Изобретение относится к сварке плоских арматурных каркасов для железобетонных конструкций и может быть иснользовано на заводах сборного железобетона и специализированных заводах, выпускающих арматурные каркасы.
Известно устройство для сварки плоских каркасов, содержащее станину с электродами, приводную каретку с захватами для подачи поперечных стержней в зону сварки п электрическую день унравления сварочным циклом.
Однако отсутствие принудительной фиксации поперечного стержня в зоне сварки в таких устройствах не гарантирует попадание стержня под электроды на всей его длине, а следовательно, не гарантируется сварка всех пересечений, что приводит к браку каркасов.
Кроме того, отсутствие принудительной фиксации нонеречных стержней в зоне сварки НС дает возможности осуществить простой п надежный контроль но наличию нонеречпого стержня в зоне сварки в процессе автоматической работы машины. Это приводит к тому, что эти машины работают с ручной корректировкой поперечных стержней из-за перекосов последних на захватах.
Цель изобретения - улучшить качество устройства и повысить его производительность.
Это достигается тем, что захваты снабжены подпружиненными штоками, взаимодействующими в процессе перемещения каретки с упорами, закрепленными на станине,
и одповремеппо воздействующими па шарнирно закрепленные на захватах фиксаторы. Станина снабжена щарнирно установленными па ней рычагами, воздействующими при прижатии к ним поперечных стержней на конечные выключатели, последовательно включенные в электрическую цепь управления сварочным циклом.
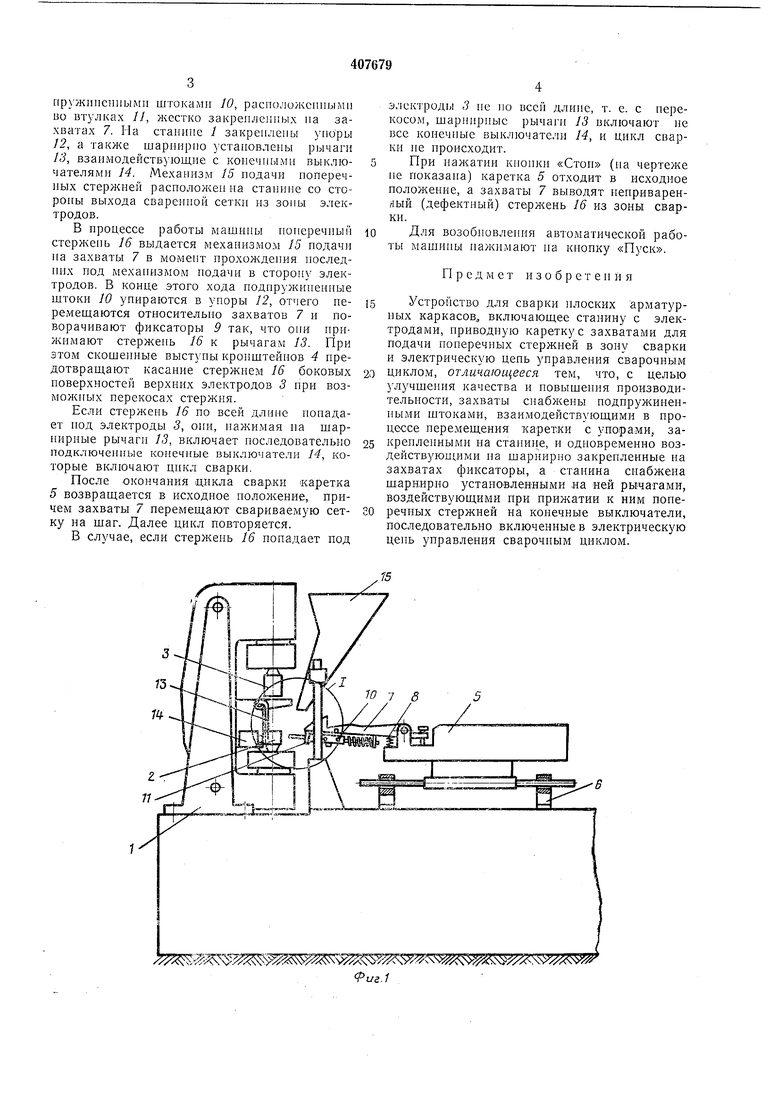
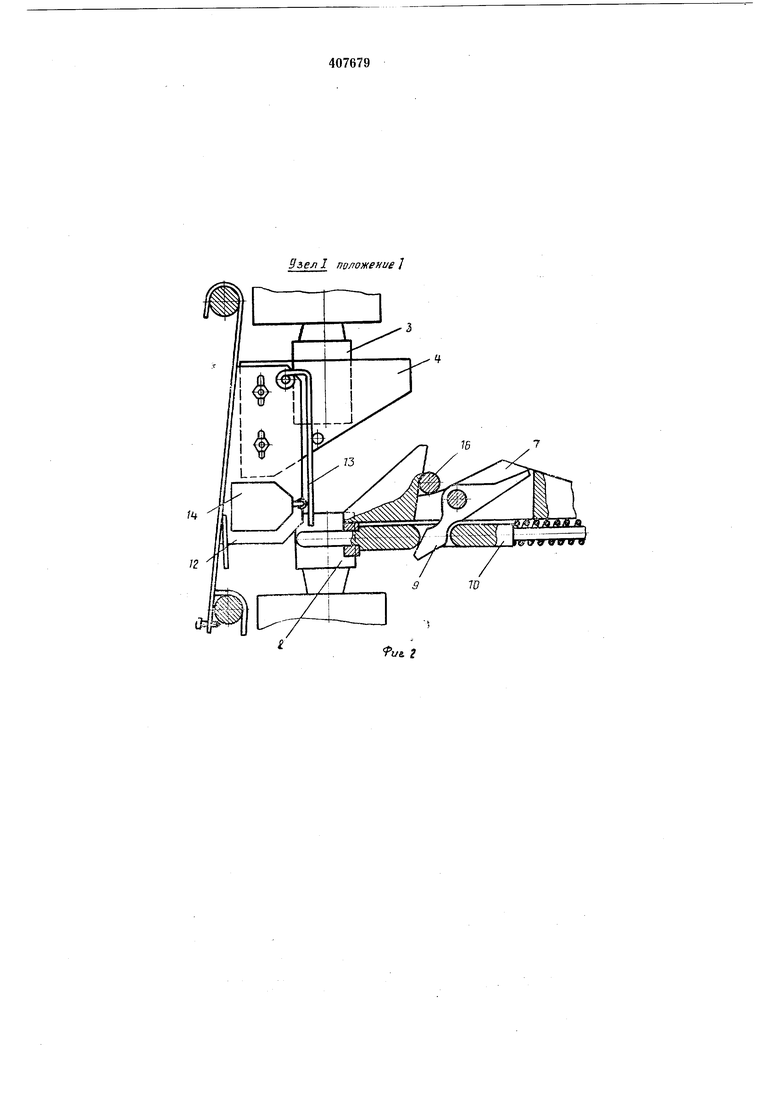
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - узел I в момент начала
