время хода изделия по каналу происходит полимеризация связующих компонентов прессмассы. После удаления всех имитаторов изделия из канала, .производится выгрузка готового изделия и съем его способом, описанным выше, для съема :имитатора изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2041818C1 |
| Устройство для изготовления многопустотных древесностружечных плит | 1975 |
|
SU537847A1 |
| Агрегат для изготовления изделий из древеснойклеевой массы | 1970 |
|
SU496190A1 |
| Линия для изготовления полимерных изделий литьем под давлением | 1980 |
|
SU939260A1 |
| Установка для изготовления формованных изделий | 1980 |
|
SU1009805A1 |
| Способ изготовления изделий из древесно-стружечной массы | 1960 |
|
SU139810A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПЛЕКТОВ ПРЕССОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2015005C1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Установка для прессования строительных изделий | 1979 |
|
SU919871A1 |
ГВДРАВЛИЧЕСКИЙ ПРЕСС ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ для прессования изделий из измельченной древесины, содержащий станину, подвижный в вертикальной плоскости канал с прессующими прокладками, пуансон с гидроцилиндром, загрузочное и разгрузочное устройства, отличающ-ийся тем, что, с целью упрощения конструкции и повышения производительности, пуансон выполнен в виде насаженной на шток гидроцилиндра плиты со штангами, снабженными упорами на концах и пропущенными через дополнительную плиту, которая, соединена через стяжки с подвижным каналом, причем ход последнего ограничен упорами, закрепленными на станине.
г/г.2
