1
Изобретение относится к области весоизмерительной техники.
Известны автоматические конвейерные весы, содержащие встроенную между рабочей и холостой ветвями конвейера грузонриемную раму с секцией роликов, датчики веса и скорости, нодключеииые к входу блока перемножения сигналов, другой вход которого соединен с блоком установки нуля, а вы.ход через блок обработки сигнала подключен к блоку регистрации.
Эти весы не обеспечивают требуемую точность, так как участки конвейерной ленты различаются по весу, и разница в показаниях датчиков холостой и рабочей ветви не равна нулю при отсутствии материала на ленте. Поэтому при необходимости измерения веса материала, перемещенного за неполный оборот ленты, в результат измерения вносится ощибка.
Для повышепия точности измерения предлагаемые весы снабжены блоком иенрерывпой коррекции по весу участков леиты конвейера, вход которого кинематически связан с лентой конвейера, а выход подключен к блоку установки нуля.
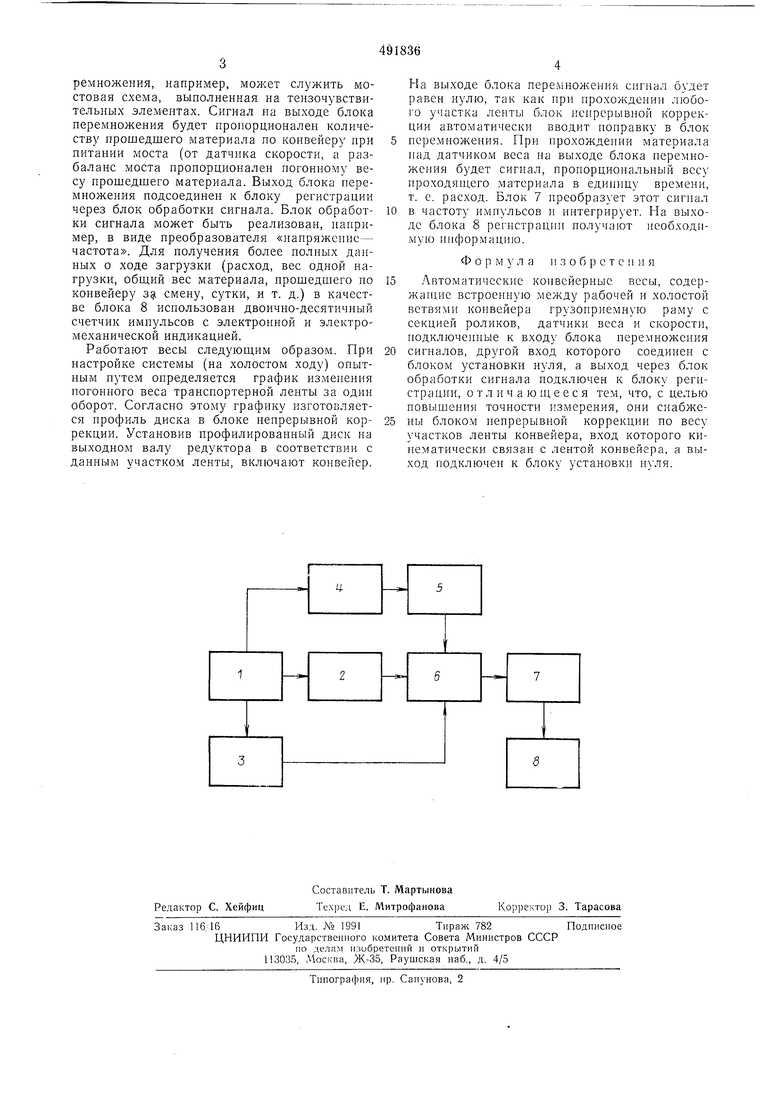
На чертеже ноказана блок-схема описываемых весов.
С лентой конвейера 1 кинематически связаны датчик 2 веса, датчик 3 скорости и блок 4
непрерывной коррекции, выход которого подключен к блоку 5 установки нуля.
К входу блока 6 неремножения нодключены выходы датчиков 2 и 3 и блока 5.
Выход блока 6 через блок 7 обработки сигналов нодключен к блоку 8 регистрации.
Выполнение элементов и блоков схемы в частных случаях может быть различным. Датчик веса представляет собою, например, роликоопору, к одному пз концов которой прикреплена измерительная балочка с укрепленными на ней тензочувствительными элементами. Датчик скорости может быть выполнен, например, в виде тахогенератора, напряжение иа выходе которого нронорционально скорости движения транспортерной лепты. Блок непрерывной коррекции может быть реализован, нанример, в виде редуктора, профилированного диска и рычажной системы. Редуктор, выходной вал которого связан с конвейерной лентой через ненагруженный ролик (с целью уменьшения проскальзывания), имеет коэффициент передачи такой, что при полном обороте ленты конвейера его выходной вал делает один оборот. Профилированный диск насажен иа выходной вал редуктора. Его профиль выполиен в соответствии с графиком погоиного веса отдельных участков транспортерной ленты и взаимодействует с
0 иеремеииым резистором блока 5. Блоком иеремножения, например, может служить мостовая схема, выполненная на тензочувствительных элементах. Сигнал на выходе блока перемножения будет пропорционален количеству прошедшего материала по конвейеру при питании моста (от датчика скорости, а разбаланс моста пропорционален погонному весу прошедшего материала. Выход блока перемножения подсоединен к блоку регистрации через блок обработки сигнала. Блок обработки сигнала может быть реализован, например, в виде преобразователя «напряжепие- частота. Для получения более полных даиных о ходе загрузки (расход, вес одной нагрузки, обш1ий вес материала, прошедшего по конвейеру з смену, сутки, и т. д.) в качестве блока 8 использован двоично-десятичный счетчик импульсов с электронной и электромеханической индикацией. Работают весы следуюгцим образом. При настройке системы (на холостом ходу) опытным путем определяется график изменения погонного веса транспортерной ленты за один оборот. Согласно этому графику изготовляется профиль диска в блоке непрерывной коррекции. Установив профилированпый диск на выходном валу редуктора в соответствии с данным участком ленты, включают конвейер. На выходе блока перемножения сигнал будет равен нулю, так как при прохождении любого участка ленты блок непрерывной коррекции автоматически вводит поправку в блок перемпожепия. При прохождении материала над датчиком веса на выходе блока перемножения будет сигнал, проиорциональный весу проходяп1,его материала в единицу времени, т. е. расход. Блок 7 преобразует этот сигпал в частоту импульсов и иптегрирует. Па выходе блока 8 регистрации получают необходимую пнформацию. Ф о р м у л а и 3 о б р е т е и и я Автоматические конвейерные весы, содержапи-ie встроенную между рабочей и холостой ветвями конвейера грузоириемную раму с секцией роликов, датчики веса и скорости, подключе)1ные к входу блока перемножения сигналов, другой вход которого соединен с блоком установки нуля, а выход через блок обработки сигнала подключен к блоку регпстрации, о т л и чающееся тем, что, с целью повышения точности измерения, они сиабжены блоком непрерывной коррекции по весу участков ленты конвейера, вход которого кинематически связан с лентой конвейера, а выход подключен к блоку установки .
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматические конвейерные весы | 1976 |
|
SU661253A1 |
| Конвейерные весы | 1981 |
|
SU974136A1 |
| Конвейерные весы | 1981 |
|
SU972241A1 |
| КОНВЕЙЕРНЫЕ ВЕСЫ С ДИСКРЕТНОЙ СХЕМОЙ ИЗМЕРЕНИЯ | 1969 |
|
SU238814A1 |
| Конвейерные весы | 1975 |
|
SU514206A2 |
| Конвейерные весы | 1989 |
|
SU1659738A1 |
| Конвейерные весы | 1987 |
|
SU1522044A1 |
| Способ определения производительности ленточного конвейера и устройство для его осуществления | 1982 |
|
SU1167439A1 |
| Автоматические конвейерные весы | 1950 |
|
SU129845A1 |
| Конвейерные весы | 1978 |
|
SU717552A1 |
