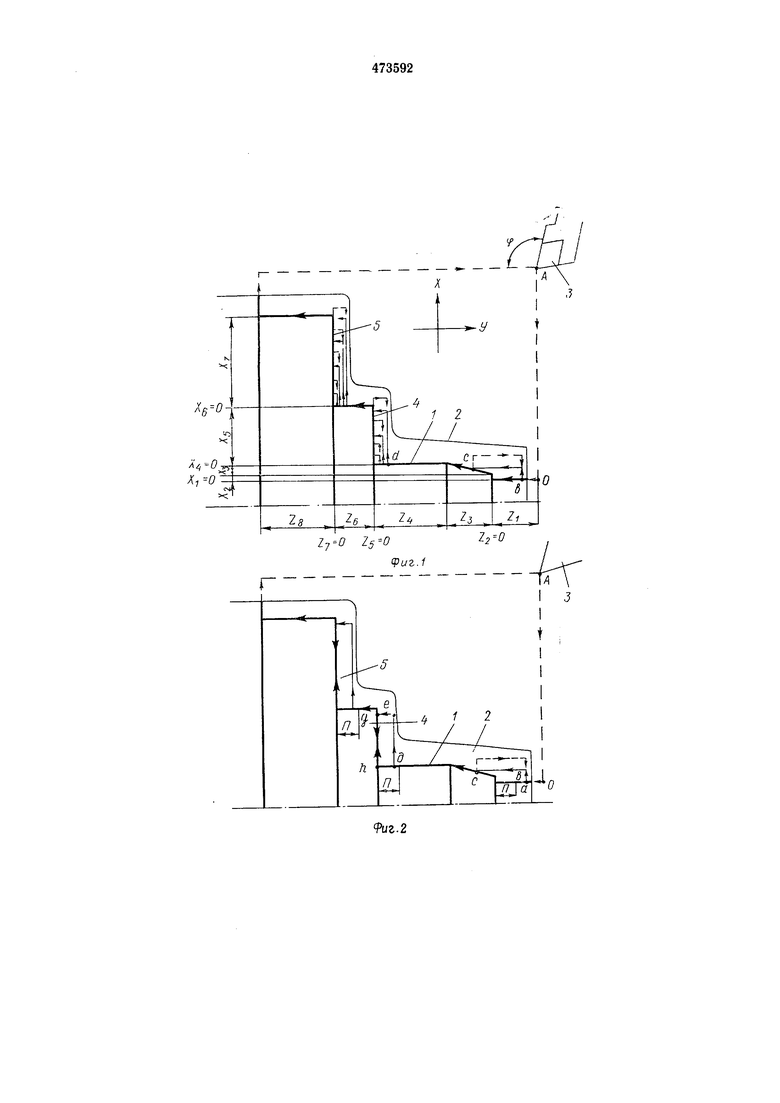
На фиг. 1 показан пример обработки детали на токариом станке по одному из вариантов известного способа; на фиг. 2, 3 - пр меры обработки деталей по предлагаемому способу.
Для станков с адаптивной системой геометрическая часть программы обработки (фиг. 1) детали может содержать только координаты опорных точек окончательного чернового контура 1 детали (ОЧК), заданных, например, в приращениях Хь Ха, ... для радиальных размеров и Zi, Z2 ... для осевых. Информация о контуре заготовки 2 отсутствует. Дополнительной информацией для работы адаптивной системы может являться диапазон рабочих подач, скорость резания, предельно допустимое значение силового параметра резания РО (например, тангенциальной составляющей силы резания), соответствующее предельно допустимой в черновом проходе по параметрам СПИД глубине резания и др.
Началом обработки является точка О, в которую от программного управления ускоренно перемещается инструмент 3 из исходного положения - точки А.
В данном примере использован один из известных способов выхода на допустимую глубину резания путем сравнения при отводе резца 3 (обратной подрезке) силы резания Р с заданной величиной Роб. под и в момент, когда становится .под, прекращается отвод и вновь включается движение на продольной подаче. Конец иромежуточпого чернового прохода фиксируется по моменту встречи инструмента с ОЧК.
На фиг. 1 в первом проходе в точке а инструмент получает команду па отвод, в точке b образуется команда о выходе на допустимую глубину (. под) и в точке с - возврат на новый нроход в точку а. Во втором проходе в точке d вновь поступает команда на отвод (), прпчем, как это показано на чертеже, па этом участке 4 заготовки инструмепт вынужден несколько раз возвращаться в точки отвода от контура из-за бо;1ьшого паброса припуска по глубине резания и невозмолчности съема достаточных толщин среза при обратной подрезке. То же имеет место и на участке 5 заготовки и требует доиолнительных затрат времени на обработку.
На фиг. 2 ноказано, как при измеиенни алгоритма движения инструмента по предлагаемому способу уменьшается число иепроизводительных проходов и холостых ходов в зонах 4 и 5 заготовки. При этом, если точка d лежит, например, внутри заранее заданной в системе зоне Я от конца ступени, то после отвода иа допустимую глубину резания в точке е и достижения конца ступени в точке g инструменту дается движение в деталь иа величину отвода от контура - в точке h (прямая подрезка); при этом весь остаток припуска в зоне П снимается за один проход с эффективным резанием и значительно меньщими затратами времени на холостые перемещения. Величина зоны П может быть, например, равной длине режущего лезвия резца со стороны вспомогательной задней грани.
Если команда поступает ранее зоны
П, то алгоритм прохода не меняется (как это имеет место в точке а).
