1
1 i:u)Gpcrciiiic относится к области ч(}нтактHOii точечно с;-;ар; и ар.)ы и можсг быть iiciio.Tb3O;Uii;0 На .кнюда.х, изгогав,;г,1киоН1,и. желизобс1 изделия.
ll3iiecTHa Mauiiiiia для контактной точсмнон сварки арматурнь;л , содержащая сварочные ;)лектроды, Хсганов.теаные на те.тежке с возможноетью нонерочногс огноснтелыю CJiapiitiaeMOii сеткн 1тс1)еМ1..-щення, меланнзм uiaroBOro нродольного неремещення, вынолiienHbiii в виде норта.та с приводом. носуш,ин тележку с электродам;;.
Однако известная машина имеет ручное упразлеине д.тя неремен ешш сварочно го.товки. Из-за огсутствия сиец1и1ЛЫ1О1чз механнз.ма нереметцения сварочно головки на шаг, разHbiii шагу сварнваемо сеткн, невозможно азто.матнзнровать процесс сваркн.
Цель изобрегення -- новышение точности изготовления сетки.
Это достигается тем, что нривод портала, выполнениьп в виде ниевмоцнлнндра, снабжен зак)еиленив1ми на штоке захватами для фнксацнн Огноенте.тыю очеред1Ю10 ноиеречного стержня иорта.ла, жестко связанного с корнусом ниевмоцнлиидра.
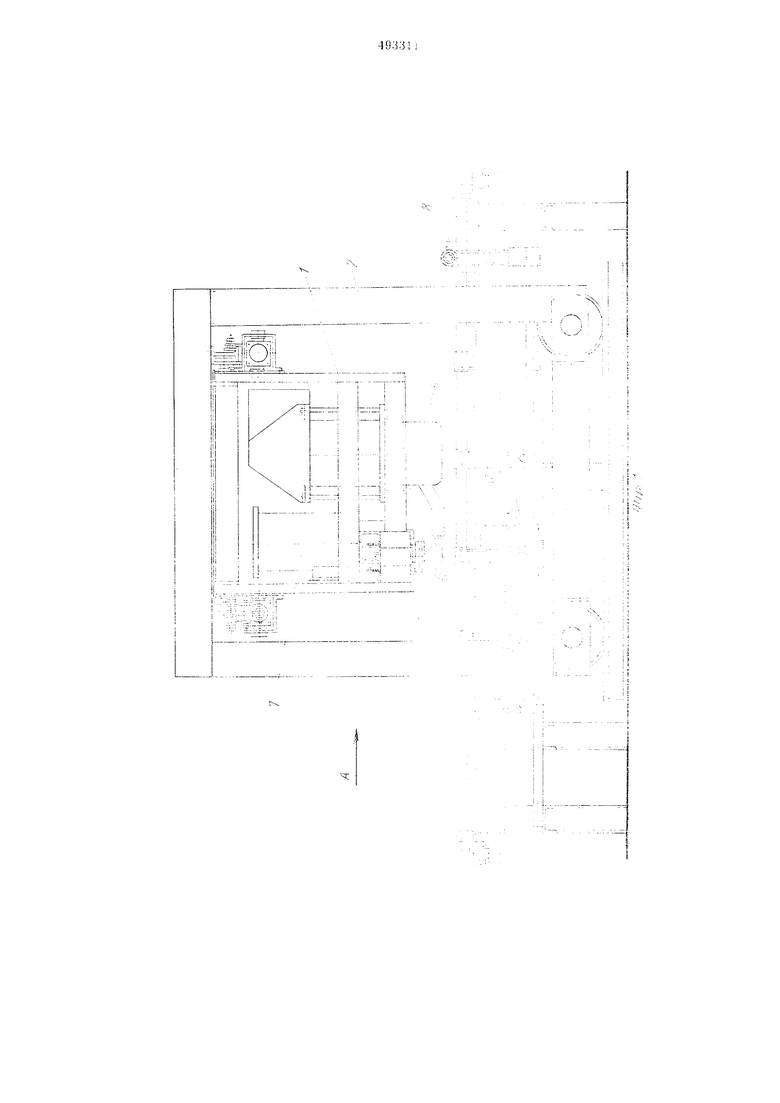
На фн1 ) :К)казана нред.тагае.ая машина, обн1ин HH.i; иа фнг. 2 - - вид но стрелке А на фнг. 1; на фнг. 3 - узел I на фиг. 1.
