1
Изобретение относится к области изгот(жления арматурных сеток для железобетонных изделий контактной точечной . электросваркой на многоэлектродных машинах, а именно для сварки арматурных сеток с укороченными поперечными стержнями поочередно смещенными к их противоположным сторонам, т.е. Ьеток эконоК1Ичного армирования, позволяющих снизить расход арматурной стали, особенно периодического профиля.
По основному авт. св. № 543450 известно устройство для изготсжления арматурных сеток, содержащее установленные на станине и связанные цепью управления сварочные электроды, механизм шаговой подачи сетки, выполненный в виде каретки с захватами, подвижный и неподвижный упоры и приводные подающие ролики .
Недостатком конструкции известного устройства является низкая пр- изводительаесхь, так как подача очередного nonepe tНО1Ч прутка не. совмещена с операцией свар ки и последуюгЦей подачей се-ткн на шаг.
Целью изофетения является повышение производительности путем совмещения операции подачи очередного поперечного прутка с операцией сварки и последующей подачи сетки на шаг.
Цель достигается тем, что устройство снабжено щарнирно-закрепленной на ста- вине перед сварочными электродами по направлению подачи очередного поперечного прутка изготовляемой сетки приводной балкой, оснащенной закрепленными на ней направляющими фильтрами, при этом холостой ролик досылающей пары роликов, не5подвижный и подвижный упоры закреплены на приводной балке.
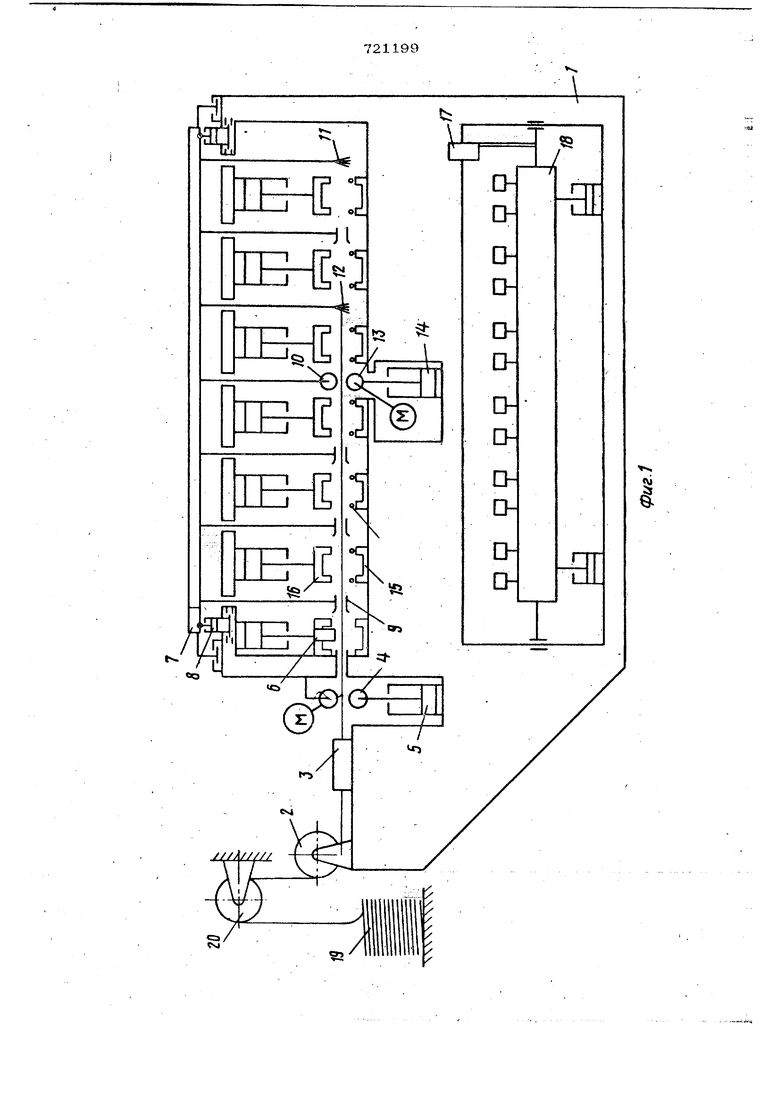
На фиг. 1 показана общая схема устройства; на фиг..2 - устройство в положении; подачи поперечной арматуры в филь0еры балки, вид сбоку; на фиг. 3 - то же, в положении подвода приводного досылающего ролика к свободно вращайэщемуся ролику к досьтки поперечного стержня; на фиг. 4 - то же, в положений отаода fipHводного йосьщающетх ролика; на фиг. 5 то ic&p X положении поаВода балхи с филь .Ш 1и пбпё эеЧный ctepjkHeW взону anejcitpbfloB; на фиг. б - тд Stfe, в йЬло жёТяЙЙ Шарки поперечного стержня с про ддпБКЫКш стержнями; на фиг. 7 - схема befkk Ж&нокфч його арми ров а ни я; Устройство содержит установленные на раме 1 электросварочной мащины нап равляющий блок 2 для арматуры, правнль йое устройство 3, основные приводные ролики 4 с перемещением одного ролика Ът бШШого цилиндра 5, оггрезное устрой ство 6 для резки подаваемой по ширине машийы арматуры на мерные стержни, ШКрёДтйнную Ни станине балку 7 с приводом от силовых цилиндров 8, на которой расположены направляющие фнйьеры 9 для подаваемой арматуры, свободно вращающийся (холостой) ролик Ю досылающей пары роликов, неподвижный 11 и подвижный 12 на раме, досылающий ролик 13, имеющий возмйжность перёкйтааться от рилового цилиндра 14, а -v,.-- -;-- t.;- -. ,- t -.---v; :S - i - « i V «-J-:Jr- -- - - I также сварочный механизм В нижних электродов 15 и верхних электродов 16 и электрооборудование 17 дли осущёЙ Штения прсиедовательности операций по изготчюленню сетки. Для nejpeTaenteHHa сетки служит каретка 18. В электросварочную машину арматура Jj aiBTCii посредетеом ее смотки с бухты 19 через направлякщйй блок 120. - - .-- ;ггг.--р-.л/ж5е Г Г - i Устройство работает следующим образом. ; ---- гт--- -; :-- -;: -r.:t::- -v- - При включении основных приводных роликов 4 арматура сматывается с бухты 19.