(54) ИНСТРУМЕНТ ДЛЯ НАКАТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КО;ТЕС
ного выхода инструмоита при обработке. В то же в этой конструкции инструмента НС onfK;ae/ioHa оптимальная uin)Hfia калибруюи1е1о участка для различных типоразмеров зубчатых колес,
Идя обеспечения возможности обработки цилиндрических зубчатых колес с закрытым венцом при высокой точности и качестве обработки в предлагаемой конструкции инструмента калибрующий участок на каждой из боковых поверхностей зубьев CMeuieH в направлении заборного участка, причем ширина заборного К , калибрующего f и предохранительного участка выбрана из соотношения:
, 5,84Аллл; f (О,- -0,4)т,
(,,84 лчлч,
где 6 - ширина заборного участка;
- ширина калибрующего участка; )71 - модуль накатника; Ъ - ширина предохранительного участка.
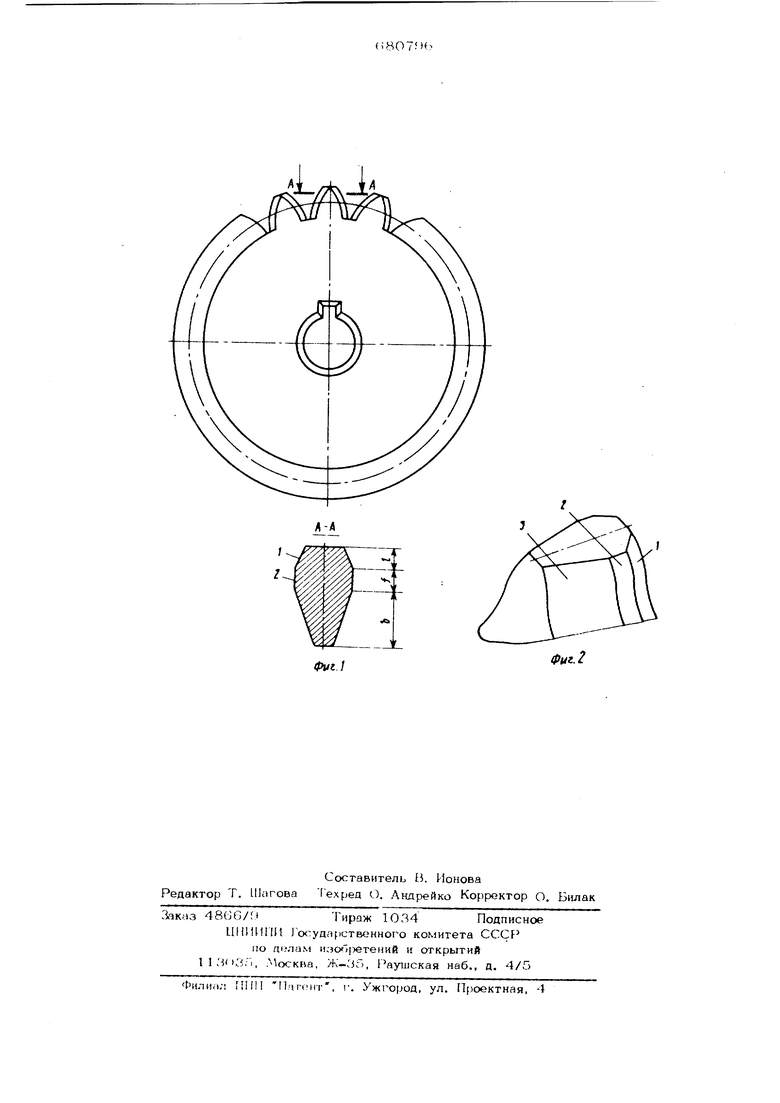
На фиг. 1 показан предлагаемый инструмент, общий вид и сечение А-А; на фиг. 2 изображен зуб в аксонометрии.
Боковые поверхности зубьев инструмента содержат заборный участок 1 шириной € , калибрующий участок 2 шириной f и предохранительный участок 3 шириной b .
Асспметричное расположение калибрующего участка 2 и ограничение ширины заборного участка 1 обеспечивает обработку закрытых венцов цилиндрических зубчатых колес. Ограничение ширины калибрующего участка обусловлено тем, чт при такой ширине обеспечивается наилучшая исправляемость погрешностей и высокое качество обрабатываемой поверхности.
Ассиметричное расположение калибрующего участка 2 обеспечивается выполнением предох.1анительного участка 3 по ширине b бол) lie суммарной ширины заборного 1 и калибрующего участка 2.
Обработка цилиндрических зубчатых колес с закрытым ЕЮНЦОМ )едлагаемым
инструментом осуществляется на обычных зубошевинговальных станках путем обкатки с обрабатываемой деталью и с продольной подачей инструмента (или стола
с изделием). Обработка производится за один или два хода инструмента.
