1
Изобретение относится к трубопрокат ному производству.
Известен прокатный валок, содержащий ,по окружности бочки ручей с выпусками, размещенные по обе стороны от него на ; разном, расстоянии от продольной оси ъапка реборды.
Недостатком известной конструкции валка является необходимость принудительноjro поворота заготовки при прокатке ее на |пильгерстане и затруднительная прокатка труб в бухтах..
ель изобретения - обеспечить раскат ку участков заготовки, соответствующих местам выпусков без принудительного поворота ее при прокатке на пильгерстане и обеспечения тем самым бухтовой прокатки.
Это достигается выполнением прокатного валка, содержащего по окружности бочки ручей с выпусками и размешенные по обе сторюны от него на разном расстоянии от продольной оси валка реборды, которые выполнены переменного по длине окружное ти бочки валка радиуса, причем, максимаяь ;ная величина разности радиусов р борд рав на удвоенной высоте вьгпусков.
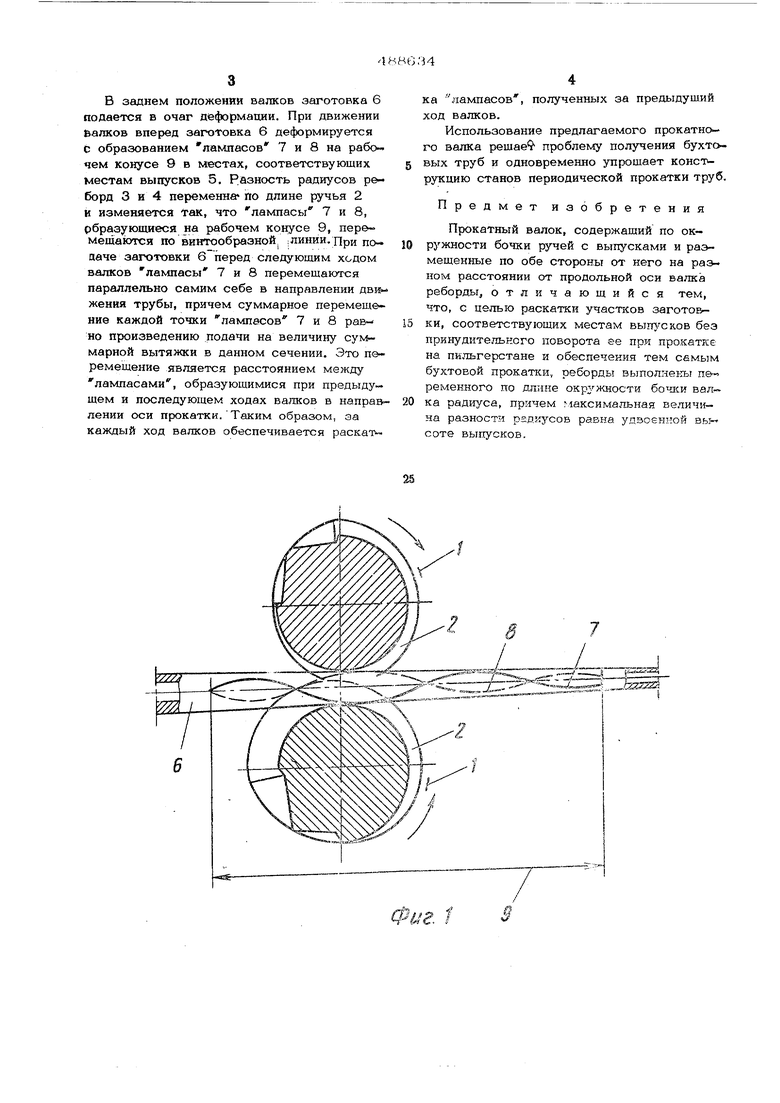
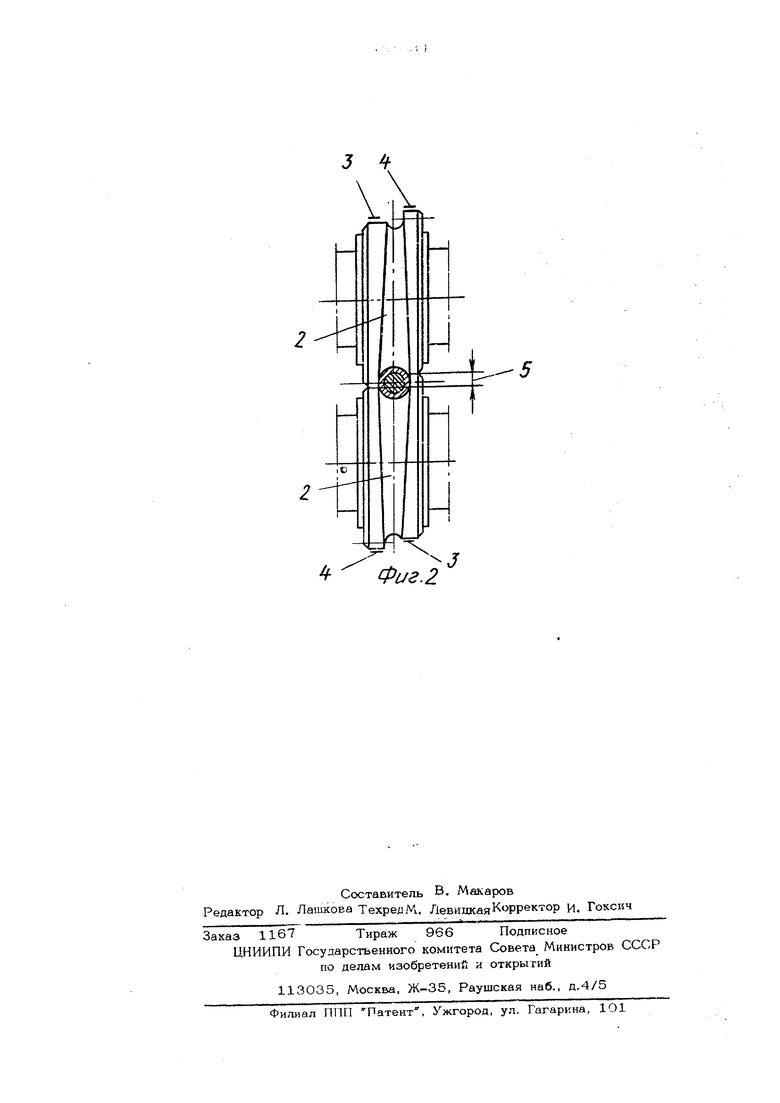
На фиг. 1 изображен предлагаемый валок, разрезу на фиг. 2 - вид по стрелке 5 :А на фиг. 1.
Валок содержит выполненный по окружности бочки 1 ручей 2 и размещенные по обе стороны от него на разном расстоянии от продольной его оси реборды 3 и 4.
0 Реборды 3 и 4 выполнены так, что ра|Диус рюборды 4 до оси валка по длине ручья 2 увеличивается от начала к концу ручья, а радиус реборды 3 до оси валка уменьщается.
Переменная разность радиусов реборд 3 И 4 в любом сечении ограничена, а максимальная разность равна суммарной высоте выпусков 5 ручья 2 в этом сечении. По
0 длине ручья 2 может быть несколько сечений, в которых разность радиусов реборд равна нулю.
При использовании валков такой конср кции прокатка происходит следующим об-
5 разом.