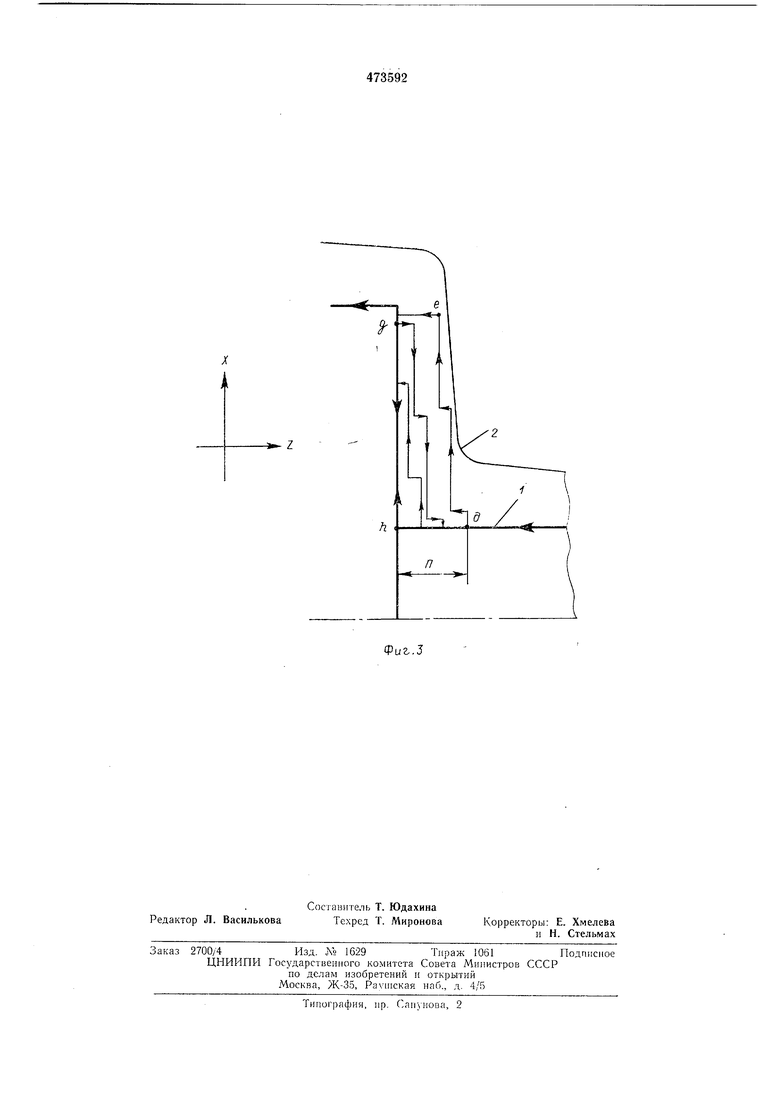
Снособ предусматривает вариант определения зоны Я самой адаптивной системой, например, по соотношению величин отрезков
dh и gh (фиг. 3). При этом, если соотношение удовлетворяет заданным условиям, инструмент не выходит из зоны припуска (не переходит на режим возврата иа холостом ходу в точку отвода) даже, если остаток припуска ие
может быть снят одним движением при прямой подрезке. В этом случае инструмент поиеремеппо отходит от ОЧК как в направлении X, так и в направлении Z по аналогичному алгоритму отвода на допустимую глубину резания. Это также повышает эффективность обработки по сравпению с известными способами при величине зоны Я больше допустимой по инструменту или другим параметрам СПИД.
Способ применим не только для токарной обработки, но и, наиример, для фрезерной и др.
Предмет изобретен и я
1. Способ обработки деталей на станках с программным управлением и адаптивпой системой регулирования режимов резаиия, обеспечивающей умеиьшение глубины резания при
превышении силовым параметром задаиного предельного значения, отлнчающийся тем, что, с целью сокраигеиия объема программирования и повышения эффективности обработки деталей ступепчатой формы, при
получении команды иа отвод от контура изза превышеппя глубины резания в некоторой зоне от конца обрабатываемой ступепи, например при движении в продольном нанравлеиии, инструменту в том же проходе после
отвода на допустимую глубину резания и достижения конца стунени в продольном направлении дается перемещение в деталь в поперечном иаиравлепип иа величину отвода от контура.
2. Способ по п. 1, отличающийся тем, что указанная зона задается заранее по параметрам системы СПИД.
3. Снособ по п. 1, отличающийся тем, что зоиа определяется в ходе обработки адаптивпой системой станка.
/
л
Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей на станках с системами программного и адаптивного управления | 1976 |
|
SU650783A1 |
| Способ обработки деталей из заготовок с неравномерным припуском | 1980 |
|
SU900990A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ИНСТРУМЕНТА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1973 |
|
SU382065A1 |
| Устройство для адаптивного программного управления станком | 1978 |
|
SU748353A1 |
| Устройство для адаптивного программного управления станком | 1981 |
|
SU1003026A2 |
| Способ ограничения вибраций технологической системы | 1986 |
|
SU1500995A1 |
| Гидрокопировальный токарный полуавтомат | 1973 |
|
SU479611A1 |
| Способ обработки деталей из заготовок с неравномерным припуском | 1981 |
|
SU1000155A2 |
| Устройство для адаптивного программного управления станком | 1982 |
|
SU1104469A1 |
| Система автоматического управления положением инструмента металлорежущего станка | 1976 |
|
SU641404A2 |