иа быть жестко сцентрирована относительно узла подвижных игл 2 и направляющего стержня 4.
Устройство работает следующим образом.
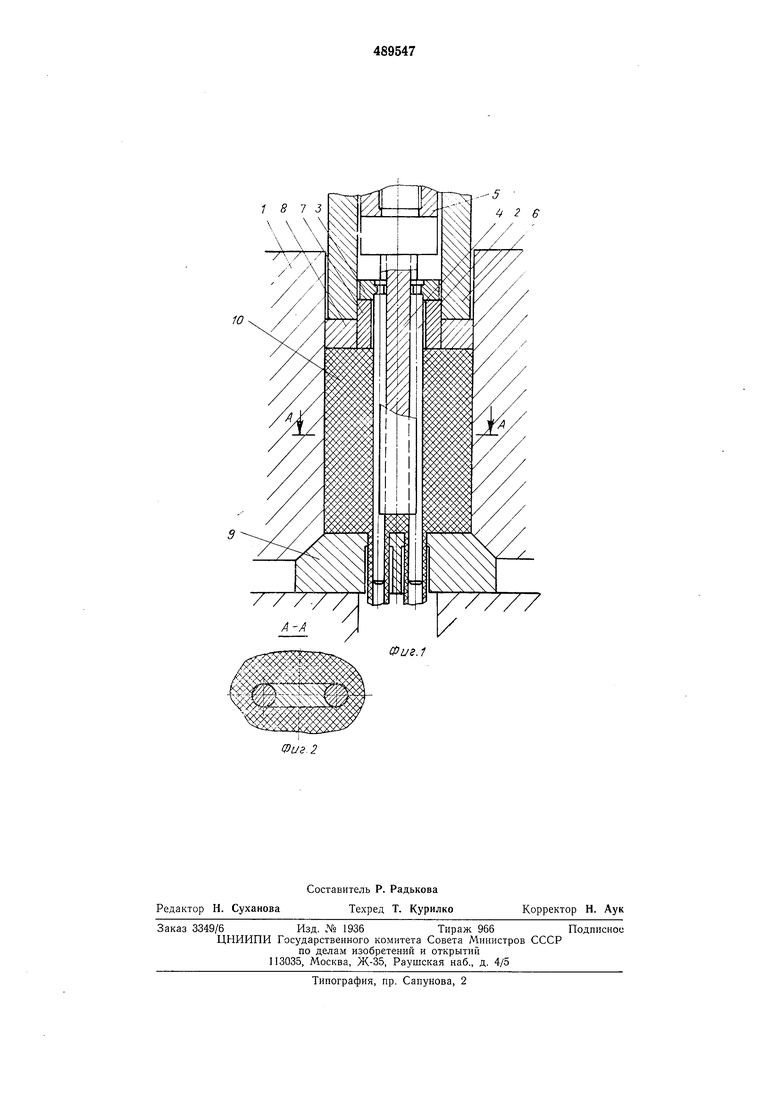
Слиток 10 помещается в контейнер 1. Узел 5 для прощивки слитка находится в заднем крайнем положении. После распрессовки слитка 10 включается узел для прощивки и перемещается вперед направляющий стержень 4, который фланцем упирается в иглодержатель 3 и перемещает его вместе с подвижными прессовыми иглами 2 также вперед, прощивая слиток. Крайнее переднее положение узла для прощивки должно быть ограничено так, чтобы передний торец направляющего стержня 4 находился па расстоянии, равном одному-двум диаметрам подвижной иглы 2 от матрицы 9, которое в процессе прессования остается неизменным, при этом длина прессовых игл 2 должна быть такой, чтобы их передние концы выступали за рабочие пояски каналов матрицы 9. По окончании прощивки начинается прессование. Вытекающий металл стремится выдернуть иглы 2, однако этому препятствует иглодержатель 3, опирающийся на опорную втулку 7.
В процессе прессования подвижные прессовые иглы 2 перемещаются со скоростью перемещения пресс-щтемпеля 6. По окончании
прессования пресс-щтемпель 6 отводится назад, выдергивая тем самым иглы 2 из прессостатка. Далее все операции осуществляются как при обычном прессовании.
Таким образом, предлагаемое устройство не позволяет прессовым иглам 2 сблизиться в процессе прессования, а перемещение игл предохраняет их от чрезмерного местного перегрева, что увеличит их стойкость.
Предмет изобретения
Устройство для многоканального прессования полых изделий, содержащее контейнер и
заходящий в него пресс-щтемнель, в полости которого установлен с возможностью относительного осевого перемещения прощивной узел с жестко закрепленными на его рабочем торце калибрующими иглами, отличающееся тем, что, с целью создания равновесия игл в очаге деформации при расстоянии между ними менее 0,4 диаметра контейнера, оно снабжено размещенным между иглами жестко прикрепленным одним концом к прощивному узлу стержнем с продольными пазами для размещения в них игл, а также неподвижно установленной внутри пресс-щтемпеля охватывающей калибрующие иглы опорной втулкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прошивки заготовок под прессование | 1982 |
|
SU1037991A1 |
| Устройство для прессования полых профилей | 1976 |
|
SU588033A1 |
| Горизонтальный трубопрофильный гидравлический пресс | 1975 |
|
SU536068A2 |
| Инструмен для прессования труб | 1974 |
|
SU489546A1 |
| Способ прессования труб | 1979 |
|
SU845930A1 |
| Устройство для прессования полыхпРОфилЕй | 1979 |
|
SU837436A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЧНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2313412C2 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| ИНСТРУМЕНТ К ПРЕССУ С САМОСТОЯТЕЛЬНЫЛ< ПРОШИВНЫМ УСТРОЙСТВОМ | 1972 |
|
SU360126A1 |