1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении коротких цилиндрических изделий методом ноиеречио-винтовой нрокатки.
Известен способ изготовления коротких цилиндрических изделий в винтовых калибрах, включающий ирокатку с наложснием ультразвуковых колебаний на инструмент и носледующее отделение прокатываемых изделпй от прутка.
Торцовая поверхность прокатываемых нзделий известным способом имеет дефекты поверхностного слоя, что вызывает необходимость удаления дефектного слоя пкчифовко.
Для повышения качества торцовых поверхностей изделий при пзготовлеиии их поперечно-винтовой прокаткой прутковых заготовок на винтовые калибры иакладывают синхронно-противофазные ультразвуковые колебания в направлении нодачи прутка, а на прокатываемый пруток одновременно накладывают ультразвуковые колебания в направлении, поперечном его оси.
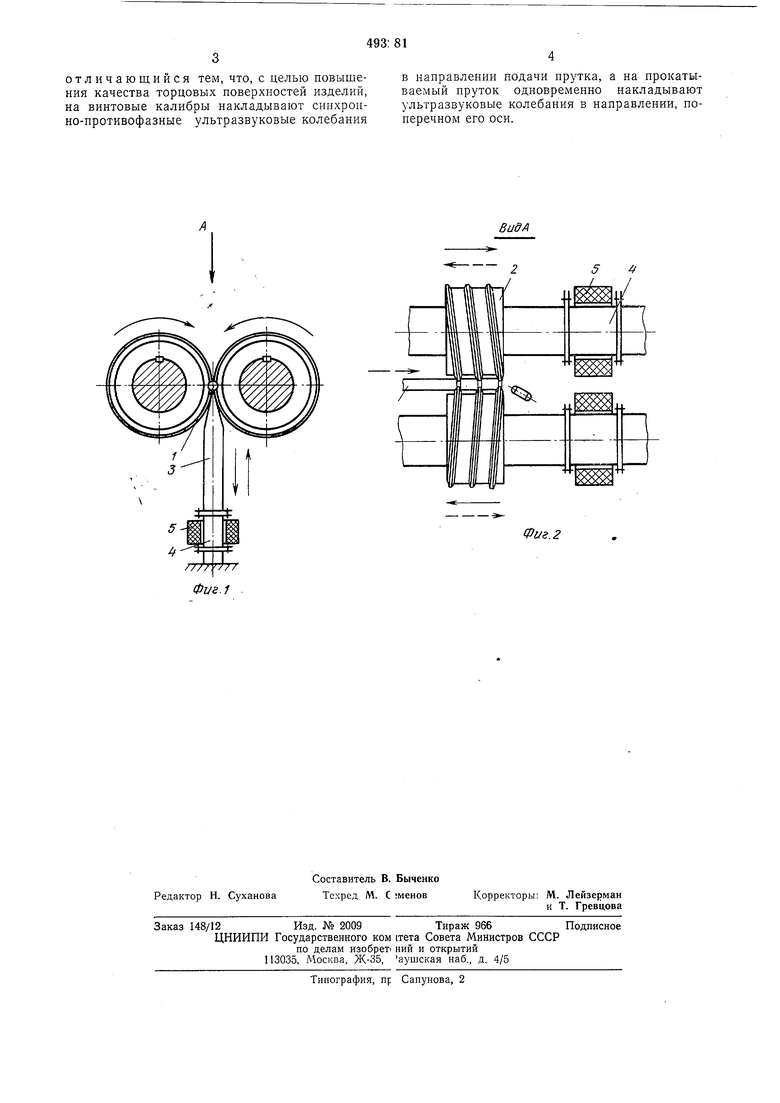
На фиг. 1 схематично представлено устройство для реализации предлагаемого способа; па фиг. 2 - вид по стрелке Л па фиг. .
Изделия изготавливают прокаткой прутка между винтовыми калибрами 2, опираю:п,егося в процессе ирокатки на проводку 3 с последующим отделением прокатываемого изделия от прутка. Ультразвуковое поле в зоне прокатки создается, наиример, магнитострикторами 4, установленными на валах внитовых
калибров 2 и на проводке 3. При подаче электроэнергии в обмотки 5 магнитострнкторов 4 замкнутые акустическне системы сообщают в процессе прокатки возвратно-поступательное перемещение винтовым калибрам 2 в ггаправлении подачи прутка и одиовременно через проводку 3 --- прокатываемому прутку в направлении, иоперечном его оси.
