-
1
Изобретение относится к химико- термической обработке полых изделий, в частности, к установкам для высокотемпературной газовой цементации внутренней поверхности полых цилинд рических изделий, например труб.
Цель изобретения - повышение производительности за счет обеспечения непрерьгоности процесса обработки.
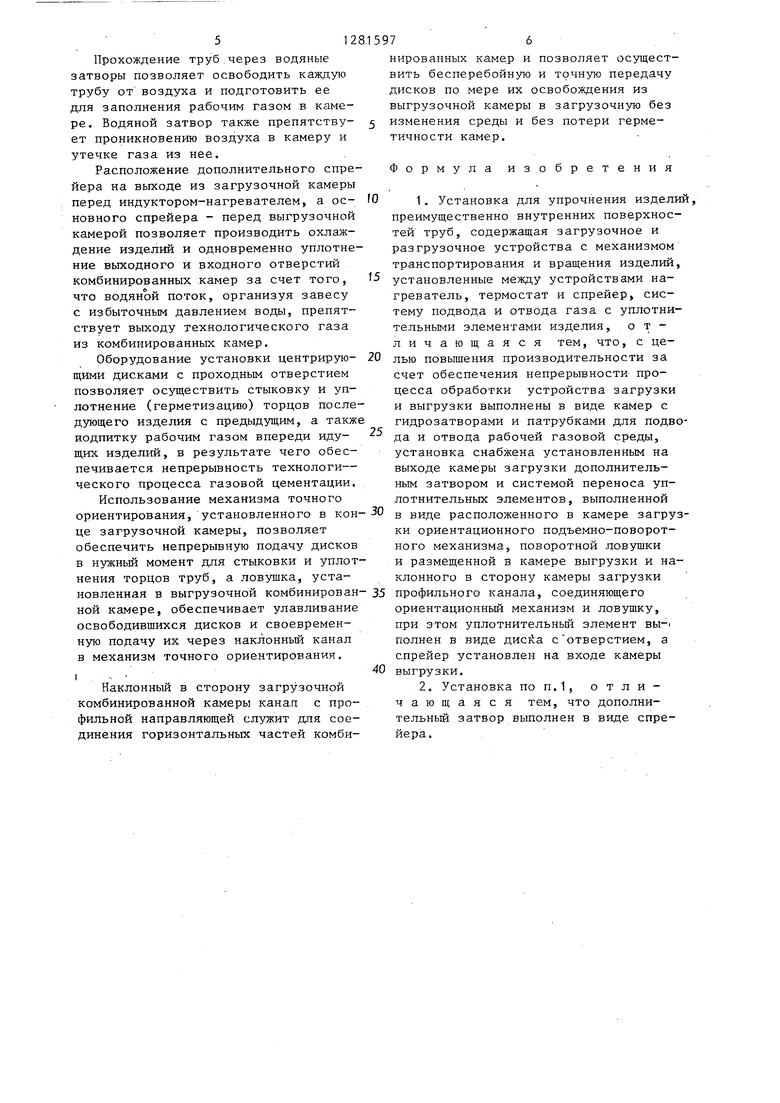
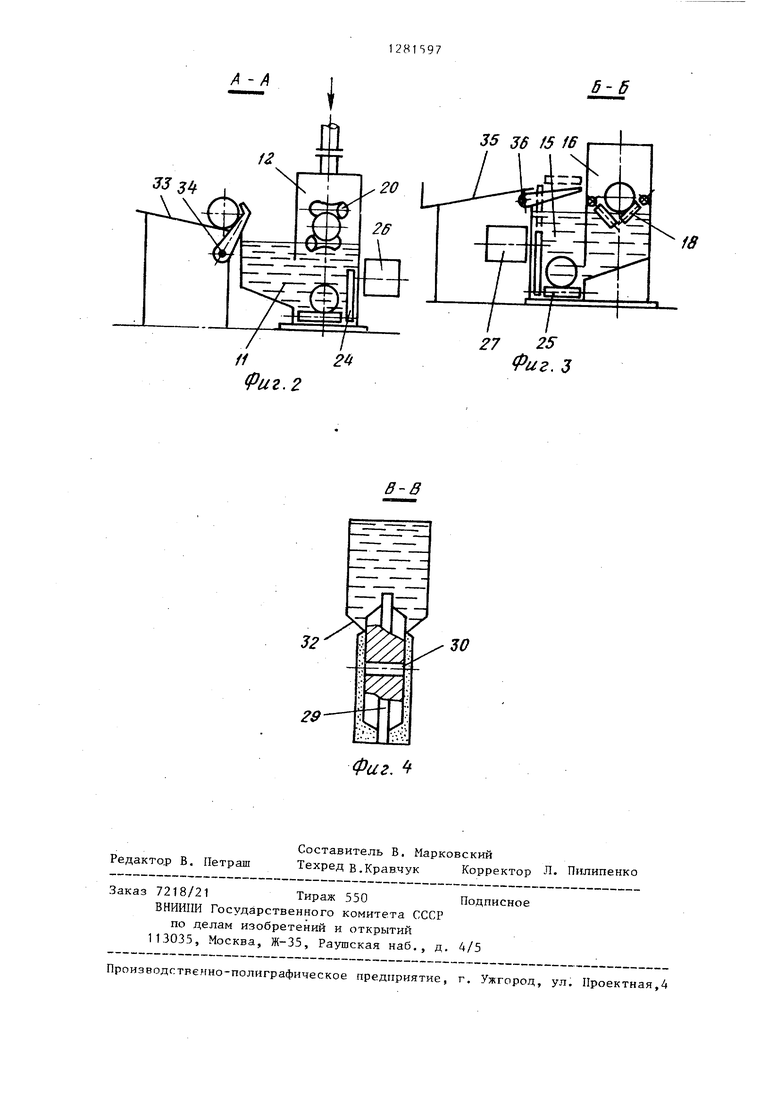
На фиг.1 показана установка, продольный разрез; на фиг,2 - разрез А-А на фиг,1 на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг..
Установка содержит последовательно установленные загрузочную комбинированную камеру 1, выгрузочную комбинированную камеру 2 и расположенные между ними нагреватель-индуктор 3,, роликовую опору 4 для поддержания нагретой трубы 5, термостат-индуктор 6 и спрейеры 7 и 8, предназначенные для охлаждения трубы 5 и одновременно для уплотнения выходного 9 и входного 10 отверстий комбинированных камер 1 и 2.
12
Загрузочная комбинированная камера
1имеет гидрозатвор 11, который препятствует проникновению воздуха в ее верхнюю часть 12 и утечке газа из нее Науглероживающий газ подается в камеру 1 через патрубок 13, причем на торце вертикальной части 12 горизонтальн установлен толкатель 14.
Выгрузочная комбинированная камера
2также имеет гидрозатвор 15 для освобождения обрабатываемой трубы 5 от продуктов горения, а верхняя часть 16 используется для отработанных газов, которые отсасываются через патрубок 17. В верхней части 16 установлен, приемник 18 изделий с приводом 19, выполненный в виде приводных раздвижных роликоопор, расположенных в нерабочем положении под углом одна к другой.
Кроме того, камеры 1 и 2 оборудованы механизмом транспортирования в виде четырех пар тянущих роликов 20- 23, служащих для перемещения и вращения обрабатьшаемых изделий, при этом они имеют возможность регулировки (изменения) скорости вращения для обеспечения стыковки торцов труб и их рассоединения. Пары роликов 20-23 приводятся в движение с помощью привода (не показан).