В заднем положении валков заготовка 6 подается в очаг деформации. При движении валков вперед заготовка 6 деформируется С образованием лампасов 7 и 8 на рабочем конусе 9 в местах, соответствующих местам выпусков 5. Разность радиусов р&борд 3 и 4 nepeMeHHa- по длине ручья 2 и изменяетсй так, что лампасы 7 и 8, рбрааующиеся на рабочем конусе 9, перемещаются по винтообразнойI ;Линии.При попаче заготовки б перед следующим ходом валков лампасы 7 и 8 перемещаются параллельно самим себе в направлении дви ження трубы, причем суммарное перемещение каждой точки лампасов 7 и 8 рав-но произведению подачи на величину суммарной вытяжки в данном сечении. Это п&ремещение является расстоянием между лампасами, образующимися при предыдущем и последующем ходах валков в направлении оси прокатки.Таким образом, за каждый ход валков обеспечивается раскатка лампасов , полученных за предыдущий ход валков.
Использование предлагаемого прокатного валка решает проблему получения бухтовых труб и одновременно упрощает конст рутсцию станов периодической прокатки труб.
П р
изобретения
е д м е т
Прокатный валок, содержащий по окружности бочки ручей с выпусками и размещенные по обе стороны от него на ном расстоянии от продольной оси валка реборды, отличающийся тем, что, с целью раскатки участков заготовки, соответствующих местам выщСй.ов без принудительного поворота ее при прокатрсе на пилъгерстане и обеспечения тем самым бухтовой прокатки, реборды выполнекъ пе ременного по длине окружности бочки вал- ка радиуса, причем .1аксимальная величина разности радиусов равна удвоенной вы- соте выпусков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Прокатная клеть | 1988 |
|
SU1616731A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2002 |
|
RU2225763C1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| ВАЛОК ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2008108C1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ ИЗ НИЗКОПЛАСТИЧНЫХ БОРСОДЕРЖАЩИХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2516148C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ПРОКАТНОГО СТАНА ДЛЯ ПРОИЗВОДСТВА КРУГЛЫХ ПРОФИЛЕЙ | 1991 |
|
RU2014914C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
Фиг
