И;«)бретеиие относится к маи1ин(.)1:трс)е- иию, а именно к кузнечночфессоному обору- ). и яиляется уосвершенстнонанием и.1всстн()й установки для многономенклатурной штамновки юлосового материала раз- 1ИЧНОЙ толщины но авт. св. Л 1069908.
Установка для мно| ономенклатурной нтамповки полосового материала различной ТОЛН1ИНЫ но основному изобретению содержит связанные системой управления н)есс. комплект сменны.х (нтамнов, устройство для хранения и смень комплекта лтамнов. устройство для хранения и смены для стон полос, устройство дли 11О1итучной выдачи но- лос из стоны, уст)ойсгво для гк дачи но. юсы в Н1тамн. устройство для резки отходов, узел контро.тя толщины нолос, систему выбора штампов и кассетЬ) в соответствии с габаритами полос1)1, нри этом устройство для хранения и смены комнлекта штампов вьнюлне- но в виде установленного на стойке гора с но, 1ками д.1я )азмен;ения ипамнон, CTo.:ia и захвата д.чя iоризонтального нереме- шения итампов с 11)иводом ег() перемещения, стр(ли-1во для хранения и смены кас- сег выно.шено в виде установ. на аналогичной CToiiKe v. ieiuiTopa с нолками для размещения кассет, двух столон с )норн1 1ми ро, 1иками, механизмов нодт.ема и о)изон- та.1ьн()го неремснн ния кассет, содержащих |)абочие цилиндры и захваты, устанив,1ен- Hi.ie на игижах раб(.1чнх цилиндров.
Недостатком (1ой ус1ановки является не- обходнмость нрименения ручного т|)уда нри (амене 1нтамнов на нолках :.аецатч) 1а, ч И) снижаег производительное i) труда.
Цель нзобре1енняснижение заг)а
ручно1() груда и по 1ышение нроизводитель- нос1И.
На (|)нг. I изображена установка, оГии.ий вид; на . 2 сечение А .Л на . на i{)H. 3 сечение Б- Б на tjiMi. 1, на фнг. 4 внд Н на фи. 1; на (jiiu. Г) SUM 1 на фиг. 4; на фи1. 6 вид Г на фи1. Л. на 4 И1- ИД Л на (|)иг. 6.
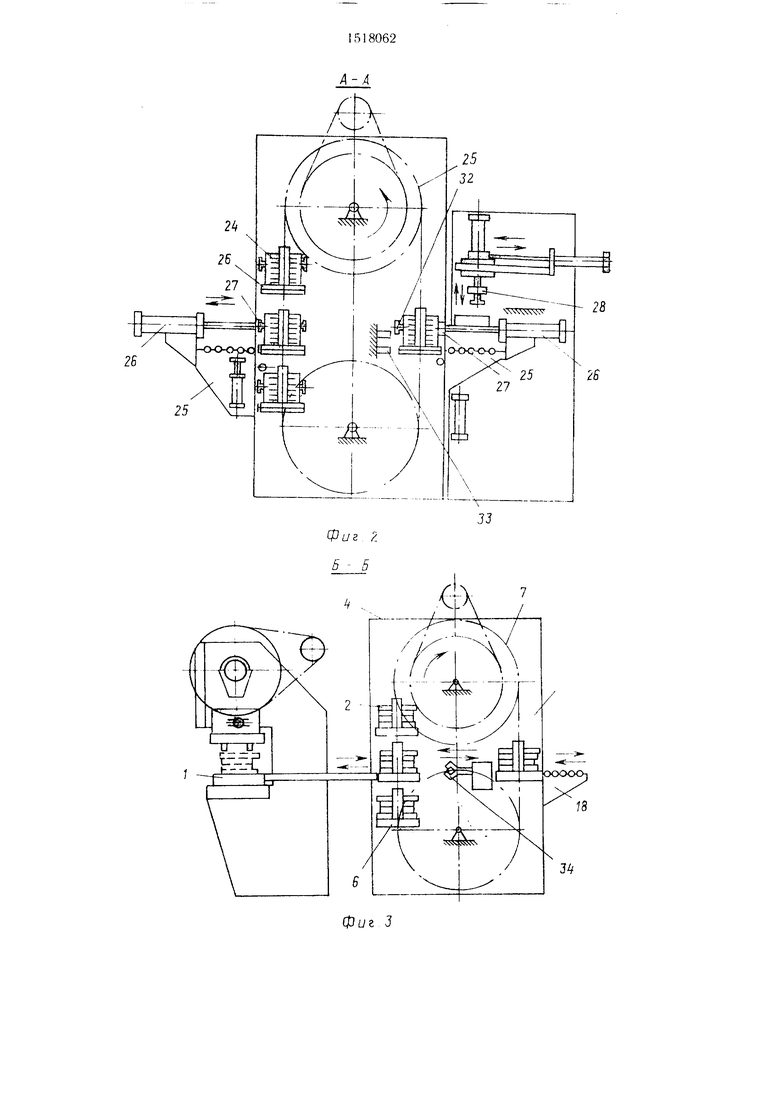
Установка содержит н)есс 1 со сменным Н1 гамно И)чным инс груме ню.м, вы почтенным в виде 1нтамнов 2, блок 3 систем1)1 у11ра1 Ле- ния установкой, crpoiicrBo 4 для хранения и смены штампов 2, механизм 5 замены HI гам нов на полках 6 iJieBaTopa 7, а также механизм 8 расфиксации 1нтамнов 2 относительно полок 6 у;1еватора 7. Нри мехаиизм
8вынолнен в виде закренленных на стойке
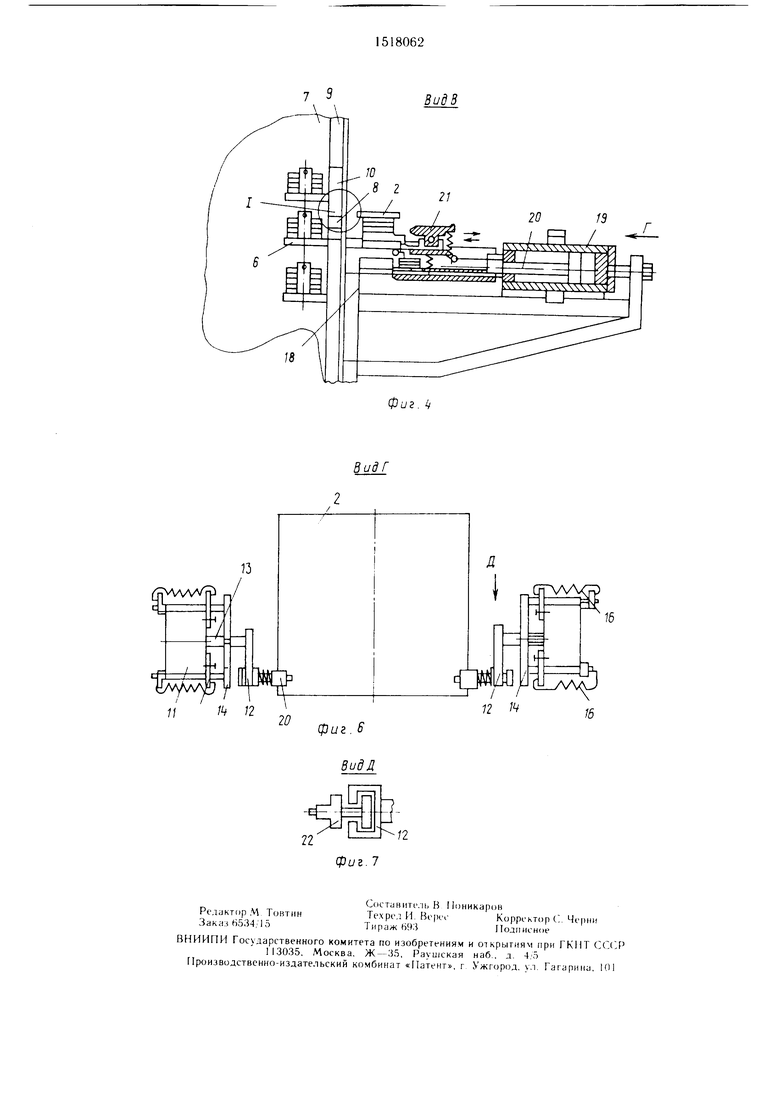
9: леватора 7 в зоне за,грузки -.leBaTopa штампами 2 с сторон носредсгвом кронн1тейнов 10 двух нневмонилиндров 11, ви,;1ьчатых захватов 12, связанных со штоками 13 соответствующих нневмоцилиндров 11, закренленных на нп оках 13 планок 14, а также размешен1п,гх па корпусе 15 нневмоцилиндров 1 1 с возможностью возвратно-поступательного перемещения относительно
-
15
s
JQ20 30
35
Q
55
45
iO ,-,
корпуса 15, взаи.модействия с планками 14 и п(.1Д |ружипенных относительно корпуса 15 посредством пружин 16 штанг 17, ме,ханизм 5 выполнен в виде размещенного на столе 18 дополнительного пневмоцилиндра 19 и установленного на столе 18 с воз.можностью возвратно-посту нате,1ьного перемещения и взаимодействия со штоком 20 дополнительного пневмоцилиндря 19 за.хвата 21, а штам- ГП)1 2 удерживаются на полках 6 улеватора 7 с помощью подпружиненных фиксаторов 22, зa laдaюп иx в (отверстия, вьпюлненные в дни- щах штампов 2.