5
to
15
20
. оЗ
815972
В ридрозатгюрах камер 1 и 2 установлены подъемники 24 и 25 изделий с приводами 26 и 27, а также система переноса в виде подъемно-поворотного механизма 28 точного ориентирования, центрирующих дисков 29 с проходным отверстием 30 для подпитки рабочим газом поворотной ловушки 31 дисков 29 и соединяющим камеры наклонным в сторону загрузочной камеры 1 кана- лом 32 с профильной направляющей для возврата центрирующих дисков 29.
Установка оборудована приемным стеллажом 33 с дозатором 34 и стеллажом 35 готовой продукции с вытаскива- телем 36.
Установка также оборудована трубой - затравкой 37, которая используется как дополнительное приспособление в начале и при завершении технологического процесса обработки труб га- зовой цементацией.
Установка работает в непрерывном 25 режиме след тощим образом.
Перед началом технологического процесса в установку загружают трубу - затравку 37, один торец которой содержит заглушку с центральным технологическим отверстием. Труба - затравка 37 поступает заглушенным концом вперед по направлению подачи. Следом за трубой - затравкой 37 на приемный стеллаж 33 подается обрабатываемое изделие (например, труба), которое удерживается на.нем дозатором 34. По разрешающей команде оператора с пульта управления дозатор 34 опускает трубу 5 в гидрозатвор 11 камеры 1. В гидрозатворе 11 труба 5 освобождается от воздуха, который в виде пузырьков поднимается на поверхность воды. Далее труба 5 поступает на кпнс.ольные неприводные ролики подъемника 24, который с помощью привода 26 поднимает трубу 5 из гидрозатвора 11 в верхнюю часть 12 камеры 1, где находится науглероживающий газ. Этот газ заполняет внутреннюю полость обрабатываемого изделия. Подъемник 24 удерживает трубу 5 на технологической линии обработки до тех пор, пока шток толкателя 14 не протолкнет ее в первую пару тянутцих косовалковых роликов 20, которые захватывают трубу 5.
После захвата трубы 5 роликами 20 толкатель 14 и подъемник 24 занимают исходное положение. Благодаря одинаковой скорости пар роликов 20 и 21
30
40
45
50
сохраняется зазор между торцами предыдущей и последующей обрабатываемых труб 5. Одновременно с этим автоматически срабатывает механизм 28 точного ориентирования центрирующих дисков 29, выполненный, например, в виде маг10
25
нитного захвата. Он поднимает диск 29 с одновременным его поворотом на 90 на высоту установки обрабатываемых труб 5 в между их торцами. После этого производится включение пары роликов20 на повышенную скорость и труба 5, которая зажата этой парой, чахватьгоает центрирующий диск 29 и прижимает его к торцу трубы 5, которая зажата в паре роликов 21 и движется с меньшей скоростью, В результате этот обеспечивается стыковка последующей и предыдущей труб 5, Затем скорости роликов 20 и 21 снова 20 выравниваются, и при дальнейшей обработке достигается центрирование идущих друг за другом изделий, их уплотнение и герметизация по торцам. После стыковки обрабатываемых изделий механизм 28 точного ориентирования возвращается в исходное положение,
В процессе дальнейшего перемещения изделий 5 тянущими парами роликов 20-23 они надежно удерживаются между этими роликами, которые обеспечивают одновременное вращение изделий вокруг собственной оси.
Затем обрабатываемое изделие выходит из загрузочной камеры 1 через выходное отверстие 9 и поступает в нагревательное устройство, например индуктор 3, где нагревается до заданной температуры,и затем проходит через следующее нагревательное устройство, например индуктор 6,для вьфав- ниванил температуры. При прохождении трубы 5, наполненной газом, через индукторы 3 и 6 происходит процесс газовой цементации, в результате чего упрочняется внутренняя поверхность этой трубы.