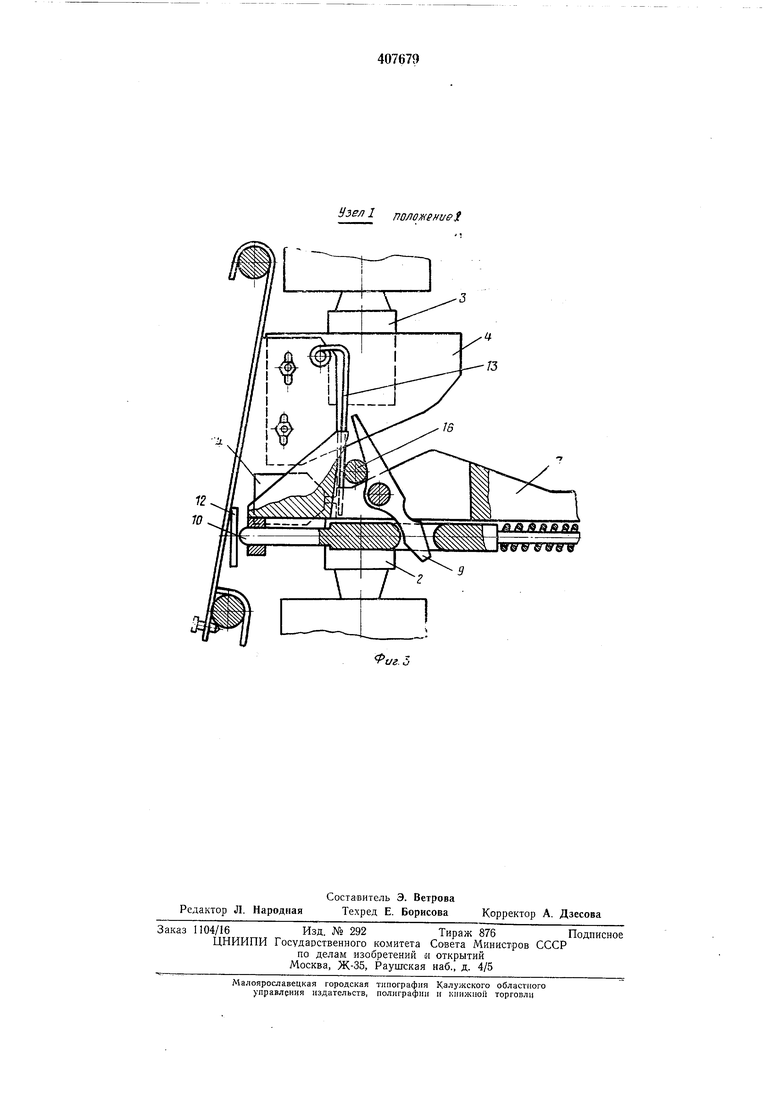
движения каретки; на фиг. 3- то же, в момент установки поперечного стержня в положение сварки,
Устройство содержит станину /, на которой смонтированы неподвижные нижние 2 и
нодвижные верхние 3 электроды. На станине закреплены также с возможностью регулировання кронштейны 4 со скошенными выстунами. Каретка 5 подвижно установлена на станине / во втулках 6, жестко закрепленных на станине. Привод каретки на чертеже не показан.
На каретке 5 щарнирно установлены захваты 7, подпружиненные пружинами 8. На захватах 7 шарпирно смонтированы новоротные фиксаторы 9, взаимодействующие с иодnpxvKiniciiHbiMii штоками 10, расположенными во втулках 11, жестко закрепленных на захватах 7. Иа станине / закренлены уноры /2, а также шарннрно установлены рычаги 13, взаимодействующие с конечными выключателями 14. Механизм 15 нодачи нонеречиых стержней раснолол еи иа станнне со стороны выхода сваренной сетки из зоны электродов.
В ироцессе работы машины нонеречиын стержень 16 выдается механизмом 15 нодачи на захваты 7 в момент прохождения носледних иод механизмом иодачи в сторону электродов. В конце этого хода ноднружнненные штоки 10 уиираются в уноры 12, отчего иеремеш,аются относительно захватов 7 и поворачивают фиксаторы 9 так, что они ирижимают стержеиь 16 к рычагам 13. При зтом скошенные выстуиы кронштейнов 4 предотвращают касание стержнем 16 боковых поверхностей верхних электродов 3 нри возможных перекосах стержня.
Если стержень 16 по всей длине нонадает нод электроды 3, они, нажимая на шарнирные рычагн 13, В1 лючает носледовательно подключенные конечные выключатели 14, которые включают цикл сварки.
