(54) ЛИТЕЙНАЯ ФОРМА
Благодаря этому в. отливках диафрагм, армированных лопатками, например переменного сечения (фрезерованными), улучшается прочность связей лопаток с наружным чугунным ободом и уменьшается разгар тонких выходных кромок со стороны внутреннего обода.
В отливках же с лопатками, например постоянного сечения (листовых), уменьшается разгар тонких выходных кромок со стороны наружного обода.
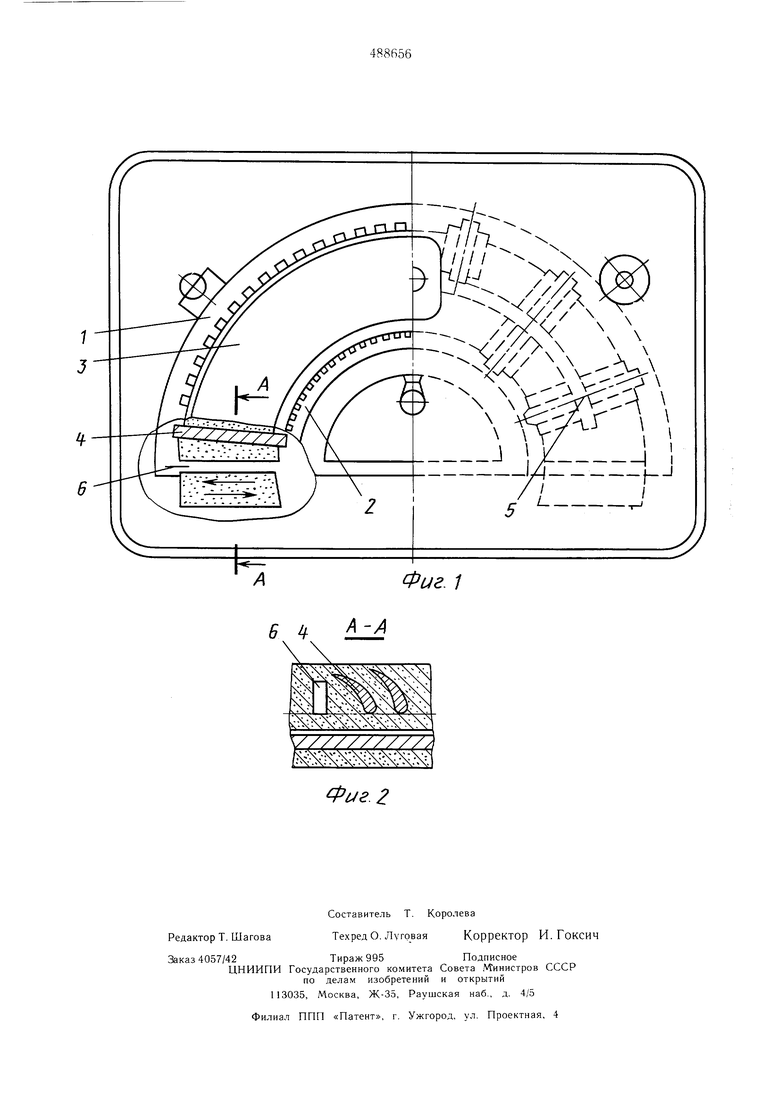
Заполнение металлом предлагаемой формы осуществляют следуюш,им образом. Через дождевую литниковую систему 5 к одной из полостей ободов (наружного или внутреннего) подводят большее количество жидкого металла, чем нужно для заполнения этой полости. При этом происходит постоянный внутренний переток жидкого металла, объем которого не превышает объема всей формы, из одной полости в другую до одновременного заполнения полостей. Внутренний отток жидкого металла в различных участках формы не одинаков. На торцовых участках он максимальный, а в средней части минимальный, в результате чего обеспечивается равномерный прогрев лопаток по сечению. Кроме того, предлагаемое устройство
улучшает качество отливок и уменьшает расход жидкого металла (на 10-15% на каждую отливку) .
Формула изобретения
Литейная форма для изготовления чугунных диафрагм паровых турбин в виде полуколец, армированных стальными лопатками, содержашая полости для образования наружного и внутреннего ободов, стержень с лопатками и литниковую систему, содержащую перепускные каналы, соединяющие торцы полостей наруж ного и внутреннего ободов, отличающаяся тем, что, с целью повышения качества соединения ободов с лопатками, нижние кромки перепускных каналов и лопаток расположены на одном уровне, а площадь сечения перепускного канала (Fn.« ) выбрана из соотношения РП.К K-SFn , где IFn -суммарная площадь сечения питателей отливки; К-коэффициент, характеризующий свободное течение металла в полости перепускного канала, равный 1-2.
