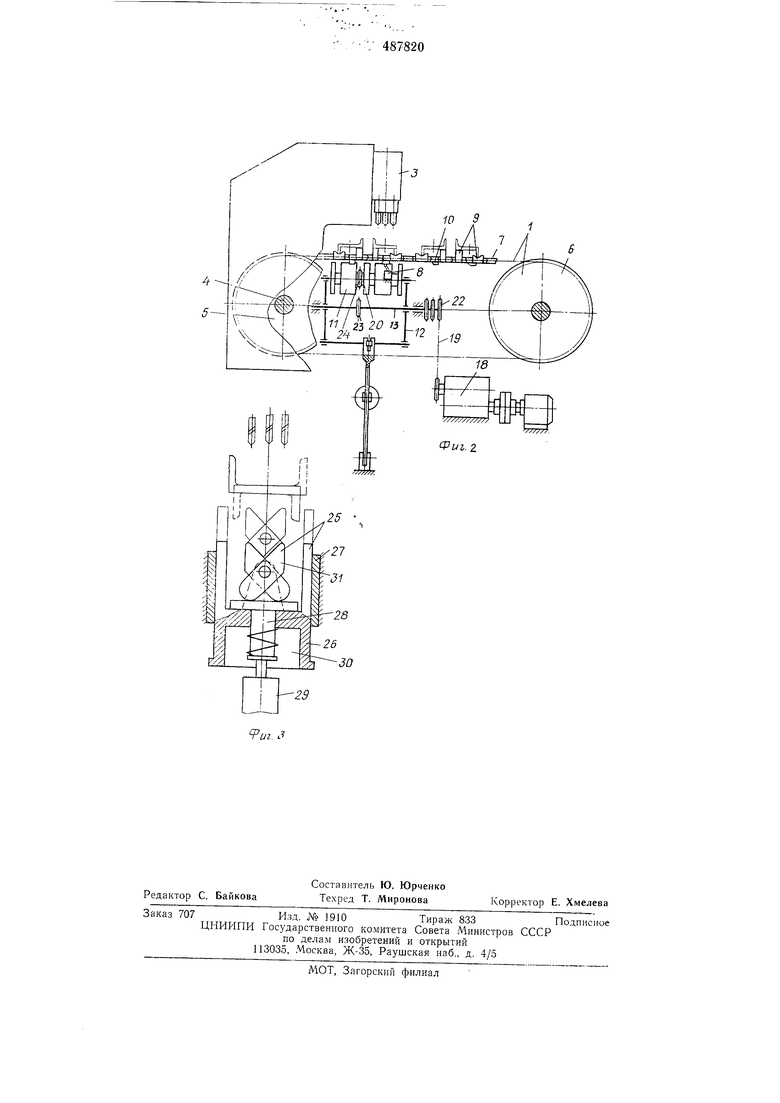
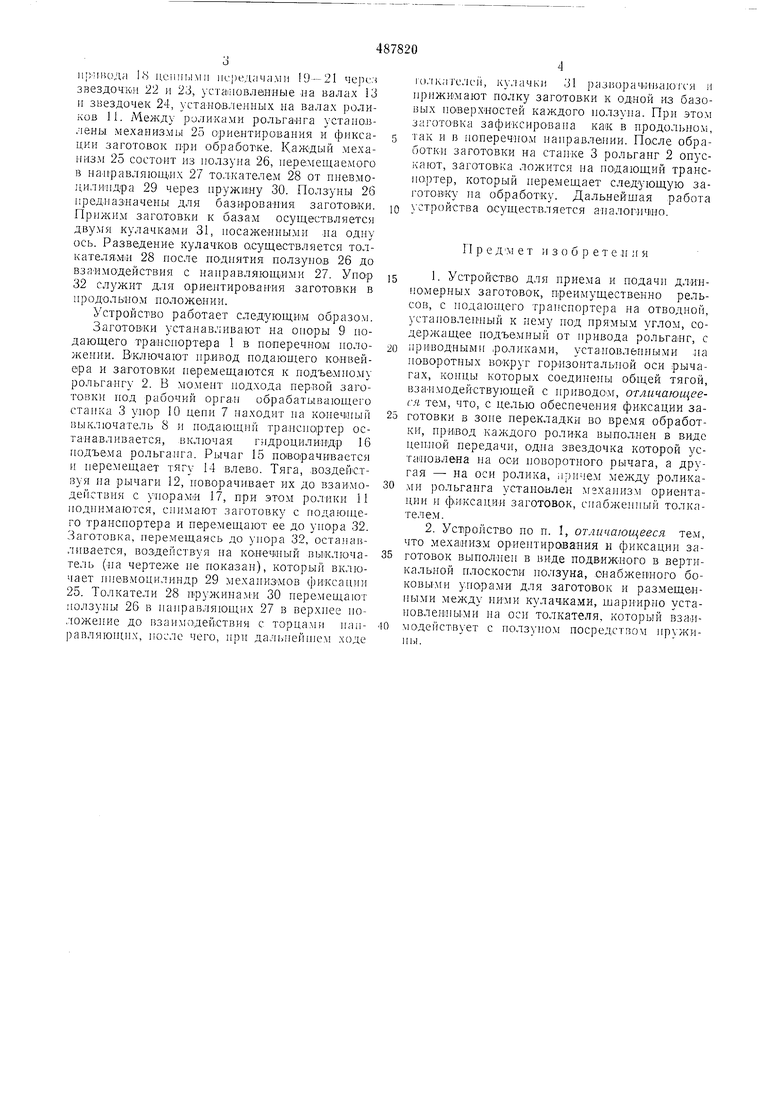
18 nciiin.iMii iKj)e;i;i4;i.ni 19-21 звездочки 22 и 23, усташовлвнные на валах 13 II звездочек 24, уста-новленных на валах роликов 11. Между роликами рольгаига устаио.влены механизмы 25 ориентирования и фиксации заготовок при обработке. Каждый механизм 25 состоИт из нолзуна 26, иеремещаемого в наИравляюЩИХ 27 толкателе.м 28 от нневмоцилиндра 29 через нружи;ну 30. Ползуны 26 11редиаз:начены для базирования заготов1ки. Прижим заготовки к базам осуществляется дву.мя кулачками 31, иосаженнымн на одну ось. Разведение кулачков осуществляется толкателя-М1И 28 после поднятия ползунов 26 до взаимодействия с нанравляющими 27. Упор 32 служит для ориентированИя заготовки в иродольном ноложении.
Устройство работает следующи1М образом.
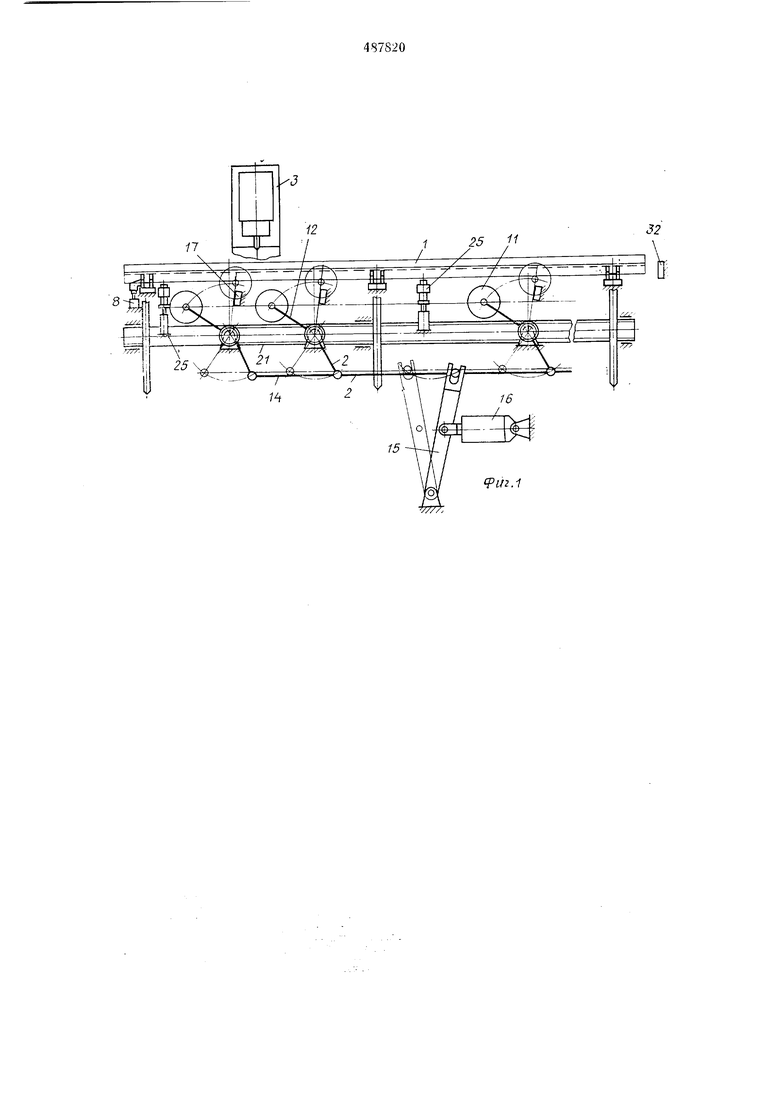
Заготовки устанавливают на оноры 9 подающего тра ноиортера 1 в поперечно1М ноложении. Включают привод подающего конвейера и заготовки перемещаются к подъемному рольгангу 2. В момент подхода нервой заготовки под рабочий орган обрабатываюпдего станка 3 унор 10 цепи 7 находит на конечный выключатель 8 и нодающий транснортер останавливается, включая гидроцилиндр 