Как известно, формовочные машины снабжаются прессов 1м механизмом только для мелких и средних опок, крупные же формовочные машины не имеют этих механизмов. Причина отсутствия подпрессовки у машин для больших опок объясняется тем, что начиная с некоторых размеров прессовые поршни получаются слишком большие, имеющие конструктивно нерациональные размеры. Практически подпрессовка заменяется здесь ручной подтрамбовкой, представляющей процесс значительной трудоемкости.
Предлагаемое изобретение имеет в виду расширить пределы применения механической подпрессовки путем допущения возможности значительного сокращения диаметров прессовых поршней, а также допущения вариантов передачи функций последних встряхивающим и вытяжным поршням.
С этой целью применен ступенчатый масляный нагнетательный насос, присоединенный к общему с обычным масляным баллоном трубопроводу сжатого воздуха. Насос этот приключается к прессовому цилиндру формовочной мЬшины по отключении от последнего масляного баллона.
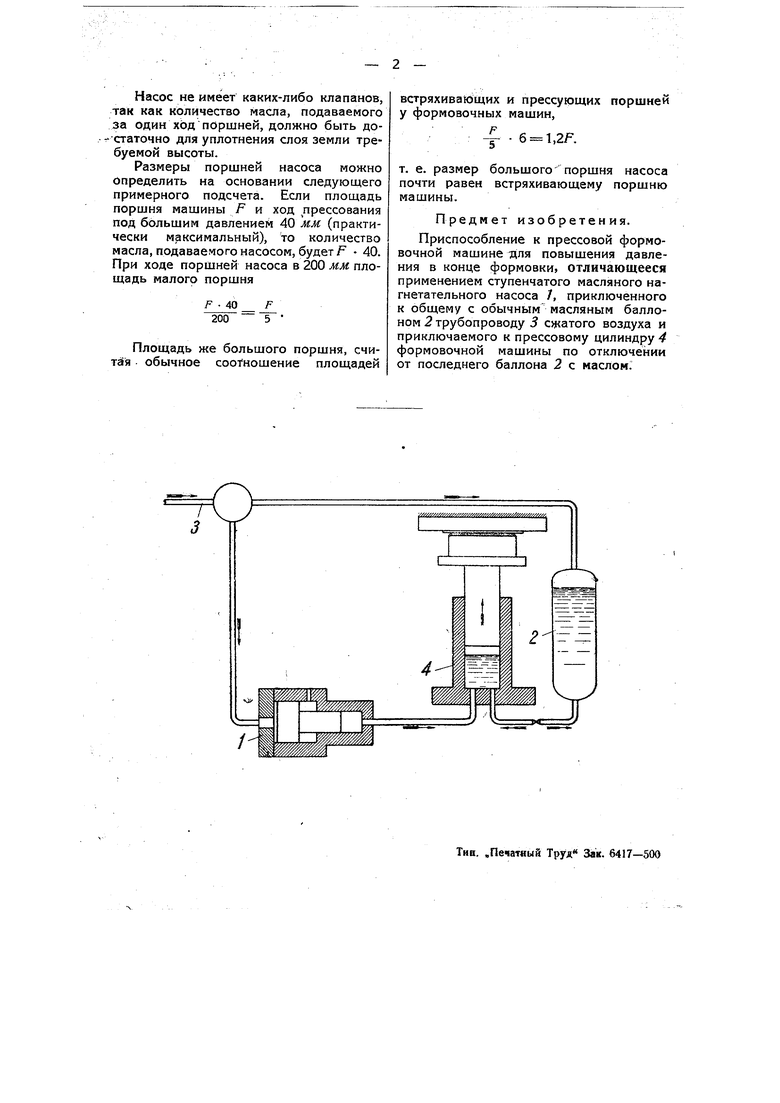
На чертеже изображена общая схема установки предлагаемого приспособления к прессовой формовочной машине.
К трубопроводу 3 сжатого воздуха с обычным масляным баллоном 2 приключен ступенчатый масляный нагнетательный насос /. Под встряхивающий, прижимной или прессовой поршень формовочной машины вводится предварительно масло из баллона 2, нагнетаемое под действием сжатого воздуха из компрессора при давлении от 5 до 7 атм. После того, как это масло доведет поршень до того положения, когда верхний слой земли в опоке прижмется к прессовой плите, маслопровод от баллона к цилиндру - выключается и вводится в действие ступенчатый насос 7, нагнетающий под поршень незначительную добавочную порцию масла под большим давлением.
По окончании прессовки действие насоса 7 прекращается и масло под весом поршня и прессового стола возвращается в баллон. За счет сопротивления при обратном стоке масла порщень машины медленно опускается, что может быть использовано в целях плавной протяжки или выема модели. Требуемая сила прессования достигается соответственным давлением масла, подаваемого насосом, что в свою очередь осуществляется подбором соотношения площадей большого и малого поршня насоса.
Насос не имеет каких-либо клапанов, ак как количество масла, подаваемого за один ход поршней, должно быть достаточно для уплотнения слоя земли требуемой высоты.
Размеры поршней насоса можно Определить на основании следующего примерного подсчета. Если площадь поршня машины F и ход прессования под большим давлением 40 мм (практически максимальный), то количество масла, подаваемого насосом, будет F 40. При ходе поршней насоса в 200 мм площадь малого поршня
F 5
F 40 200
Площадь же большого поршня, считая обычное соотношение площадей
встряхивакЭщих и прессующих поршней у формовочных машин,
- 6 1 2F 5
т. е. размер большого поршня насоса почти равен встряхивающему поршню машины.
Предмет изобретения.
Приспособление к прессовой формовочной машине тдля повышения давления в конце формовки, отличающееся применением ступенчатого масляного нагнетательного насоса /, приключенного к общему с обычным масляным баллоном 2 трубопроводу 3 сжатого воздуха и приключаемого к прессовому цилиндру 4 формовочной машины по отключении от последнего баллона 2 с маслом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |
| Формовочная машина для изготовления песчаных полуформ в крупногабаритных опоках | 1962 |
|
SU150982A1 |
| Прессово-встряхивающая формовочная машина | 1982 |
|
SU1090489A1 |
| Формовочная машина | 1985 |
|
SU1297985A1 |
| Устройство для уплотнения формовочной смеси в опоке многоплунжерной головкой | 1990 |
|
SU1722681A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
| Формовочная машина | 1974 |
|
SU481363A1 |
| Формовочная машина для изготовления форм | 1976 |
|
SU747609A1 |

