Уже известны машины карусельного унпа для непрерывной отливки деталей из чугуна в постоянные раздвижные формы, для открывания которых используется неподвижный эксцентриковый жолоб для направления роликов, связанных с подвижными половинами форм.
Согласно изобретению в подобного рода машине подвижными выполнены наружные половины форм.
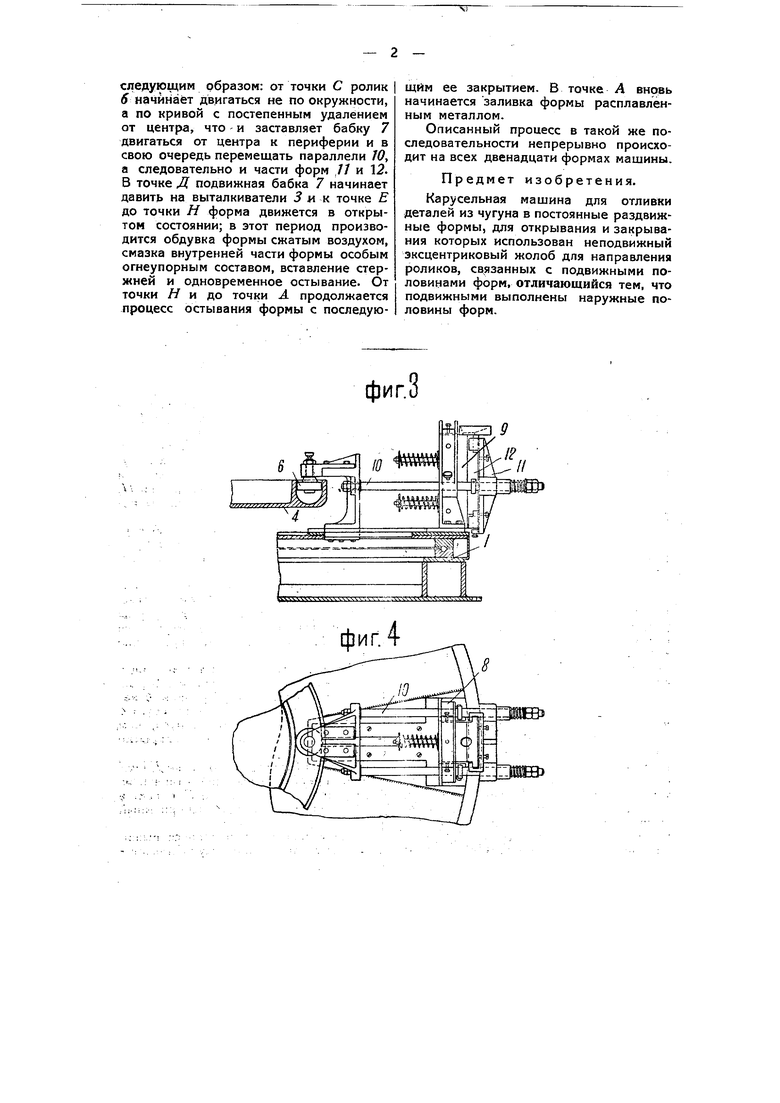
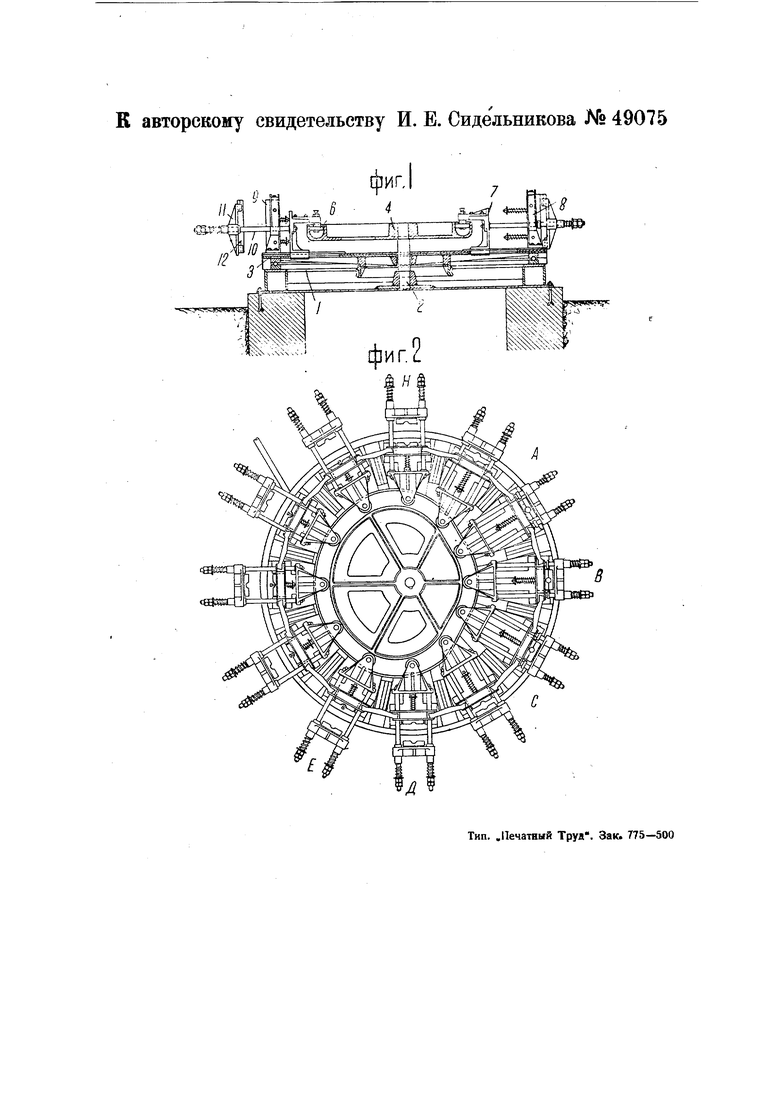
На чертеже фиг. 1 изображает разрез машиньг, фиг. 2-ее вид сверху; фиг, 3 и 4-частичный вид машины в двух проекциях.