16 подъема рольганга. Рычаг 15 поворачивается и перемещает тягу 14 влево. Тяга, воздействуя па рычаги 12, поворачивает их до взаимодействия с унорамй 17, при этом ролнки 11 поднимаются, снимают заготовку с подающего транспортера и перемещают ее до упора 32. Заготовка, перемещаясь до упора 32, останавливается, воздействуя на конеча-1ый выключатель (на чертеже не показан), который включает нпевмоцилиндр 29 механизмов фиксации 25. Толкатели 28 пружииамИ 30 неремещают ползуны 26 в направляющих 27 в верхнее положение до взаимодействия с торцами иаправляюни1Х, Н01лс чего, при дальиейн ем .ходе
1Ч).1)агслс1, ку,лачкл 31 разиорачнваюгся и прижимают нолку заготовки к одной из базовых поверхностей каждого ползуна. При этом заготовка зафиксирована как в продольном,
так и в ноперечном направлении. После обработки заготовки на станке 3 рольганг 2 опускают, заготов ка ложится на подающий транспортер, который перемещает следующую заroTOBiKy па обработку. Дальнейшая работа
устройства осуществляется апалогнчаю.
П р е д м е т и 3 о б р е т е н ;г я
1. Устройство для нриема и подачн длинномерных заготовок, нреимущественно рельсов, с подающего транспортера на отводной, )становленный к нему нод нрямым углом, содержащее нодъе.мный от нривода рольганг, с
ириводнымп ролика.ми, установленными на поворотных вокруг горнзонтальпой оси рычагах, концы которых соединены общей тягой, взанмодействующей с нриводом, отличающееся тем, что, с целью обеспечения фиксации заготовки в зоие церекладки во вре.мя обработки, нривод каждого ролика выполнен в виде цеиной передачи, одна звездочка которой установлена на оси поворотного рычага, а другая - на оси ролика, причем между роликами рольганга установлен rsxaнизм ориентации и фн:ксацин заготовок, снабженный толкателем.
2. Устройство но п. I, отличающееся тем, что механизм орнентир01ва;ния и фиксации заготовок выполнен в виде подвижного в верт1гкальной плоскости нолзуна, снабженного боковыми упорами для заготовок и размещенными между пими кулачками, щарнирно установленнЫМи на оси толкателя, который вза-имодействует с ползуном посредством пружи
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок в рабочую зону пресса | 1981 |
|
SU969380A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1981 |
|
SU1004155A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| ЛШИНА ДЛЯ ГИБКИ ДЕТАЛЕЙПд"::::';';'] | 1971 |
|
SU290633A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |