Изобретение относится к сварочной технике и может быть использовано для изготовления с иомошью сварки арматурных ка)касов, в частности арматурных сеток с фиксаторами.
Цель изобретения - экономия материала арматурных стержней.
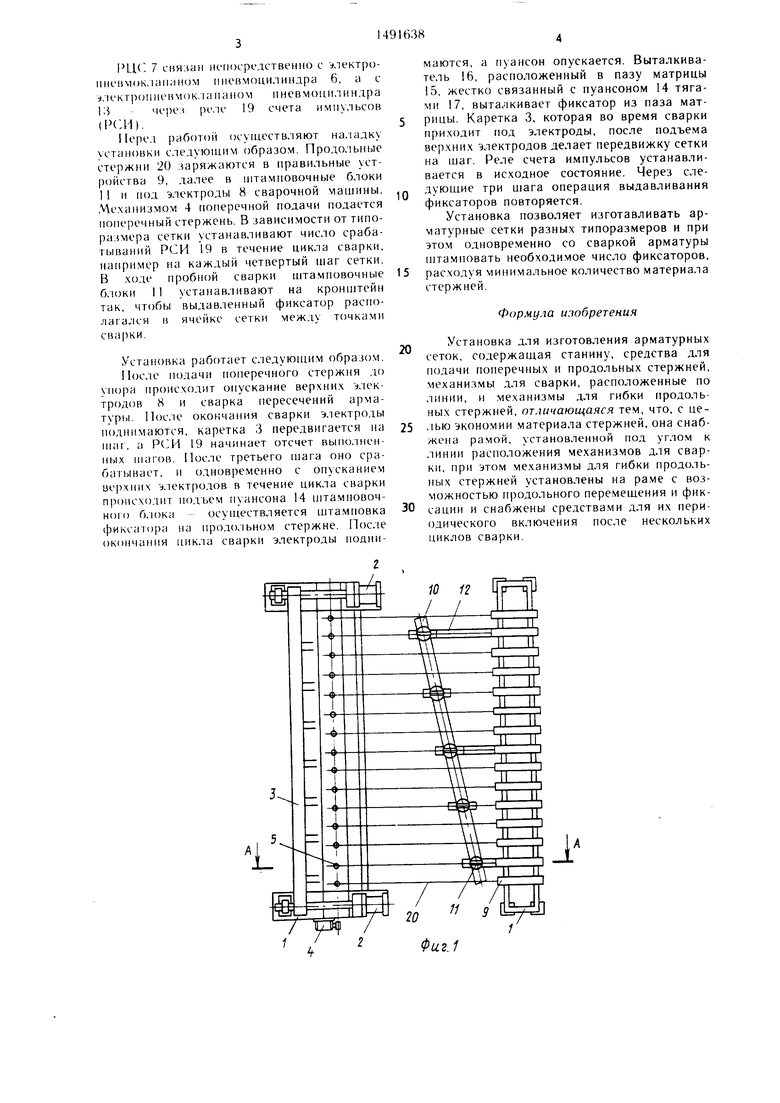
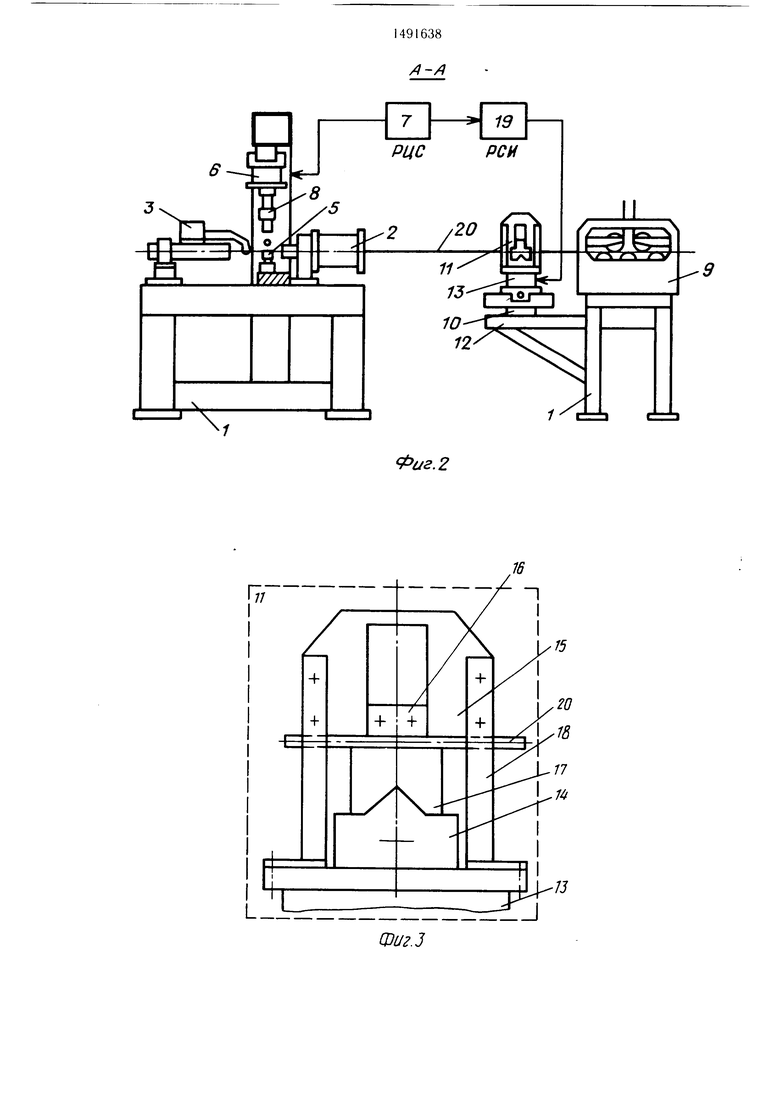
На фиг. I изображена установка, общий вид в плане; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3-5 - цикл работы штамповочного блока; на фиг. 6 - схема управления работой установки.