Чмановка также содержит устройство 23 для хранения и смены кассет 24 для стоп нолос, выполненное в виде установленного на ана,логичной стойке 4,1еватора 25 с нг)лками 26 для )азмешения 24, двух столов
25с опорными ро, П1ка.ми, механизмов подъема и гори.зон 1 ального нере.меп1ения кассе:, содержащих рабочие цилиндры 26 и захва- ri,i 27, ус1;1Н()в,лрнпые fa шюках рабочих пи- лип.цюв 26, уст)ойств() 28 для поп1тучной вы - дачи 1И)Л()с из сгоны, устройство 29 для по дачи п(),. |01-ы в пп амп. ч тройс 1во 30 для резки отходов, узел iM т(), ицины полос, систему выбора штампа и кассеты в ссютвег- ствии с габаритами по, 1осы, выполненную в виде :1кранов 32 и кодов1)1Х датчиков 33. При гом устройство 4 выпо, 1нено в виде установ- .тенного на стойке 9 леЕигюра 7 с о,пками G д, 1я разм1. 1цения ni iaMnoB 2 стола 1 и зах- вага 34 для горизонт а.мын) - нере ичиен| я ип ампов 2 с приводом его перемещения, Г ;;с1и, 1оженным внут)и .теваюра 7.
Пере.т нича, 1ом рабопя уст;:нозкп производят 24 иолосг зым ма.ериа- IOM, Н)ичем в калчд К) и. кассе 24 /кают ), 1осы задапп(И1 толщины, и ирины и .. I ос,те фоизводят иде гтифика- каждой кассс 1, 24 i соответс зуьмцего
ей 2 1ДеНТИЧ1П,1 СОЧеТ;:ний и набо|)е экранов .32 и кодовьг .татчиков 33. Затгм за ружакг кассеты 24 на полки
26 :1,те ат-ора 25, а 2 , ;ки элеватора 7, при этом блок 3 гистемь у 1равле- 1ия переключают в режи.м паладки, (ялчце- стн.тяемь кно 1очным управ.тением (ie но- Ka.;iiio). После ,ки всех (.I,TOK элеваторов 25 и 7 соо ветс кассетами 24 и птаммам 2 блок 3 системы у 1равления пе- )еводят в автоматический режим 1 тамповки дега;1ей io заданной нрограмме.
Уста 1овка в автоматическом режиме раatT с.ледук)шим образом.
f блок 3 систе.мы управления вводят nporjiciMMy штамповки деталей. Но команде б. юка 3 1риводятся в действие все элементы установки. При (1Дходе 1олок, на которы.ч ус ; .тен,1 оноз 1анные в соответствии с (.и paMM(jH 2 и кассеты 24 соответ- ,к сто,.ту элеватора 25 они устанав- ,ииак) -ся на одном с ними уровне. Захва:i,i:T)nopa
1 и
том 34 штамп i .иии 7. усганан. |( t-.M н,- закреп. 1якзг.
По cHiHa.iy ;1УТЧ11К ж ii,. ч . i i,i а 1ай()ие , U (icTHiiH ,чахв;1та ()( в: J8 ,u iH поштучной выаачи ц- croi bi и штам па 2 на столе пресса 1 подают команду устройству 28 на подачу полос из кассеты 24. Полоса подается в устройство 29 для подачи полосы в штамп, перед чем производится измерение ее толщины узлом 31 контроля. Если тол1дина поло ;ы не соответствует то.т 1цине полосы, заданной программой, блок 3 системы управления подает команду на отключение установки При совпадении толщин полосы п;(Данной и заданной програм патоса с .sa. JTiiHbiM niaro.vi, опредс-.тя - мым пpoгpa.vlмoй, подается в птамп. floc/io 1итамповки K.iTuBbh- детали направлнютгя в устаног1, 1енн 1) д.тя них тару, а отход по. кич, поступав I в устройств .( для резки отходов, где и.чмельчается ножнипа.ми и удаляется в тару (не показана).
Замена 1нтампов 2 иа полках 6 элеватора 7 производится следуюп1им образом.
При перемещении полки 6 с отрабоган- ным штампом в зону загрузки элеватора оь; устанавливается на одном уровне со столом 18, при этом фиксатор 22 в.чодит в паз пильчатого захвата 12. В это время срабатывает пненмоцилип.ф 19 и шток 20 вместе с .( 21 11СГ1емеп1,ается .ч полке 6 лепа- ора 7 и последний захватывает хвостовик и тампа 2, noc.ie чего срабатывает механизм S расфиксаци;. : 1птампов. Вильчатый захват 12 посредством пневмоиилиндра 11 выводит фиксатор 22 из отверстий в штампе 2 Ос- вобож.аенный от фиксаторов 22 шт амп 2 пневмоприводом 19 выводится с полки б э. к ватора на стол 18, захватывается грузо- ;одъемпым механизмом (не показан) и тран- 1Д10ртир ется на склад. Возврат в исходное положение 1нтг)ка 13 осуществляется с
23 - -.
0
5
0
5
5
0
мощью пружин 16. Аналогично нpoи. ся извлечение отработанных штампов 2 с остальных полок элеватора.
, становка нового штампа на нолкч элеватора производится в обратн(.)й пос.тедо вательности.
По сравнению с известным техническим решением настоящая установка для много номенклатурной щтамповки позволяет уменьшить затраты ручного труда, повысить производительность труда, улуч1иить ус.товия эксплуатации и повысить безопасность труда
Формула изобретения
Установка для многоно.менклатурно11 1там 1овки полосового материала различной по авт. св. № 1069908, отличающаяся тем, что, с целью снижения затрат ручно го труда и повып1ения производительности, она снабжена механизмом расфиксации штампов относительно полок элеватора и механизмом замены штампов на полках элеватора, при этом механизм расфиксации UJTaMiioB относительно полок элеватора выполнен в виде закрепленных иа стойке эле- натора двух пневмоцилиндров, вильчатых захватов, связанных со штоками соответст вующих пневмоцилиндров, закрепленных на n:Tf.rjx иевмопи тпндров планок, а такж ; ;i4v.eii v.:Hbix на корпусе пневмоиилинд)ов .- 11очм(;,кностьн) возвратно-поступательного перемепюиия относительно корпуса, взаимо- ае;1сгвия ; упомя нутыми планками и подпружиненных относительно корпуса штанг, ме ханизм замены штампов на полках элеватора выполнен в виде размеще.нного сто.те дополмите.тьпого пневмоцилипдра, а также . таи П 1енпого иа столе с возможностью возврат но-пиступательногг) перемещения и взаимо.чействия -со штоком дополнительного 1невмо 1илинДра захвата.