Подпитка рабочим газом из верхней части 12 камеры 1 идущих впереди изПосле выравнивания температуры рабатываемое изделие 5 проходит че рез основной спрейер 8 для охлажде ния и поступает в верхнюю часть 16 камеры 2, где попадает в пару роли ков 22. В момент, когда состыкован ные торцы предыдущей и последующей труб 5 займут положение между пара ми роликов 22 и 23, пара роликов 2 включается на повьшенную скорость, 5 Происходит рассоединение предыдуще и последующей обработанных труб 5 освобождение центрирующего диска 2 который под собственным весом падае
30
35
40
45 I
в ловушку 31, При повороте ловушки 31 с диском на 90 и ее наклоне в сторону канала 32 диск 29 под действием силы тяжести поступает по пр фильной направляющей в механизм 28 точного ориентирования, расположенный в гидрозатворе 11 загрузочной камеры 1,
Обработанное изделие,освободившись от диска 29, попадает в тянущу пару роликов 23, которая выталкива ет его на приемник 18 изделий. При включении привода 19 рычаги приемни ка 18 раздвигаются и изделие падает в гидрозатвор 15, где происходит окончательное освобождение обрабо-- танного изделия от продуктов горени Отработанные газы удаляются через отсос, Труба 5 по наклонной поверхности скатьшается на подъемник 25, который с помощью привода 27 поднимает ее из камеры 2, а вытаскивател 36 подает трубу 5 на стеллаж 35 готовой продукции,
В процессе эксплуатации установк трубы поступают непрерывно,
В конце работы новые изделия в установку не загружают. Последней поступает труба - затравка 37 незаглушенным концом вперед. По меделий осуществляется за счет избыточ-50 ре прохождения трубы - затравки 37 ного давления между камерой 1 и камерой 2 через проходные отверстия 30 в центрирующих дисках 29,
На выходе из загрузочной камеры 1 перед нагревателем-индуктором 3 рас- 55 положен дополнительный спрейер 7, сопла которого направлены в сторону выходного отверстия 9, Водяной поток
через установку прекращают подачу рабочего газа в камеру 1, производя отключение пар роликов 20-23, индук торов 3 и 6, а также прекращают подачу воды в спрейеры 7 и 8, После т го, как труба - затравка 37 попадет на стеллаж 35 готовой продукции, ее возвращают в исходное положение.
10
20815974
из форсунок, организуя завесу с избыточным давлением воды, препятствует выходу рабочего газа из комбинированной камеры 1.
После выравнивания температуры обрабатываемое изделие 5 проходит через основной спрейер 8 для охлаждения и поступает в верхнюю часть 16 камеры 2, где попадает в пару роликов 22. В момент, когда состыкованные торцы предыдущей и последующей труб 5 займут положение между парами роликов 22 и 23, пара роликов 23 включается на повьшенную скорость, 5 Происходит рассоединение предыдущей и последующей обработанных труб 5 и освобождение центрирующего диска 29, который под собственным весом падает
5
0
0
5
0
5 I
в ловушку 31, При повороте ловушки 31 с диском на 90 и ее наклоне в сторону канала 32 диск 29 под действием силы тяжести поступает по профильной направляющей в механизм 28 точного ориентирования, расположенный в гидрозатворе 11 загрузочной камеры 1,
Обработанное изделие,освободившись от диска 29, попадает в тянущую пару роликов 23, которая выталкивает его на приемник 18 изделий. При включении привода 19 рычаги приемника 18 раздвигаются и изделие падает в гидрозатвор 15, где происходит окончательное освобождение обрабо-- танного изделия от продуктов горения. Отработанные газы удаляются через отсос, Труба 5 по наклонной поверхности скатьшается на подъемник 25, который с помощью привода 27 поднимает ее из камеры 2, а вытаскиватель 36 подает трубу 5 на стеллаж 35 готовой продукции,
В процессе эксплуатации установки трубы поступают непрерывно,
В конце работы новые изделия в установку не загружают. Последней поступает труба - затравка 37 незаглушенным концом вперед. По мере прохождения трубы - затравки 37
через установку прекращают подачу рабочего газа в камеру 1, производят отключение пар роликов 20-23, индукторов 3 и 6, а также прекращают подачу воды в спрейеры 7 и 8, После того, как труба - затравка 37 попадет на стеллаж 35 готовой продукции, ее возвращают в исходное положение.
Прохождение труб.через водяные затворы позволяет освободить каждую трубу от воздуха и подготовить ее для заполнения рабочим газом в камере. Водяной затвор также препятству- ет проникновению воздуха в камеру и утечке газа из нее.
Расположение дополнительного спре йера на выходе из загрузочной камеры перед индуктором-нагревателем, а ос- новного спрейера - перед выгрузочной камерой позволяет производить охлаждение изделий и одновременно уплотнение выходного и входного отверстий комбинированных камер за счет того, что водяной поток, организуя завесу с избыточным давлением воды, препятствует выходу технологического газа из комбинированных камер.
Оборудование установки центрирую- щими дисками с проходным отверстием позволяет осуществить стыковку и уплотнение (герметизацию) торцов последующего изделия с предыдущим, а такж подпитку рабочим газом впереди иду- щих изделий, в результате чего обеспечивается непрерывность технологи- ческого процесса газовой цементации.
Использование механизма точного ориентирования, установленного в кон це загрузочной камеры, позволяет обеспечить непрерывную подачу дисков в нужный момент для стыковки и уплотнения торцов труб, а ловушка, установленная в выгрузочной комбинирован ной камере, обеспечивает улавливание освободившихся дисков и своевременную подачу их через наклонный канал в механизм точного ориентирования. , . .. .
Наклонный в сторону загрузочной комбинированной камеры канап с профильной направляющей служит для соединения горизонтальных частей комбинированных каме.р и позволяет осуществить бесперебойную и точную передачу дисков по мере их освобоясдения из выгрузочной камеры в загрузочную без изменения среды и без потери герметичности камер.
Формула изобретения
1.Установка для упрочнения издел преимущественно внутренних поверхностей труб, содержащая загрузочное и разгрузочное устройства с механизмом транспортирования и вращения изделий установленные между устройствами нагреватель, термостат и спрейер, систему подвода и отвода газа с уплотни тельными элементами изделия, отличающаяся тем, что, с целью повьшения производительности за счет обеспечения непрерывности процесса обработки устройства загрузки
и выгрузки выполнены в виде камер с гидрозатворами и патрубками для подвда и отвода рабочей газовой среды, установка снабжена установленным на выходе камеры загрузки дополнительным затвором и системой переноса уп- лотнительных элементов, выполненной в виде расположенного в камере загруки ориентационного подъемно-поворотного механизма, поворотной ловушки и размещенной в камере выгрузки и наклонного в сторону камеры загрузки профильного канала, соединяющего ориентационньй механизм и ловушку, при этом уплотнительньш элемент вы-i полнен в виде дисйа с отверстием, а спрейер установлен на входе камеры выгрузки.
2.Установка по п.1, отличающаяся тем, что дополнительный затвор выполнен в виде спрейера.
/4 -/}
В-б
27 25 иг.З
иг.2

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2000 |
|
RU2160791C1 |
| Агрегат для термической обработки штанг | 1983 |
|
SU1237715A1 |
| Устройство для индукционной закалки круглых деталей | 1969 |
|
SU614132A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Установка для термообработки изделий | 1989 |
|
SU1708873A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1969 |
|
SU253830A1 |
| Автомат для термической обработки изделий | 1976 |
|
SU659632A1 |
| ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1964 |
|
SU164027A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ " GLYCYRRHIZA GLABRA L" | 2000 |
|
RU2168684C1 |
Изобретение относится к химико- термической обработке полых изделий и может быть использовано для высокотемпературной газовой цементации труб. Цель изобретения - повьшение производительности обработки. Устройства загрузки и выгрузки выполнены в виде камер 1 и 2 с гидрозатворами и патрубками 13 и 17 подвода и отвода рабочей атмосферы. На выходе камеры 1 загрузки установлен дополни- тельньй затвор и система переноса уп- лотнительных элементов, выполненная в виде расположенного в камере 1 загрузки ориентационного механизма 28, ловушки 31, размещенной в камере 2 выгрузки, и профильного канала 32, соединяющего ориентационный механизм 28 и ловушку 31. Уплотнительный элемент выполнен в виде диска 29 с отверстием. 1 з.п.ф-лы, 4 ил. с 9 (Л 7 4j / 29 jt- rf/f/„ttefiiz/ 7 / / I 11 ,/. / ,, . I I(IP -т7/ т 7 / fiiz/ ISP 00 79 СП о 37 фиг.1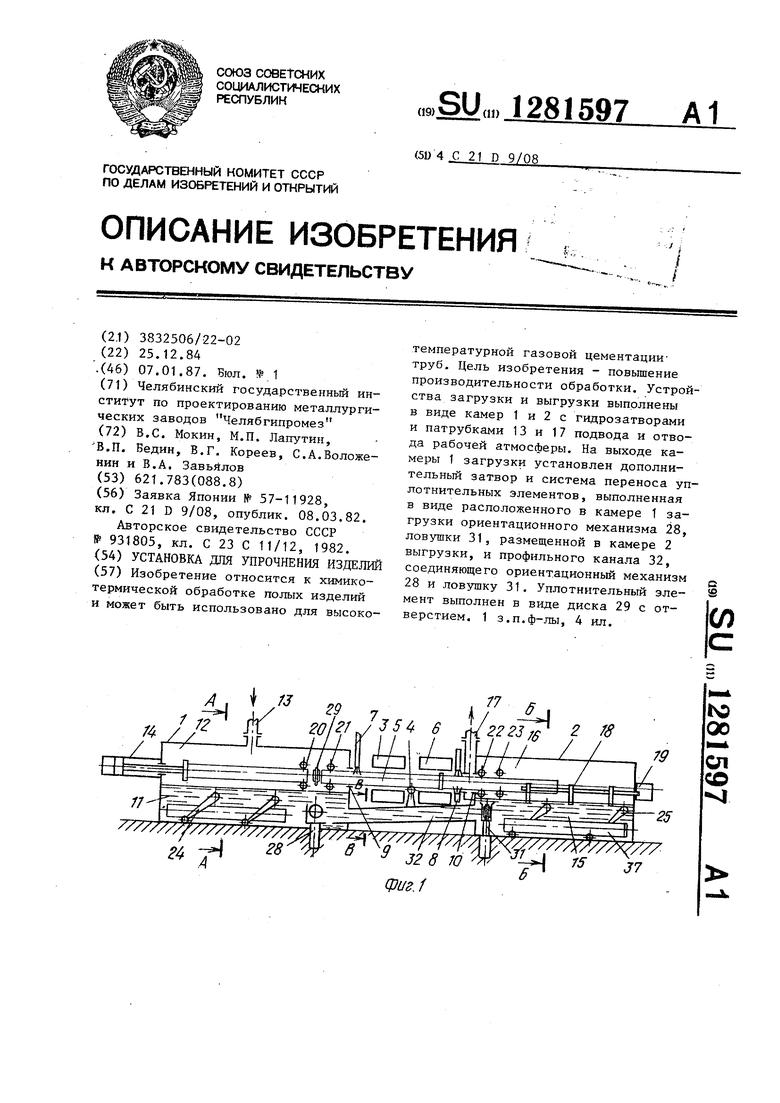
Редактор В. Петраш
Составитель В. Марковский
Техред в.Кравлук Корректор Л. Пнлипенко
Заказ 7218/21Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производстяенно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
Фиг,
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Установка для упрочнения полых цилиндрических изделий | 1976 |
|
SU931805A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
