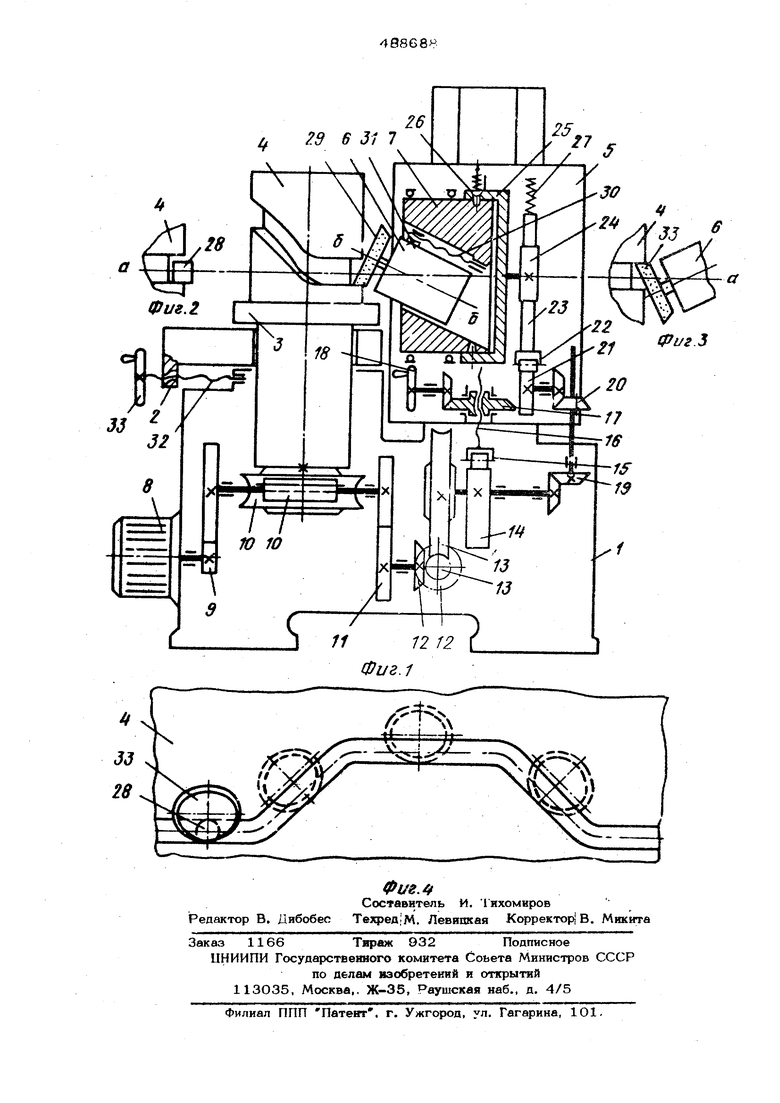
маховичка 18. Привоя подачи суппорта 5 может быть выполнен, например, на базе элементов числового программного ynpai.ления (ЧПУ) и нэстроенной кинематической цепи.
Привод поворота корпуса 7 шпинделя содержит шестерни 19, 20, копир 21, ролик 22. толкатель-рейку 23, шестерню 24, установленную на поводке 25 и соедкие ную с поворотным корпусом 7 фиксатором 26. Ролик 22 прижимается к кулачку 21 пружиной 27. Ось У; Уюворота корпуса 7 шлифовального шпинделя 6 совпадает с положением оси ролика 28 кулачкового м&ханиэма, для которого предназначен обрабатываемый кулачок 4.
Привод корпуса 7 может выполн5ггься аналогично приводу подач суппорта 5 на базе элементов ЧПУ и настроенной кинематической цепи.
Механизм подачи круга 29 на врезание состоит из винта 30 и гайки 31, закрепленной на шлифовальном шпинделе 6. Винт 32 с маховичком 33 служит для продольных установочных перемещений стола 2,
При работе станка в режиме настройки шлифовальный круг 29 вводится в обрабатываемый паз вращением маховичков 17 и 33. Круг 29 перемешается до касания с обрабатываемой поверхностью врашением винта 30. При этом не нарушается положение оси tf-ft i и значительно повышается точность подачи на врезание.
При настройке на шлифование противоположной стороны паза кулачка 4 круг 29 выводится из паза, затем фиксатор 26 выводится из корпуса 7, последний поворачивается на 18О и повторно фиксируется.
Затем кпуг 29 вводится в пая кулячка 4 аналогично ранее описанному.