6 4 d Фиг. 1
Фиг. 2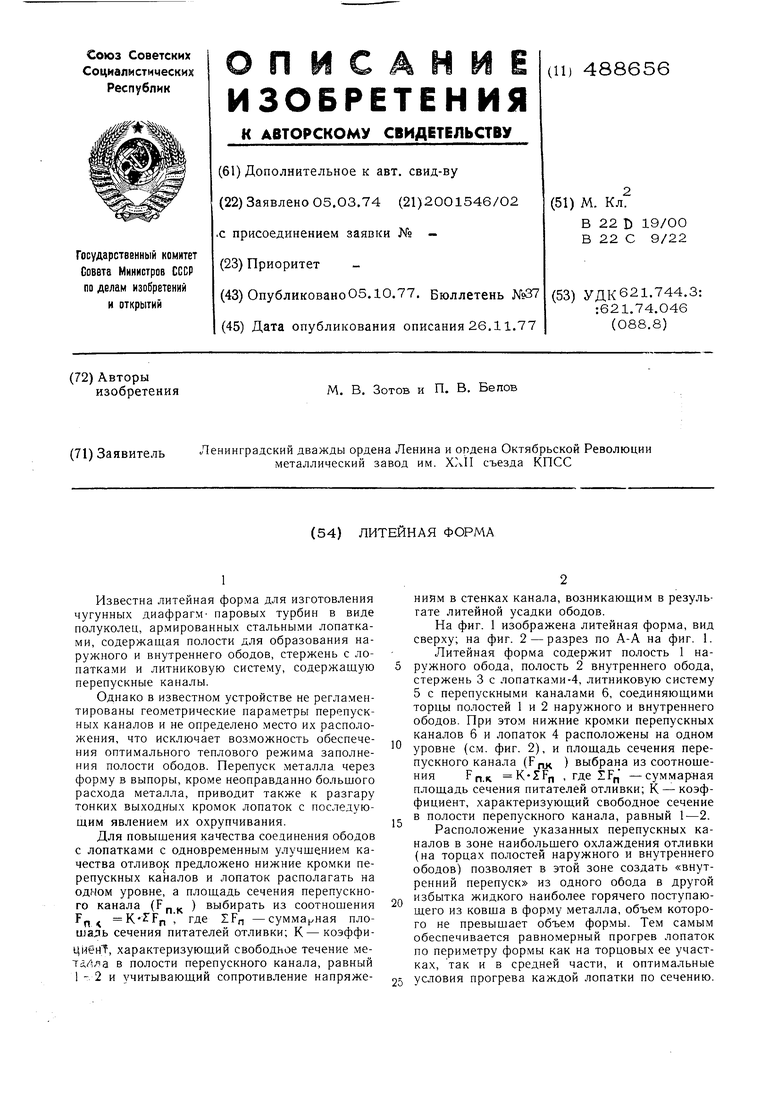
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для изготовления диафрагмы турбины | 1975 |
|
SU599911A1 |
| Лопатка для армирования диафрагм паровых турбин | 1975 |
|
SU531644A1 |
| ВЫХЛОПНАЯ ЧАСТЬ ПАРОВОЙ ТУРБИНЫ | 1989 |
|
RU2053373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЛИВАЕМОГО КОНТУРА ТУРБИННОЙ ЛОПАТКИ | 1973 |
|
SU435897A1 |
| Литниковая система для отливки рабочего колеса турбомашины | 1987 |
|
SU1507512A1 |
| ГОРЕЛОЧНОЕ УСТРОЙСТВО И БЫТОВАЯ ОТОПИТЕЛЬНАЯ ПЕЧЬ ДЛЯ ЖИДКОГО ТОПЛИВА | 2002 |
|
RU2237217C2 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ), СБОРКА ЛИТЕЙНЫЙ СТЕРЖЕНЬ - ОБОЛОЧКОВАЯ ФОРМА, ЛИТЕЙНАЯ ФОРМА И ОТЛИВКА, ПОЛУЧЕННЫЕ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СТЕРЖНЯ | 2002 |
|
RU2240203C2 |
| Способ центробежного литья с вертикальной осью вращения и форма для его осуществления | 1985 |
|
SU1338968A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ТУРБИННОЙ ЛОПАТКИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2013 |
|
RU2532621C1 |