MaHJHHa Д.ТЯ ко;ггакги011 сварки состоит из
сварочной головки 1. неремеи ающеиея поиерек .:осга 2 ниевмоцнлиндром 3. Электроды 4 сос.чннсны 1ибки.ми шниам ; 5 с транссрормато;ч):.1 6 и имс:от нажимной механизм Г. ИеН1)движно уетаиовленнын токонроводяиип стол б имсег на торнах дсржате.тя У а)матурв1, ycTaiiaii.THBaeMbie в зависимости от- шага С1е)жне11 арматурв каркаса.
Механизм неремсшення cBap04iioii головки 1 з.месте с мостом 2 состоит из нневмонн.тиндра 10, закрен.те1111ого на мосту, нгуиа-захвата 11, связа11ного с кронштейном 12 шарннрно, а ео штоком 13 инсвмоци.тии.цза с по.мои1,ью на.тьца 14, 1чотор ыи может неремешаться но назу ш.уна-захвата 11 и наклонно.му пазу фиксируюндсго захвата 15. Фикоцпчогцни захват 15 связан шарнирно с кронштешюм 12, а с ш.уиом-захватом 1 i сидит на OHiioii оси.
В держатели У арматуры токонроводя1дего стола б устанав.т 1ва1отся стерж;1и а|)матуры каркаса. 11иевмодилиндру 3 уе ганав.тшкнот ход штока, равный шагу eждy двумя ионарио сваризаемв;.ми пересечениями арматуры. Сварочная го.товка 1 нодводится к огиюму из уг.тов свариваемого арматурного , электроды - устанавливаются нротнв HcpBoii иарв г.ересечения арматурвк и машина включается на автоматический шаг. После сварки HCpBoii нары иересечення арматуры сва ючная голов1 а 1 перемешается нневмоцнлиндром 3 110 мосту 2 на одни шаг, iipoiiLXi),:,:. c:ii.jK;i, и цикл продолжается дальше. После сиарк; последией пары псресече:1иГ1 IVpix : ;) ном иоисречиол ряду (Я1аегси MexaiiiiJM иеремещепия моста 2. В ииевмодклпидр 10 подается сжатый 1 Оздух, гиток 13, 1ыходи r.s плеамоцп-яиндра, перемещает па/дД М, л гЬиксиру1оии111 захват 15 иодиимач-тси. 11ри даль пейше:. дгя-жеиии штока 13 иил;-зах;;а1 1 . 1Л. чипает движеиие имеете с флкс1 ру()И1:;м ,аI xiuiTOM 15 до е.тедуюлцло держ;:гелн aj)Ma туры. После иаезда 1ду11ал ах: ата К аа дег)жатель арматур) ироиехолл iepo;:/i:o-KMii:. иодачи сжатого ;юзду а i; 1ид;;.:од:1 : 1л;др И;. и 1дуи-зах; ат 11 1 холит л зацепление с лер- жатслем арматуры. Шток 13, лерелаш-аяс) а прот ивоположиую eiOponv. а|;ааале eKo.ibaa: па.аьием 14 ио ил1зу 1ду ;а-аахаа Ia 1 а ио i;aзу ()И1его 1л. Ког.аа o-i .Toiix.e: ly) же-; i.; :, ::; ia:vi) да, 1:кл1;;ч агг ;e;;ainijM пе; дикл адигоря.лея. оо::а м:, 11ропди л (.):o ;iii:.:;:Typi:f.л) ; а:;л:л;:е е;. ; с лл;е: а:,л; г : ,. : м ,. ,, ,..5 ДЬлллиа д.н; K iriдлгао а/мату:л1ь;ч еетох. ео лмл -1Лектро., ei аио;:л;111:1,к:л:ожаоег:,1Г) iiiJaepe : :;:ч; олюса ааемо;: еетк;: iiepeMemeua, ЛХ; :о проло,,;i: о ;л-а1,:,:е1:г:лл;. ai аале ia)ji:-a,v:. е иреиодол:, аесуа
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многономенклатурной штамповки полосового материала различной толщины | 1987 |
|
SU1518062A2 |
| Устройство для автоматического поддержания напряжения электрической дуги | 1948 |
|
SU80649A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| Способ изготовления и монтажа сборного резервуара | 1980 |
|
SU1079807A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Устройство для сборки блоков(пакетов)радиоламп | 1954 |
|
SU103133A1 |
| Установка для изготовления арматурных сеток | 1984 |
|
SU1491638A1 |
| Устройство для подачи продольных стержней, параллельных друг другу | 1977 |
|
SU743761A1 |
| УСТРОЙСТВО для СВАРКИ плоских | 1973 |
|
SU407679A1 |
| Способ изготовления предварительно напряженных железобетонных сквозных ферм | 1949 |
|
SU83842A1 |