Предлагаемая машина для отливки деталей из чугуна выполнена в виде карусели, несущей двенадцать постоянных чугунных форм, в которые и производится отливка. Изделия после остывания выбрасываются автоматически из форм особыми устройствами.
Машина состоит из круглой фундаментальной плиты /, в центре которой укреплена неподвижная ось, около которой расположен стол 3, опирающийся на шаровые опоры и приводимый во вращение от мотора. В верхней части оси 2 жестко укреплен круг с эксцентриковым жолобом 4. При вращении стола 3 и движении его роликов б по эксцентриковому жолобу 4 бабки 7 движутся в радиальных направляющих стола. На столе 3 жестко закреплены по
окружности двенадцать штук крепительных хомутов 8 постоянных форм 9, в каждой же бабке 7 жестко, прикреплено по две штуки параллелей W, которые свободно скользят в крепительных хомутах 8; на свободных концах -параллелей жестко закреплены упорные подушки /7, а к последним жестко прикреплены подвижные части форм /2.
При работе машины в точке А чертежа форма находится в готовом закрытом состоянии для заливки ее расплавленным металлом. Стол, а следовательно и все его двенадцать форм вращаются в направлении по часовой стрелке. Заливка производится на ходу формы из специального ковща, движущегося по кривой, соответствующей вращению стола.
От точки В чертежа до точки С идет процесс затвердевания отливки в форме. В промежутках АВ и ВС ролики 6 катятся по пазу эксцентрикового круга 4 в месте наименьшего его радиуса, чем и обеспечивается плотное закрытие форм.
От точки С чертежа до точки Д прО исходит процесс выжимания отливки из формы и отливка в точке Е падает в установленный около машины приемный бак.
Раскрывание форм и процесс выжимания отливки из них осуществляется
следующим образом: от точки С ролик б начинает двигаться не по окружности, а по кривой с постепенным удалением от центра, что и заставляет бабку 7 двигаться от центра к периферии и в свою очередь перемещать параллели W, я следовательно и части форм ,// и 12. В точке Д подвижная бабка 7 начинает давить на выталкиватели 3 и к точке Е до точки // форма движется в открытом состоянии; в этот период производится обдувка формы сжатым воздухом, смазка внутренней части формы особым огнеупорным составом, вставление стержней и одновременное остывание. От точки // и до точки А продолжается процесс остывания формы с последующим ее закрытием. В точке А начинается заливка формы расплавленным металлом.
Описанный процесс в такой же последовательности непрерывно происходит на всех двенадцати формах машины.
Предмет изобретения.
Карусельная мащина для отливки деталей из чугуна в постоянные раздвижные формы, для открывания и закрывания которых использован неподвижный эксцентриковый жолоб для направления роликов, связанных с подвижными половинами форм, отличающийся тем, что подвижными выполнены наружные половины форм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заливки изложниц легкими материалами или их сплавами | 1934 |
|
SU45722A1 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ ПОД ДАВЛЕНИЕМ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1936 |
|
SU49076A1 |
| Литейная машина для одновременной отливки в несколько постоянных металлических форм | 1926 |
|
SU4914A1 |
| Машина для крепления подошвы обуви | 1953 |
|
SU100781A2 |
| МАШИНА ДЛЯ ОТЛИВКИ ПОД ДАВЛЕНИЕМ | 1930 |
|
SU45558A1 |
| ЛИТЕЙНАЯ МАШИНА | 1949 |
|
SU85264A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| КИРПИЧНЫЙ ПРЕСС | 1931 |
|
SU29781A1 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| МАШИНА ДЛЯ ЛИТЬЯ | 1938 |
|
SU55084A1 |
фиг.З