и протйгивается через направляющие блоки 20, 2 и правильное устройство 3, проходя через направляющие фильеры 9 до подвижного упора 12. При этом фильеры расположены соосно с арматурой, подаваемой основными роликами. Затем каретка 18 продвигает сетку ffi ШаРи йШврщцается В исходное положение. Отрезным устройством 6 произво дится Отрезка стерящя, затем ролик 13 подводится к ролику 10 и стёрхень по-, дается (досылается)до упора 11. За Шо пЬда|ЧГ j роликами прекращаетсй за сче отеора роли.ча 4 силовым,цилиндром 5. „,„, Затем балка 7 перемешает поперечный стёржёнь в зону электродов, где он зажи
721199 мается между верхними и нижними электродами и сваривается с продольными стержнями арматурной сетки. Балка 7 возвращается в исходное положение (фильеры раздвигаются благодаря их выполнению из двух половин и подпружиненными) и в них снова роликами 4 подается арматура, которая после отрезки не досылается до упора 11, а перемещается балкой 7 в зону электроде. Поданный поперечный стержень оказываемся смещенным На другую стсфону свариваемой сетки. Балка 7 возвращается в положение подачи в ее фильеры 9 следующего поперечного стержня и цикл работы устройства повторяется. Во время подачи поперечной арматуры в фильеры балки заканчивается цикл сваоки ранее поданного к электродам поперечHoto стержня, и производится передвижение сетки кареткой сварочной мащины на шаг. Время пОдйчи поперечного стержня балкой 7 в зону электродов благодаря небольшому расстоянию этого продвижения значительно меньше времени, затра-:.. --.:-.-. --..-,. ...,f.,. . . ,,-.ji..... . .... чйВаемдгойа; подачу арматуры по ширине сварочной машины непосредственно в зону электродов. Цикл работы сварочной машины сокрашштся, следовательно, произв(дительность машины повыщается. Формула изобретения Устройство для сварки арматурных сеток tiQ йвт. св. N9 54345О, о т л и ч а ю щ е ё С я тем, что, с целью повыив- Нйя прШ адйтШЁ.Но1сГ и Т1рй изготовлении сеток с пЬперечиУми стержнями, располоЖенными поочередно с двух Сторон полотп ни Сетки, путем Совмещения операции подачи очёре) пОпёрёчйоУЧ) npyrtca с операциями сварки и последующей подачи сетки на шаг, устройство снабжено щарнирво-оакрепленнойгна станине перед сва- рочныШ электрбдаИи по направлению подачи очередного поперечного прутка изготовляемой сетки приводной балкой, оснацтенной закрепленными на ней направпя ющими фильерами, при этом холостой ролик досылающей пары ршиков, неподвижный и подвижшдй упоры закреплены на приводной балке. Источники ин|юрмапии, принятые во BHtiMaHBe при экспертизе , v Авторское стидетельство СССР М 54345О, кл. В 21 F 27/ОО, 1975 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Устройство для сварки арматурных сеток | 1974 |
|
SU574257A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Устройство для сварки арматурных сеток | 1975 |
|
SU543450A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Линия для сварки арматурных сеток | 1985 |
|
SU1326413A1 |
| Устройство для подачи продольных стержней, параллельных друг другу | 1977 |
|
SU743761A1 |
| Устройство для приема и сброса арматурных сеток | 1990 |
|
SU1745487A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |

,/
tSJ v i V ;-:-: :- j-i уи.... 1,; Svt: j f -.I . i 721199