На винтовые калибры 2 иакладывают ультразвуковые колебаиия так, чтобы воззратнопоступательное перемещение каждого калибра имело противоположное нанравлсние.
КолИлексное воздействие ультразвуковых колебаний инстру.мента и прокатываемого прутка па ироцесс прокатки способствует повып1еи по качества торцовых поверхностей изготавлипаемых пзделий и увелпчению стойкости винтовых калибров.
Предмет изобретення
Способ изготовления коротких ц: л;нлричсских изделий в внитовых калибрах, включаюИ1,пй ирокатку с иаложеиием ультразвуковых
колебаний на инструмент и последуюцее отделение нрокатываемых Г1здсл1:й от прутка.
отличающийся тем, что, с целью повышения качества торцовых поверхностей изделий, на винтовые калибры накладывают синхропно-противофазные ультразвуковые колебания
в направлении подачи прутка, а на прокатываемый пруток одновременно накладывают ультразвуковые колебания в направлении, поперечном его оси.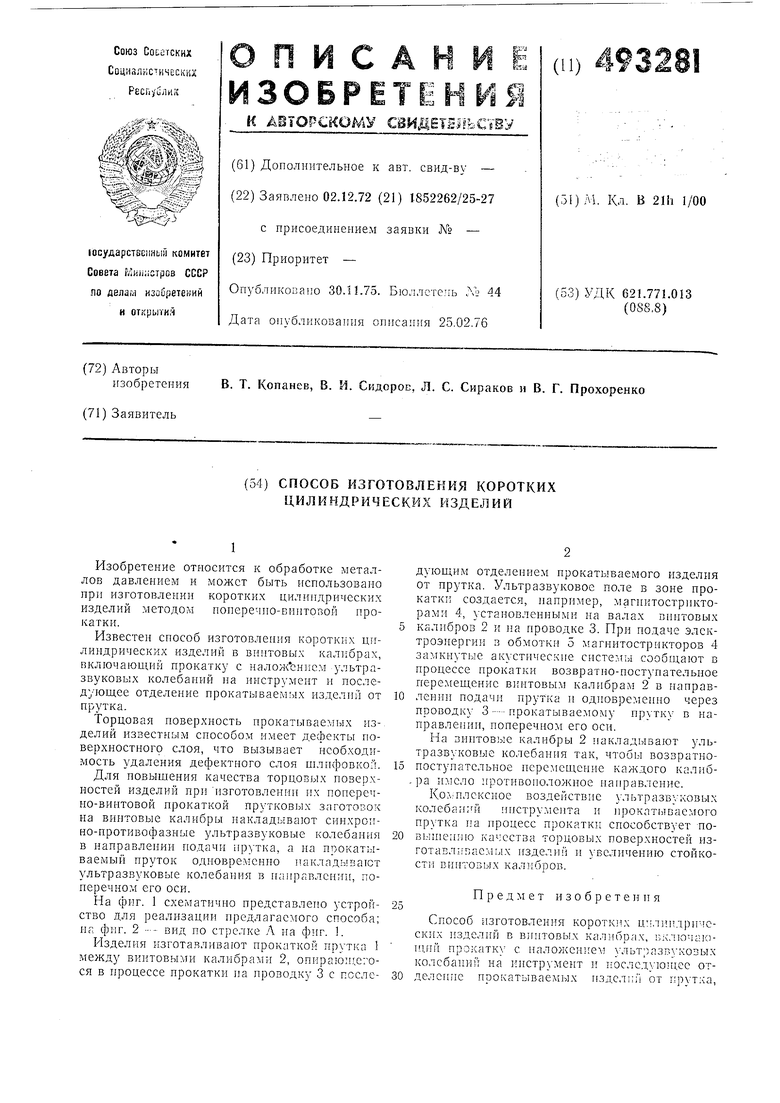
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения коротких тел вращения и валки для его осуществления | 1978 |
|
SU759186A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1590181A1 |
| Инструмент для поперечно-клиновой прокатки изделий из прутка | 1984 |
|
SU1292886A1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Устройство для получения цилиндрических заготовок | 1985 |
|
SU1243871A1 |
| Валок для поперечно-винтовой прокатки коротких тел вращения | 1976 |
|
SU573238A1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| Способ поперечной прокатки в винтовых калибрах круглых профилированных полых заготовок для кольцевых изделий | 1956 |
|
SU107607A1 |
5
Фиг. 2