h
J
В ид В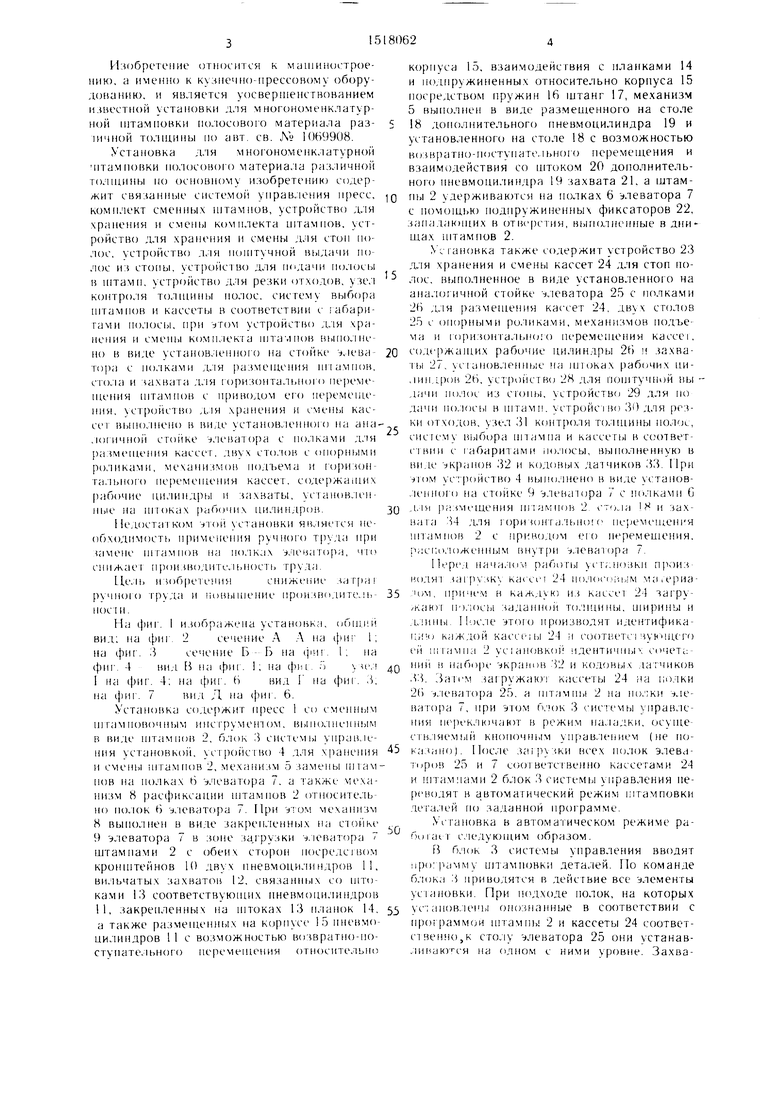

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многономенклатурной штамповки полосового материала различной толщины | 1982 |
|
SU1069908A1 |
| Автоматизированная установка для многономенклатурной штамповки деталей из полосового материала | 1982 |
|
SU1097414A1 |
| Автоматизированная установка для многономенклатурной штамповки деталей из полосового материала | 1987 |
|
SU1532152A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Стол с выдвижными полками для промазки заготовок | 1988 |
|
SU1636068A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию. Цель изобретения - снижение затрат ручного труда и повышение производительности. Устройство содержит пресс, сменные штампы /Ш/ 2, устройство для хранения и смены Ш 2, механизм для замены Ш 2 на полках элеватора, механизм расфиксации Ш 2, выполненный в виде закрепленных на стойках 9 элеватора пневмоцилиндров /П/ 11 и вильчатых захватов 12. Механизм для замены Ш 2 выполнен в виде дополнительного пневмоцилиндра /П/ и захвата, связанного со штоком дополнительного П. При этом Ш 2 удерживаются на полках с помощью фиксаторов 22. При перемещении полки элеватора в зону загрузки Ш 2 она устанавливается на одном уровне со столом. Фиксатор 22 входит в паз захвата 12. Дополнительный П перемещает захват и последний схватывает хвостовик Ш 2. Захват 12 посредством П 11 выводит фиксатор 22 из отверстий Ш 2. Освобожденный Ш 2 с помощью дополнительного П выводится с полки на стол. Установка нового Ш 2 производится в обратной последовательности. 7 ил.
фиг. 6 ВидД
Релуктор М Товтин Зака:) в534;15
Составите., В Ионикаров
Техрел И. Во(кч-Корректор С . Чорни
Тираж 693Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ .V
фиг. l
фиг. 1
Составите., В Ионикаров
Техрел И. Во(кч-Корректор С . Чорни
Тираж 693Подписное
| ШАХТНАЯ ПЕЧЬ ДЛЯ ОБЖИГА МАТЕРИАЛОВ ПРИ НЕВЫСОКИХ ТЕМПЕРАТУРАХ | 1928 |
|
SU10699A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