Установка содержит станину I, иа которой смонтированы пневмоцилиндры 2 перемещения каретки 3 продольной подачи, механизм 4 поперечной подачи, а также нижние электроды 5 и пневмоцилиндры
6 с верхними электродами 8 механизмов для сварки. Пневмоци, 1индры 6 связаны с регулятором 7 цикла сварки (РЦС). ЛДежду механизма.ми сварки и правильными устройствами 9 на раме 10 установлены механизмы гибки, выполненные в виде штамповочных блоков 11, при этом рама И)расположена под углом к направлению продо, 1ь- ной подачи и кре 1ится к станине кронп - тейнами 12.
Штамповочные блоки состоят из пневмо- цилиндров 13 с закрепленными на их штоках пуансонами 14, матриц 15, выталкивателей 16, тяг 17 и стоек 18, установ- , 1ены на раме К) с в()зможност1)Ю пере.ме- шения вдоль нее п закрепляются в пре- де, 1ах размера ячейки арма гур;;ой сетки.
;
QO
О5 СО 00
РЦС, 7 связан непосредственно с :(лектро- HHi iiMDK.iaiKiHOM пневмоцилиндра 6, а с ,-к ктр(Л1ненм()к.1анамом пневмоцилиндра l;i - чере:( реле 19 счета импульсов
(|ч:и).
Перед работой осуществляют на.1адку установки следующим образом. Продольные стержни 20 :5аряжаются в правильные устройства 9, далее в штамповочные блоки 1 I и иод электроды 8 сварочной машины. Механизмом 4 поперечной подачи подается поперечный стержень. В зависимости от типоразмера сетки устанавливают число срабатываний РСИ 19 в течение цикла сварки, например на каждый четвертый шаг сетки. В ходе пробиой сварки штамповочные блоки 11 устанавливают на кpoнпJтeйн так, чтобы выдавленный фиксатор располагался в ячейке сетки между точками с в а |ж и.
Установка работает следующим образом.
После подачи поперечного стержня до yiKjpa происходит опускание верхних v. ieK- тродов 8 и сварка пересечений арматуры. После окончания сварки электроды поднимаются, каретка 3 передвигается на ики, а 19 начинает отсчет выполненных inaroB. 1осле третьего шага оно срабатывает, и одновременно с опусканием uej-JXHHx электродов в течение цикла сварки происходит иод ьем пуансона 14 штамповочного б,и)каосуп1ествляется штамповка фиксатора на продольном стержне. После окончания цикла сварки электроды подни0
5
5
0
маются, а пуансон опускается. Выталкиватель 16, расположенный в пазу матрицы 15, жестко связанный с пуансоном 14 тягами 17, выталкивает фиксатор из паза матрицы. Каретка 3, которая во время сварки приходит под электроды, после подъема верхних электродов делает передвижку сетки на шаг. Реле счета импульсов устанавливается в исходное состояние. Через сле- дуюшие три шага операция выдавливания фиксаторов повторяется.
Установка позволяет изготавливать арматурные сетки разных типоразмеров и при этом одновременно со сваркой арматуры штамповать необходимое число фиксаторов, расходуя минимальное количество материала стержней.
Формула изобретения
Установка для изготовления арматурных сеток, содержащая станину, средства для подачи поперечных и продольных стержней, механизмы для сварки, расположенные по линии, н механизмы для гибки продольных стержней, отличающаяся тем, что, с це- .1ЬЮ экономии материала стержней, она снабжена рамой, установленной под углом к линии расположения механизмов для сварки, при этом механизмы для гибки продольных стержней установлены на раме с возможностью продольного перемещения и фиксации и снабжены средствами для их периодического включения после нескольких циклов сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1138276A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |

Изобретение относится к сварочной технике и может быть использовано для изготовления арматурных сеток с фиксаторами. Целью изобретения является экономия материала арматурных стержней. После заправки продольных стержней через правильное устройство, штамповочные блоки под электроды сварочной машины механизмом поперечной подачи подается поперечный стержень. Далее происходят опускание верхних электродов сварочной машины и сварка пересечений арматуры. После окончания сварки электроды поднимаются, каретка продольной подачи передвигается на шаг и включается реле счета импульсов, отсчитывающее в дальнейшем количество выполняемых шагов. После заданного шага реле срабатывает и дает команду на осуществление в процессе цикла сварки, штамповки фиксаторов на продольных стержнях штамповочными блоками, которые размещены на раме, установленной под углом к линии расположения механизмов для сварки, с возможностью продольного перемещения и фиксации. Данное устройство позволяет изготавливать арматурные сетки разных типоразмеров, при этом одновременно со сваркой арматуры штамповать необходимое число фиксаторов, расходуя минимальное количество материала арматурных стержней. 6 ил.
Mi
II .f
Г7;
Фиг. 2
7J
Сииг.З
L
16
| Авторское свидетельство СССР ,№ 533433 | |||
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