После окончания цикла каретка 5 возвращается в исходное иоложенце, прцчем захваты 7 перемещают свариваемую сетку на шаг. Далее цикл повторяется.
В случае, если стержеиь 16 нопадает под
э.чектрод) 3 не но всей длине, т. е. с нерекосом, шарнирные рычаги 13 включают ие все конечные выключатели 14, и цикл сварки не нронсходит.
При нажатии киоики «Стон (на чертеже не показана) каретка 5 отходит в исходное положение, а захваты 7 выводят неиривареняый (дефектный) стерл ень 16 из зоны сварки.
Для возобновления авто.матической работы машииы нажи.мают на кнопку «Пуск.
П р е д м е т и з о б р е т е н и я
Устройство для сварки нлоских арматурных каркасов,, включающее станину с электродами, нриводную каретку с захватами для подачи поперечных стержней в зону сварки н электрическую цепь управления сварочным
циклом, отличающееся тем, что, с целью улучшения качества и новыщения производительности, захваты снабжены подпружиненны.ми штоками, взаимодействующими в нроцессе иеремещения каретки с упо-рами, закреиленными на стаиине, н одиовремеино воздействуюпхими на шарннрно закренленные на захватах фиксаторы, а станина сиабжена щ.арнирно установленными на ней рычагами, воздействующими при прижатии к ним поперечных стержней на конечные выключатели, последовательно включенные в электрическую цепь управления сварочным циклом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток | 1974 |
|
SU554107A1 |
| Машина для контактной сварки арматурных каркасов | 1987 |
|
SU1590275A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Устройство для подачи продольных стержней, параллельных друг другу | 1977 |
|
SU743761A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
.1
г/е г
Узел 1 полокенг/еЛ
иг. и
