1
Изобретение относится к области производства электросварочных труб.
Известен способ ориентирования полосы относительно оси формовочного стана при производстве сварных прямошовных труб путем поперечного воздействия на полосу эджерпыми валками, удерживающими полосу от поперечного смещения.
Однако этот способ может привести к ломке кромок полосы (особенно тонкостенной) и, следовательно, к ухудщению качеств труб.
С целью повыщения качества труб предложен способ, по которому поперечное воздействие на полосу осуществляют разворотом одного из горизонтальных валков с открытым калибром относительно перемещаюпхейся полосы.
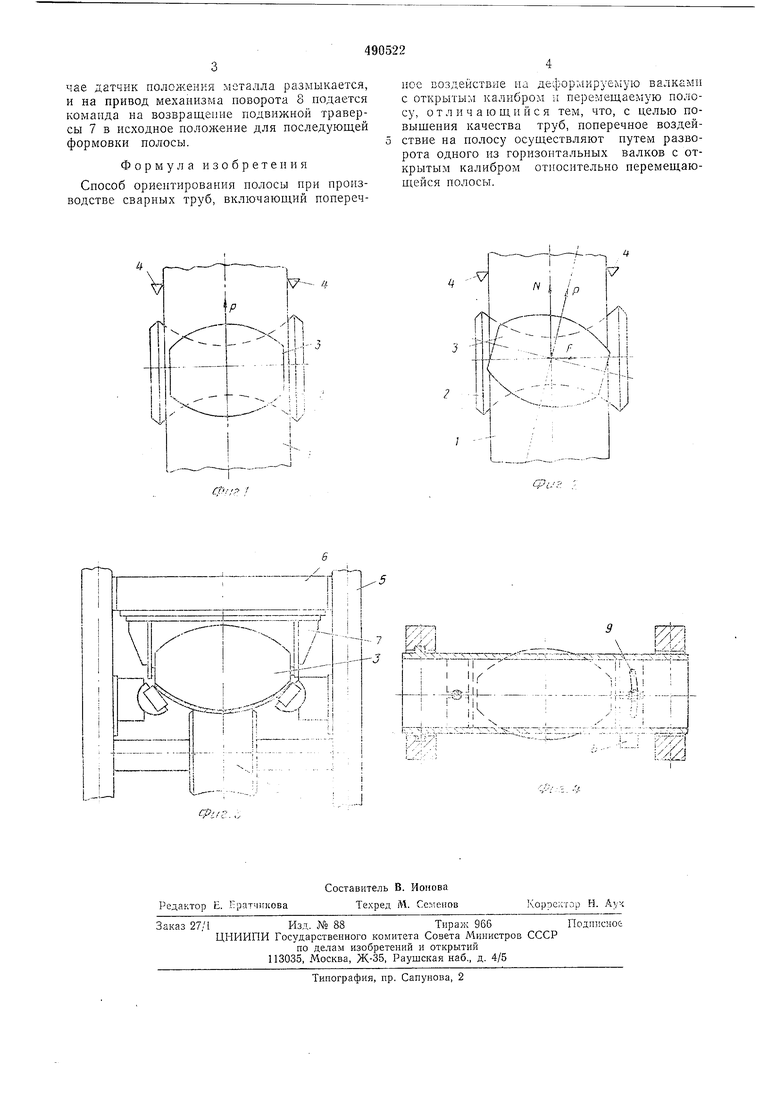
На фиг. 1 схематично изображено взаимное расположение формуемой полосы, валков н датчиков положения металла до смещения полосы с оси фор.мовочного стана; на фиг. 2 - то же, во время смещения полосы; на фиг. 3- клеть для осуществления предложенного способа; на фиг. 4 - то же, вид в плане.
На чертежах изображены: формируемая полоса 1, нижний 1приводной валок 2 горизонтальной клети, верхний неприводной валок 3, датчики 4 положения металла, станина рабочей клети 5 с ноперечиной 6, -подвижная траверса 7, несущая верхний валок 3. Подвижная
траверса 7 установлена с возможностью перемещения от механизма поворота 8 в нормальном назу 9 поперечины 6.
Ориентирование полосы осуществляется следующим образом. В процессе формовки трубы положение кромок формуемой полосы контролируется бесконтактными датчиками 4 положения металла. В процессе формовки возможно смещение полосы с оси формовочного стана. В этом случае необходимо ориентировать полосу относительно оси формовочного стана путем поперечного воздействия на полосу.
Поперечное воздействие на полосу осуществляют разворотом верхнего неприводного валка 3 относительно нижнего приводного валка 2.
Для этого (поскольку кромка полосы перекрывает один из датчиков 4 положения металла при смещении полосы с осн формовочного
стана) датчик дает команду на включение привода механизма поворота 8 подвижной траверсы 7, и при этом верхний валок 3, закрепленный на подвижной траверсе 7, разворачивается на угол +а относительно оси иижнего валка 2. В результате разворота верхнего валка 3 тянущие усилия перераспределяются таким образом, что возникает поперечная сила F, которая воздействует на формуемую полосу 1 в поперечном направлении и
возвращает ее на ось формовки. В этом случае датчик пололсения металла размыкается, и на привод механизма поворота 8 подается команда на возвращепне подвижной траверсы 7 в исходное положение для последующей формовки полосы.
Формула изобретения
Способ ориентирования полосы при производстве сварных труб, включающий поперечное воздействие на деф0р; 1ируемую валками с открытым калибром и перемещаемую полосу, о т л и ч а 10 щ и и с я тем, что, с целью повыщения качества труб, поперечное воздействие на полосу осуществляют путем разворота одного из горизонтальных валков с открытым калибром относительно перемещающейся полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| Формовочный стан | 1973 |
|
SU490523A1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1988 |
|
SU1523210A1 |
| Клеть трубоформовочного стана | 1978 |
|
SU721141A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Рабочая клеть трубоформовочного стана | 1988 |
|
SU1724404A1 |
| Формовочный стан | 1975 |
|
SU599882A1 |
/. 3 Ш