Применение предлагаемой конструкции на сатника позволит по сравнению с эталонными накатниками с тупыми кромками
повысить точность обработки и использо-3 вать серийное оборудование (зубошевин- говальные станки), а по сравнению с зу- бошевингованием позволит повысить производительность в 4-5 раз.
Такие накатники можно применять
также при горячем и холодном накатывании венцсю цилиндрических зубчатых колес.
Формула изобретения
Инструмент для накатки цилиндрических зубчатых колес, выполненный в виде зубчатого колеса, боковые поверхности зубьев которого имеют заборный, калибрующий и предохранительный участки, отличающийся тем, что, с целью обеспечения возможности обработ- ки колес с закрытым зубчатым венцом, калибрующий участок смещен в направлении заборного участка, при этом ширина заборного, калибрующего и предохранительного участков выбрана из соотношекия:
е O,77iTi + Ъ,84 ллм, .-f -0,4)m, , Э,е4ллЛ; где 6 - ширина заборного участка;
f - ширина калибрующего участка;
(71 - модуль инструмента;
t) - ширина предохранительного
участка.
Источники информации, принятые во внимание при экспертизе
1.Патент СССР № 364146 кл. В 21 Н 5/02, 29.09.7О.
2.Сухоруков Ю. И. Производство зубчатых передач и вопросы надежности.
Омск, 1974, с. 112.
Фиг. 2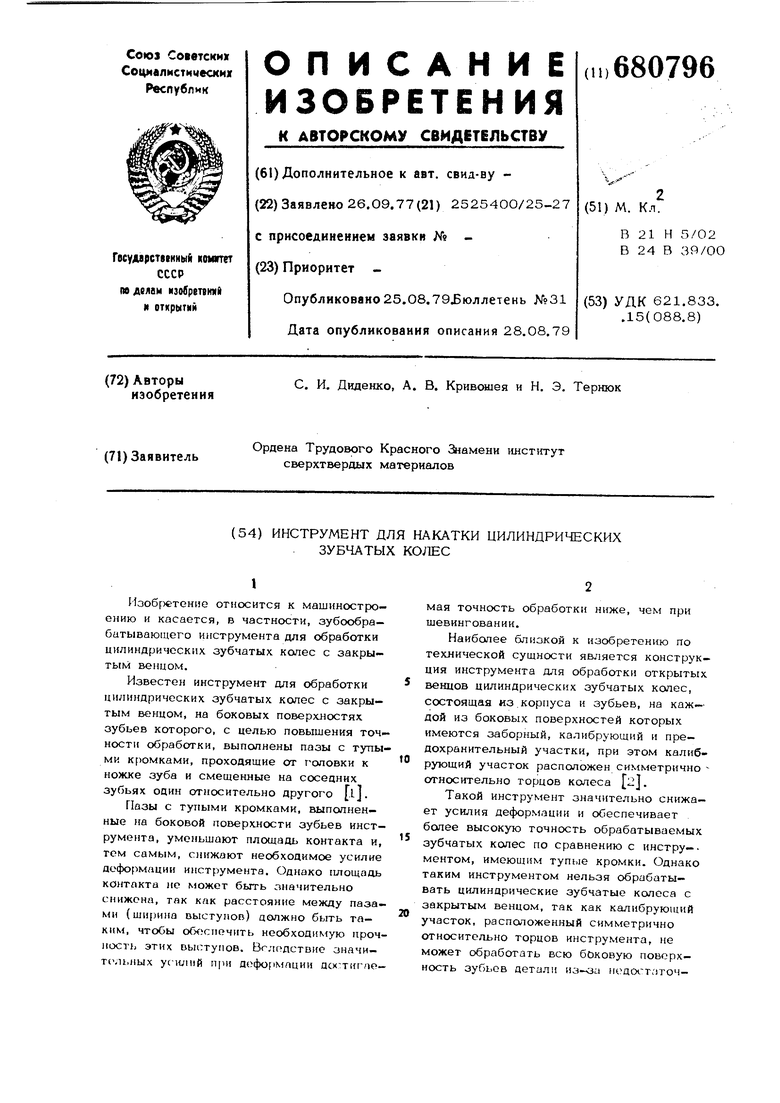
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ накатывания зубчатых профилей | 1989 |
|
SU1706770A1 |
| Зубчатый обкатной инструмент | 1980 |
|
SU893360A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| Способ накатки зубчатых колес | 1987 |
|
SU1710174A1 |
| Накатник для обработки цилиндрических зубчатых колес | 1980 |
|
SU912367A1 |
| Дисковой инструмент для обкатки зубьев зубчатых колес | 1980 |
|
SU869924A1 |
| Способ получения зубчатых профилей | 1989 |
|
SU1639857A1 |
| Способ накатки цилиндрического зубчатого профиля | 1985 |
|
SU1489909A1 |
| Зубчатый обкатной инструмент | 1981 |
|
SU963657A1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |