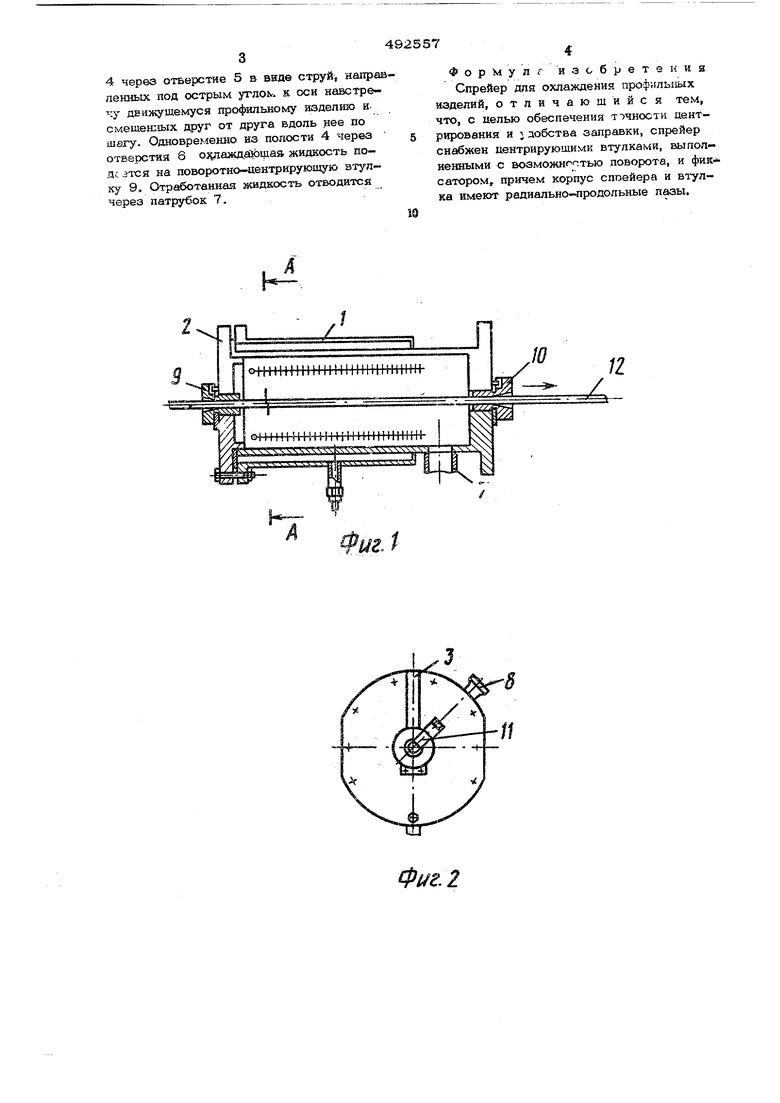
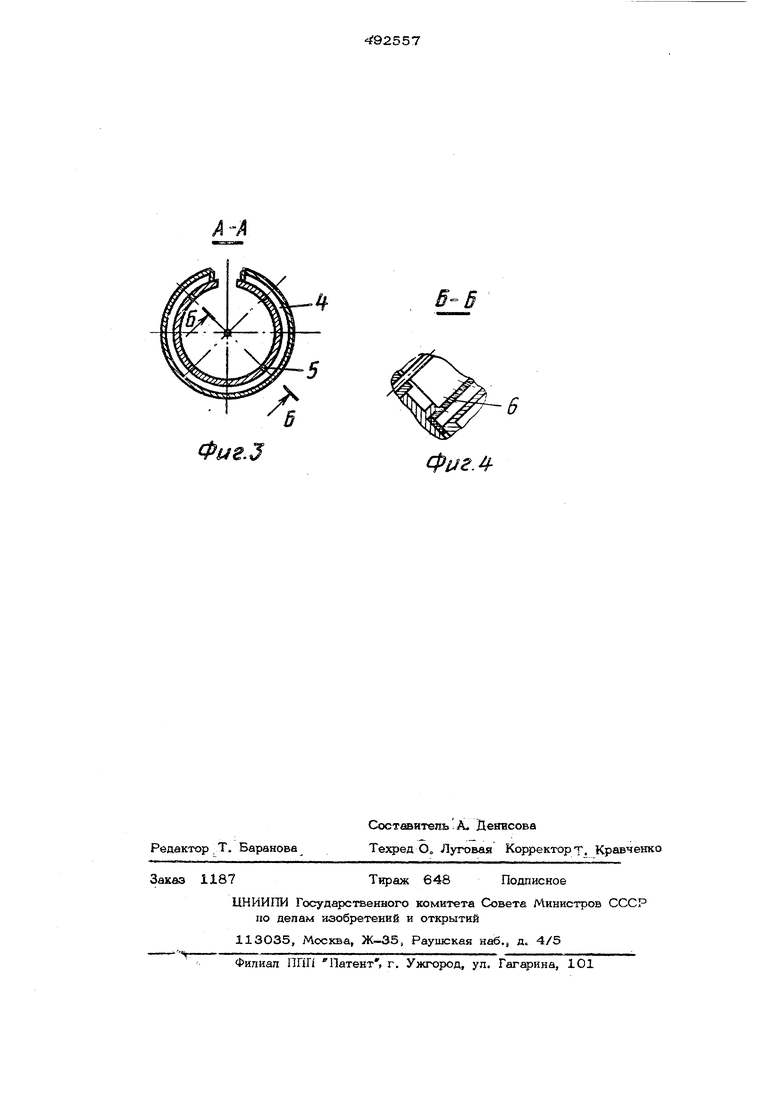
Изобретение относится к технике термообработки и может найти широкое применение в метизной промышленности при термообработке профильных, изделий, когда нагретое профиль;;ое изделие находитс в движении и его необходимо охладить до определенной температуры, например, при термообработке проволоки. В известном спрейере затруднена; заправка изделий, так как он представляет собой замкнутый контур. С целью обеспечения точности центри- рования и удобства заправки изделий, пре лагаемый спрейер снабжен центрирующими втулками, выполненными с возможностью поворота, и фиксатором, причем корпус спрейера и втулка имеют радиально-про- дольпые паоы. На фиг. 1 показан общий вид устройства; на фиг. 2 - вид сбоку; на фиг, 3 разрез А-А; на фиг. 4 - разрез Б-Б. Корпус 1 спрейера закрыт фланцем 2 с радиааыю-продольным пазом 3, которые совместно образуют замкнутую в виде разрезного полого цилиндра с дво/пюй стенкой полость 4 с радиальными отверстиями 5 и 6, расположенными в ряды (например, четыре) по образующим вдоль внутренней стенки этого цилиндра под острым . углом к его оси и смещенными по щагу. Патрубок 7, 1иксирующий механизм 8, поворотно-центрирующие втулки 9 и 1О с радиально-продольными пазами 11 служат для заправки и центрирования движущегося профильного изделия 12. Последнее, например проволока, трубка, лента и т. п., устанавливается на оси устройства через паз 3, совмещенный с пазами 11. Втулки 9 и 1О поворачиваются и фиксируются механизмом 8 для центрирования профильного изделия в устройстве. На поверхность нагретого движущегося профильного изделия вдоль оси устройства подается под давлением охлаждающая жидкость, например вода, из полости
4 через отверстие 5 в виде струй, направпенньис под острым к оси навстречу движущемуся профильному жздепйю и. смещен1а1х друг от друга вдоль нее по шагу. Одновременно из полости 4 через отверстия 6 охдаждайщаа жидкость по д этся на поворотно-центрирующую втулку 9. Отработанная жидкость отводится через патрубок 7.
Форму л г изобретен из Спрейер для охлаждения профушьиых изделий, отличают и йс я тем, что, с целью обеспечения точности центрирования и J добства заправки, спрейер снабжен центрирующими втулками, выполненными с возможн птью поворота, и фик сатором причем корпус споейера и втулка имеют радиально-лродольные пазы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Спрейер для охлаждения профильных изделий | 1977 |
|
SU692868A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
| Устройство для термообработки изделий | 1981 |
|
SU985077A1 |
| СПОСОБ ЗАКАЛКИ ПРОФИЛЬНОЙ ЛЕНТЫ ДЛЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147041C1 |
| Установка для упрочнения изделий | 1984 |
|
SU1281597A1 |
| УСТРОЙСТВО ДЛЯ ПАРОВОЙ ОБРАБОТКИ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ ХИМИЧЕСКОЙ НИТИ | 1992 |
|
RU2074910C1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Устройство для обвязки изделий проволокой | 1985 |
|
SU1261843A1 |
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| Автоматизированная линия для термического упрочнения изделий | 1985 |
|
SU1294843A1 |
Фиг. 2
Фиг Л