При работе станка в автоматическом режиме деталь 4 вместе с планшайбой 3 вращается двигателем 8 через передачи
9-1О. Синхронно с деталью 4 вращается копир 14 через передачи 1О-11-12-13 и
копир 21 через передачи 13-19-2О.
Копир 14 через ролик 15 и толкатель 16 перемешает копировальный суппорт 5 так, что режущая кромка шлифовального круга 29 взаимодействует с обрабатываемым профилем детали 4 аналогично ролику 28 кулачкового механизма.
Копир 21 через ролик 22, рейку 22 и ; шестерню 23 поворачивает корпус 7 шлифовального шпинделя 6 и круг 28 так, что ось0 в всегпа находится на нормали к профилю в резания.
Предмет изобретения
ycTpOi CTBO для шлифования криволинейных поверхностей, например боковых сторон профильного паза, выполненное в виДе суппорта с установленным на нем под :углом к оси обрабатываемого изделия в поворотном корпусе шлифовальным шпинделем, несущим круг с конической рабочей поверхностью, и приводов подачи суппорта к круга, о тличающееся тем, что, с целью повышения точности обработки, поворотный корпус снабжен зубчатым колесом, Зацепленным с рейкой, установленной на суппорте и приводимой в движение от кулачка, предусмотренного в привода подачи суппорта, при этом ось поворотного корпуса расположена в одной плоскости с осью изделия под прямым углом к ней.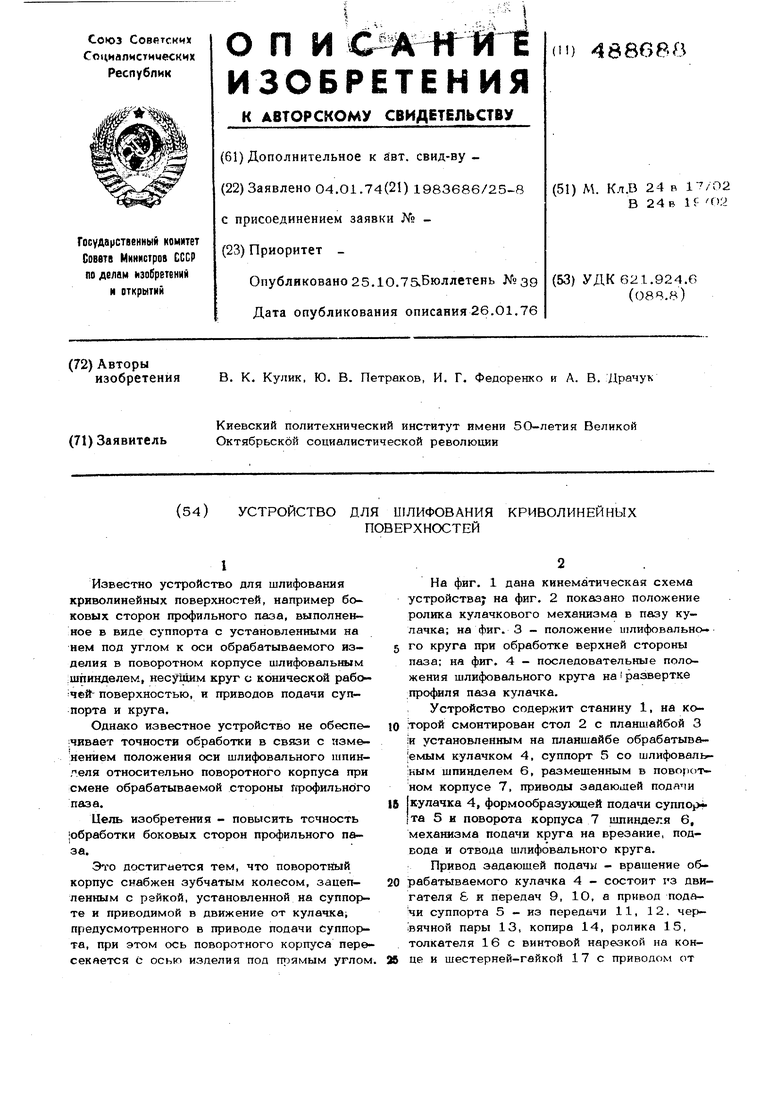
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Привод вращения устройства для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1230802A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2079399C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Станок для заточки многолезвийного инструмента с прямыми канавками | 1986 |
|
SU1395462A1 |
| Станок для заточки круглых пил | 1983 |
|
SU1222440A1 |
| Станок для шлифования канавок винтового режущего инструмента | 1981 |
|
SU1058493A3 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |