2. Станок по п. 1, отличающийся тем, что он дополнительно снабжен узлом центрирования изделия, выполненным в виде оправки и расположенной на ней несущей втулки с двухсторонним внутренним кону1
Изобретение относится к устройствам для заточки круглых пил и может быть использовано в станкостроении, инструментальной, деревообрабатьшаю- щей промышленности.
Цель изобретения - повьшение производительности и качества заточки круглых пил по передней, задней и боковым поверхностям зубьев и косой заточке зуба за счет выбора рациональной схемы базирования пилы и работы всего устройства в полуавтоматическом режиме.
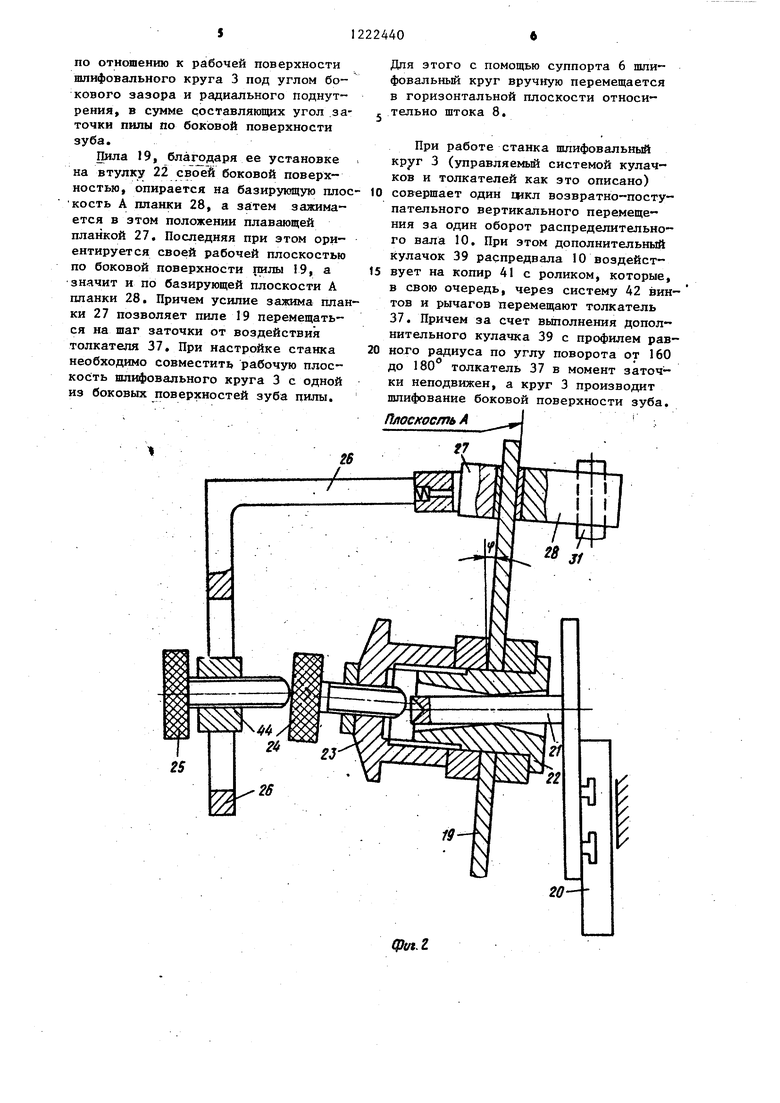
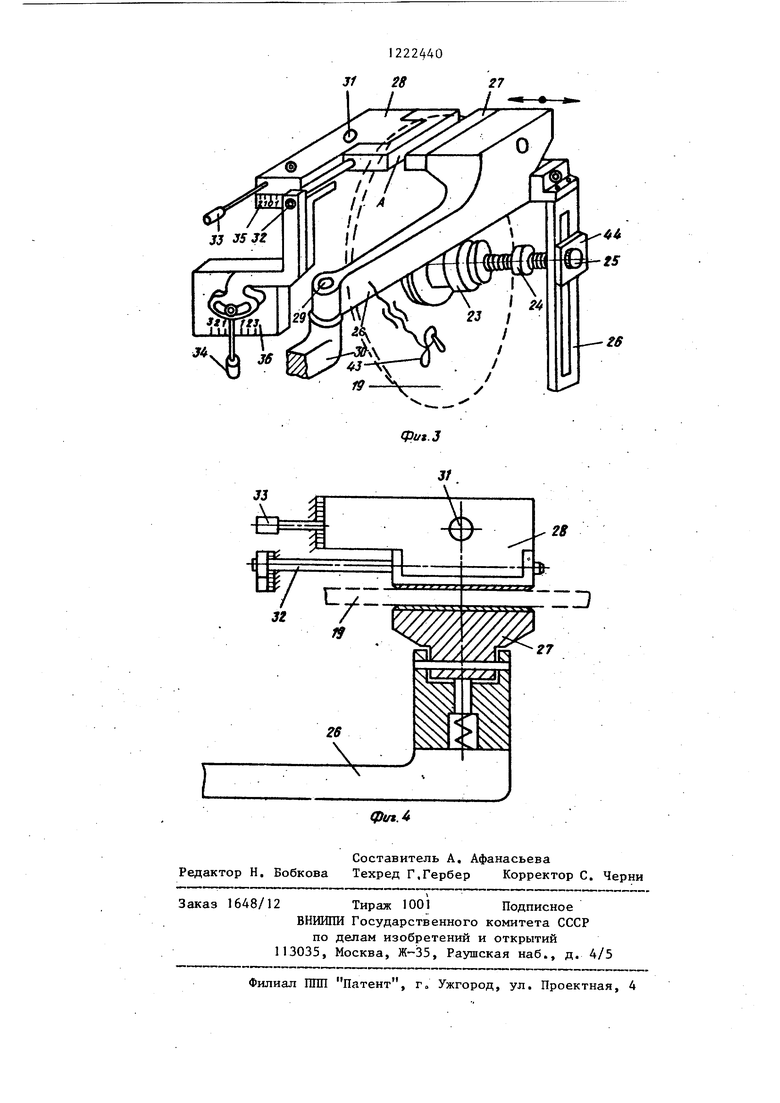
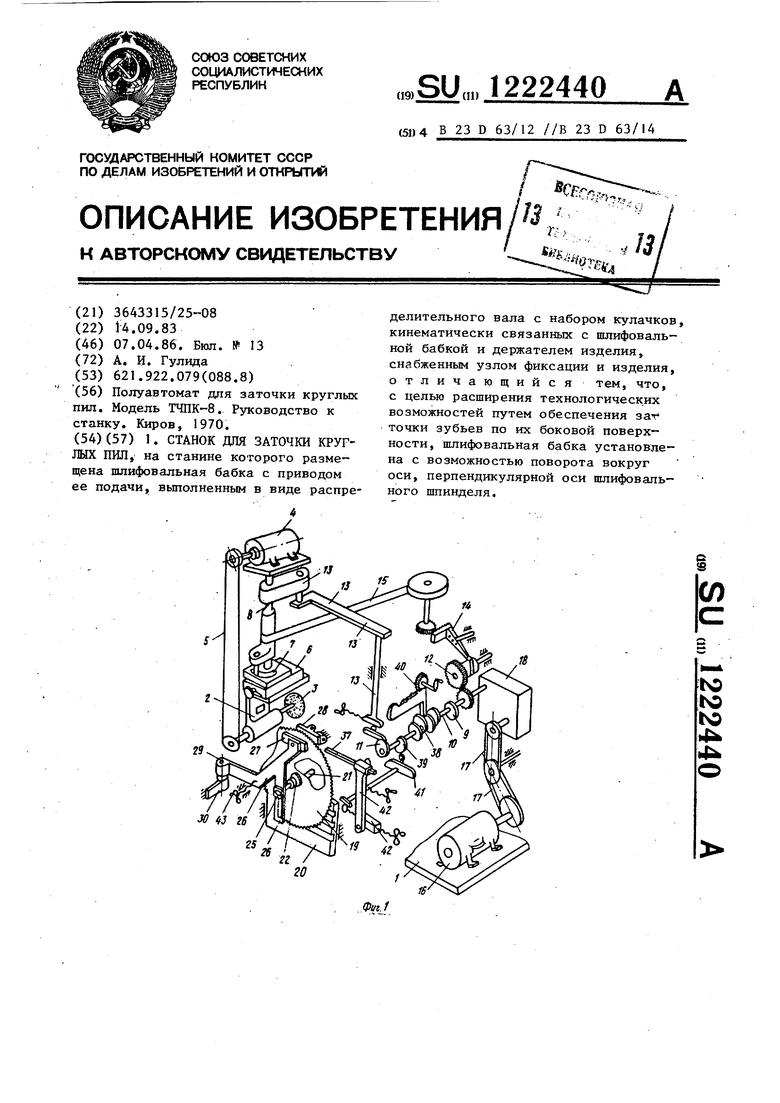
На фиг. 1 изображена схема станка; на фиг, 2 - узел центрирования пилы; на фиг. 3 - механизм зажима пилы; на фиг. 4 - то же, вид.
Станок для заточки круглых пил содержит станину 1, на которой крепятся основные узлы и механизмы станка, шлифовальную головку 2, шли- фовальньй круг 3, приводимый во вращение от электродвигателя 4 посредством клиноременной передачи 5, Шлифовальная головка 2 установлена на суппорте 6 горизонтальной настройки шлифовальной головки, на верхнем кронштейне которого выполнен паз 7 для разворота головки 2 относительно штока 8 при обработке боковой поверхности йубьев. Шток 8 имеет возможность перемещаться в вертикальной плоскости и поворачиваться относительно станины 1. Привод штока 8 осуществляется командоаппара- том 9 посредством распределительного вала 10, системы кулачков II, куЛач- ка-шестерни 12, системы копиров 13, рычага 14 и стальной ленты 15.
Крутящий момент на распределительный вал 10 командоаппарата 9 передается от электродвигателя 16 через две клиноременные передачи 17 и редуктора 18.
сом, а узел фиксации изделия выполнен в виде установленных на держателе двух планок, одна из которых расположена с возможностью разворота вокруг двух взаимно перпендикулярных осейо
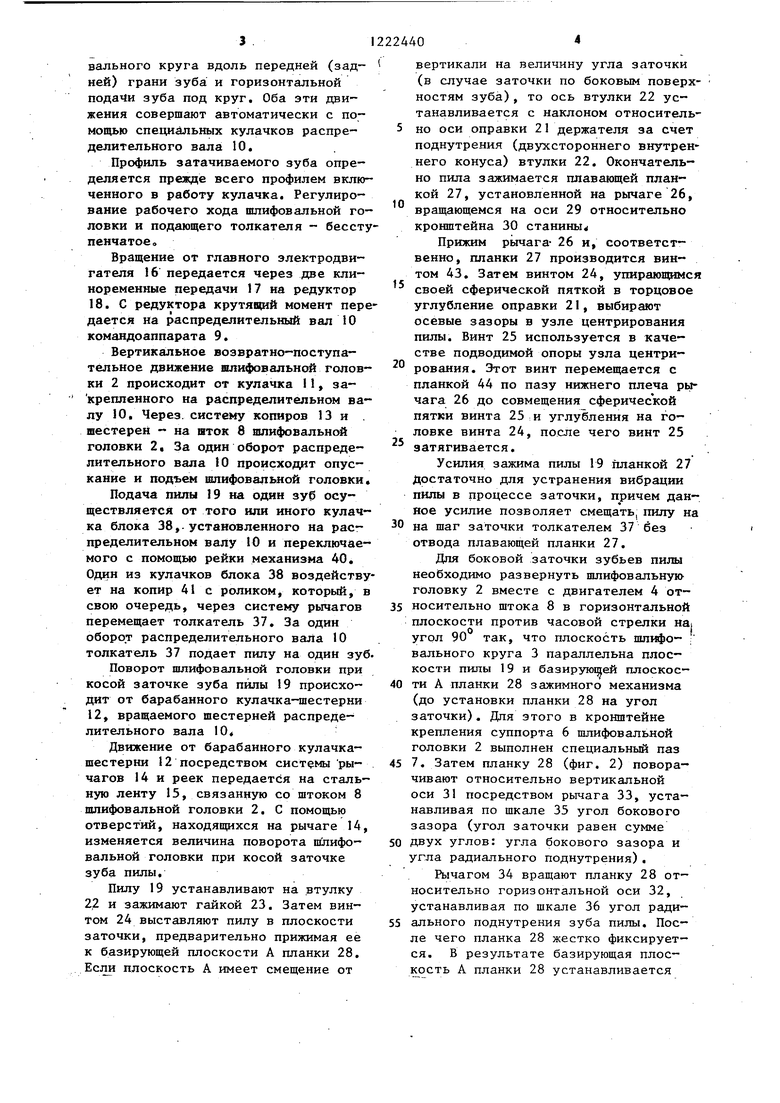
Для установки затачиваемой пилы 19 на станке имеется держатель 20, перемещаемый вертикально вручную (при настройке ) с помощью винтового
механизма (не показан). На держателе 2, жестко крепится горизонтально оправка 21 (фиг. 2), а которой расположена несущая втулка 22 крепг ления пилы 19. К узлу центрирования пилы 19 относится также гайка 23, винты 24 и 25, выполненные со сфе- рическими пятками для удобства зажима при установке пилы. Винт 25 установлен в пазу рычага 26 с возможностью вертикального перемещения вдоль паза.
Зажимная плавающая планка 27 крепится на верхнем плече рычага 26 и отводится от базирующей планки 28 при установке пилы 19. Отвод плавающей планки 27 осуществляется за счет поворота рычага 26 относительно оси 29 кронштейна 30.
Базирующая плоскость А планки 28 мэжет вращаться в двух взаимно перпендикулярных плоскостях относительно осей 31 и 32 посредством рычагов 33 и 34. Величина углов радиального поднутрения и бокового зазора, определяющих угол заточки, устанавливается по щкалам 35 и 36 настройки. Подача пилы 19 на шаг заточки осуществляется толкателем 37 от кулачков блока 38 или дополнительного кулачка 39, установленного на распределительном валу 10 командоаппарата.9. Движение на толкатель 37 передается посредством рейки механизма 40, копира 41, с роликом, системы винтов
и рычагов 42,
Станок работает следующим образом. Заточка зубьев пилы по передней и задней граням осуществляется в результате сочетания движения шлифо
вального круга вдоль передней (зад- ней) грани зуба и горизонтальной подачи зуба под круг. Оба эти движения совершают автоматически с помощью специальных кулачков распределительного вала 10,
Профиль затачиваемого зуба определяется прежде всего профилем включенного в работу кулачка. Регулирование рабочего хода шлифовальной головки и подающего толкателя - бесступенчатое
Вращение от главного электродвигателя 16 передается через две кли- ноременные передачи 17 на редуктор 18. С редуктора крутящий момент пере дается на распределительный вал JO командоаппарата 9.
Вертикальное возвратно-поступательное движение шлифовальной головки 2 происходит от кулачка I, за- крепленного на распределительном валу 10, Через, систему копиров 13 и . шестерен - на шток 8 шлифовальной головки 2| За один оборот распределительного вала 10 происходат опускание и подъем шлифовальной головки
Подача пилы 19 на один зуб осуществляется от того или иного кулачка блока 38,-установленного на распределительном валу 10 и переключаемого с помощью рейки механизма 40. Один из кулачков блока 38 воздействует на копир 41 с роликом, который, в свою очередь, через систему рычагов перемещает толкатель 37. За один оборот распределительного вала 10 толкатель 37 подает пилу на один зуб
Поворот шлифовальной головки при косой заточке зуба пилы 19 происходит от барабанного кулачка-шестерни 12, вращаемого шестерней распределительного вала 10«
Движение от барабанного кулачка- шестерки 12 посредством системы рычагов 14 и реек передается на стальную ленту 15, связанную со штоком 8 шлифовальной головки 2. С помощью отверстий, находящихся на рычаге 14, изменяется величина поворота шлифовальной головки при косой заточке зуба пилы.
Пилу 19 устанавливают на втулку 22 и зажимают гайкой 23. Затем винтом 24 выставляют пилу в плоскости заточки, предварительно прижимая ее к базирующей плоскости А планки 28. Если плоскость А имеет смещение от
вертикали на величину угла заточки (в случае заточки по боковым поверхностям зуба), то ось втулки 22 устанавливается с наклоном относитель- но оси оправки 21 держателя за счет поднутрения (двухстороннего внутреннего конуса) втулки 22. Окончательно пила зажимается плавающей планкой 27, установленной на рычаге 26, вращающемся на оси 29 относительно кронштейна 30 станины
Прижим рычага- 26 и, соответственно, планки 27 производится винтом 43. Затем винтом 24, упирающимся своей сферической пяткой в торцовое углубление оправки 21, выбирают осевые зазоры в узле центрирования пилы. Винт 25 используется в качестве подводимой опоры узла центрирования. Этот винт перемещается с планкой 44 по пазу нижнего плеча рычага 26 до совмещения сферической пятки винта 25 и углубления на головке винта 24, после чего винт 25 затягивается.
Усилия зажима пилы 19 планкой 27 Достаточно для устранения вибрации пилы в процессе заточки, причем данное усилие позволяет смещать, шшу на
на шаг заточки толкателем 37 без отвода плавающей планки 27.
Для боковой заточки зубьев пилы необходимо развернуть шлифовальную- головку 2 вместе с двигателем 4 от-
носительно штока 8 в горизонтальной плоскости против часовой стрелки Hai угол 90 так, что плоскость шлифовального круга 3 параллельна плоскости пилы 19 и базирующей гшоскости А планки 28 зажимного механизма (до установки планки 28 на угол заточки). Для этого в кронштейне крепления суппорта 6 шлифовальной головки 2 выполнен специальный паз
7. Затем планку 28 (фиг. 2) поворачивают относительно вертикальной оси 31 посредством рычага 33, устанавливая по шкале 35 угол бокового зазора (угол заточки равен сумме
двух углов: угла бокового зазора и угла радиального поднутрения).
Рычагом 34 вращают планку 28 относительно горизонтальной оси 32, устанавливая по шкале 36 угол ради-
ального поднутрения зуба пилы. После чего планка 28 жестко фиксируется. В результате базирующая плоскость А планки 28 устанавливается
по отношению к рабочей поверхности шлифовального круга 3 под углом бокового зазора и радиального поднутрения, в сумме составляющих угол заточки пилы по боковой поверхности зуба.
Пила 19, благодаря ее установке на втулку 22 своей боковой поверхностью, опирается на базирующую пло кость А планки 28, а за:тем зажимается в этом положении плавающей планкой 27, Последняя при этом ориентируется своей рабочей плоскостью по боковой поверхности гшлы 19, а значит и по базирующей плоскости А планки 28, Причем усилие зажима плаки 27 позволяет пиле 19 перемещаться на шаг заточки от воздействия толкателя 37, При настройке станка необходимо совместить рабочую плос- коЬть шлифовального круга 3 с одной из боковых поверхностей зуба пилы.
Для этого с помощью суппорта 6 шли- фовальньй круг вручную перемещается в горизонтальной плоскости относи- тельно штока 8,
При работе станка шлифовальный круг 3 (управляемьй системой кулачков и толкателей как это описано)
совершает один шкл возвратно-поступательного вертикального перемещения за один оборот распределительного вала 10, При этом дополнительный кулачок 39 распредвала 10 воздействует на копир 41 с роликом, которые, в свою очередь, через систему 42 винтов и рычагов перемещают толкатель 37, Причем за счет выполнения допол нительного кулачка 39 с профилем равного радиуса по углу поворота от 160 до 180 толкатель 37 в момент заточки неподвижен, а круг 3 производит шлифование боковой поверхности зуба,
Плоскос/пьА
и
т-к
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки боковых граней зубьев инструмента | 1981 |
|
SU1006170A1 |
| Станок для заточки боковых сторон зубьев пил | 1987 |
|
SU1491629A1 |
| Станок для заточки инструмента | 1989 |
|
SU1761392A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИФФУЗИОННЫХ НОЖЕЙ | 1970 |
|
SU270527A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ ЛЕНТОЧНЫХ ДЕЛИТЕЛЬНЫХ | 1967 |
|
SU205519A1 |
| Станок для профильной заточки пил | 1988 |
|
SU1703307A1 |
| Станок для профильной заточки пил | 1985 |
|
SU1305975A2 |
| Станок для профильной заточки пил | 1979 |
|
SU803257A1 |
| Станок для заточки боковых граней зу-бьЕВ пил | 1979 |
|
SU850337A1 |
| Устройство для боковой заточки твердосплавных пил | 1990 |
|
SU1780996A1 |
28
Составитель А. Афанасьева Редактор Н. Бобкова Техред Г.Гербер Корректор С. Черни
Заказ 1648/12 Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г, Ужгород, ул. Проектная, 4
| Полуавтомат для заточки круглых пил | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Руководство к станку | |||
| Киров, 1970 | |||
