Известны способы регулирования уровня металла в кристаллизаторе устаповки непрерывной разливки путем воздействия на стопорные устройства разливочных емкостей.
11редложенный способ отличается тем, что вводят корректирующий сигнал о состоянии стопорных устройств, вызванном нх износом и заменой элементов литннковой системы.
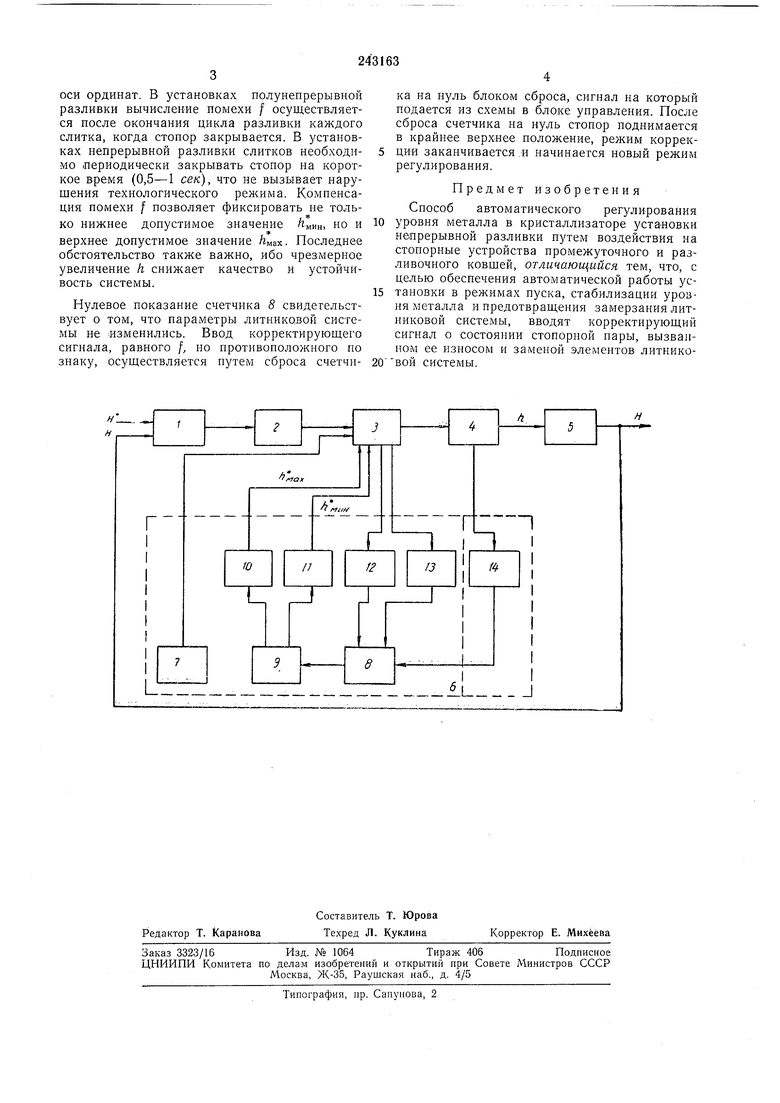
Структурная схема, реализующая способ автоматического регулнровання уровня металла в кристаллизаторе, нредставлена на чертеже.
Основной контур регулирования включает в себя измеритель уровня 7, пропорционально-интегральный регулятор 2, блок управления 3, исполнительный механизм 4 со стопором и объект 5. К блоку управления 3 подключено вычислительное устройство 6, включающее в себя программный блок 7, реверсивный счетчик 8, дешифратор 9, блок W ограничения открывания, блок // ограничения закрывания, блок 12 реверса счетчика и блок 13 сброса. С исполнительным механизмом связан специальный датчик импульсов 14.
В соответствии с командами программного блока 7 система работает либо в режиме регулирования, либо в режиме коррекции. В режиме регулирования осуществляется измерение действительного уровня металла в
кристаллизаторе Н, сравнение его с заданным значением Н и устранение рассогласования (Я-Н) путем соответствующего леремещеиия стопора h. При этом контролнруется истинное положение стопора при помощи реверсивпого счетчика 8, импульсы на вход которого поступают от датчика М. Для возможности алгебраического суммирования импульсов при подъеме п опускании стопора счетчик управляется блоком реверса 12, который получает ннфop aцию от блока управления 3. По достижении стонором крайних положений {верхнего и ннжнего) через дешифратор 9 срабатывают соответственно блоки 10 и // ограничения открывания и закрывания и отключают иснолнительный механизм 4.
В режиме коррекции блок управления 3 отключается от регулятора 2 и осуществляет пробное неремещение стопора но циклу: закрывание до улора - пауза - полное открывание. Содержимое счетчика 8 в момент достижения стонором упора характеризует величину помехп f, связанной с нестабильностью характеристик литниковой системы. Измерение помехи производят по результатам косвенных измерений, а именно по зависимости подъема стопора h от угла поворота исполнительного механизма 4. При наличии помехи происходит смещение характеристпки вдоль оси ординат. В установках полунепрерывной разливки вычисление помехи / осуществляется после окончания цикла разливки каждого слитка, когда стопор закрывается. В установках непрерывной разливки слитков необходиМО периодически закрывать стопор на короткое время (0, сек), что не вызывает нарушения технологического режима. Компенсация помехи f позволяет фиксировать не только нижнее допустимое значение /г„ин, но и верхнее допустимое значение Лмах. Последнее обстоятельство также важно, ибо чрезмерное увеличение h снижает качество и устойчивость системы. Нулевое показание счетчика 8 свидетельствует о том, что параметры литниковой системы не изменились. Ввод корректирующего сигнала, равного f, но противоположного по знаку, осуществляется путем сброса счетчика на нуль блоком сброса, сигнал на который подается из схемы в блоке управления. После сброса счетчика на нуль стопор поднимается в крайнее верхнее положение, режим коррекции заканчивается .и начинается новый режим регулирования. Предмет изобретения Способ автоматического регулирования уровня металла в кристаллизаторе установки непрерывной разливки путем воздействия на стопорные устройства промежуточного и разливочного ковшей, отличающийся тем, что, с целью обеспечения автоматической работы установки в режимах пуска, стабилизации уровня металла и предотвращения замерзания литниковой системы, вводят корректирующий сигнал о состоянии стопорной пары, вызванном ее износом и заменой элемеитов литниковой системы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления машиной непрерывной разливки стали | 1962 |
|
SU490091A1 |
| Способ регулирования уровня металлаВ КРиСТАллизАТОРЕ | 1979 |
|
SU829327A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Система для автоматического управления машиной непрерывной разливки стали | 1963 |
|
SU512467A1 |
| СПОСОБ РАСПРЕДЕЛЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1972 |
|
SU356039A1 |
| Система автоматического управления машиной непрерывного литья заготовок | 1982 |
|
SU1047584A1 |
| Устройство для управления процес-COM НЕпРЕРыВНОй РАзлиВКи МЕТАллОВ | 1979 |
|
SU804190A1 |
| Способ регулирования температуры жидкой стали,разливаемой на машине непрерывной разливки,и устройство для его осуществления | 1983 |
|
SU1158286A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Устройство для управления уровнем металла в кристаллизаторе установки непрерывной разливки стали | 1982 |
|
SU1052317A1 |
