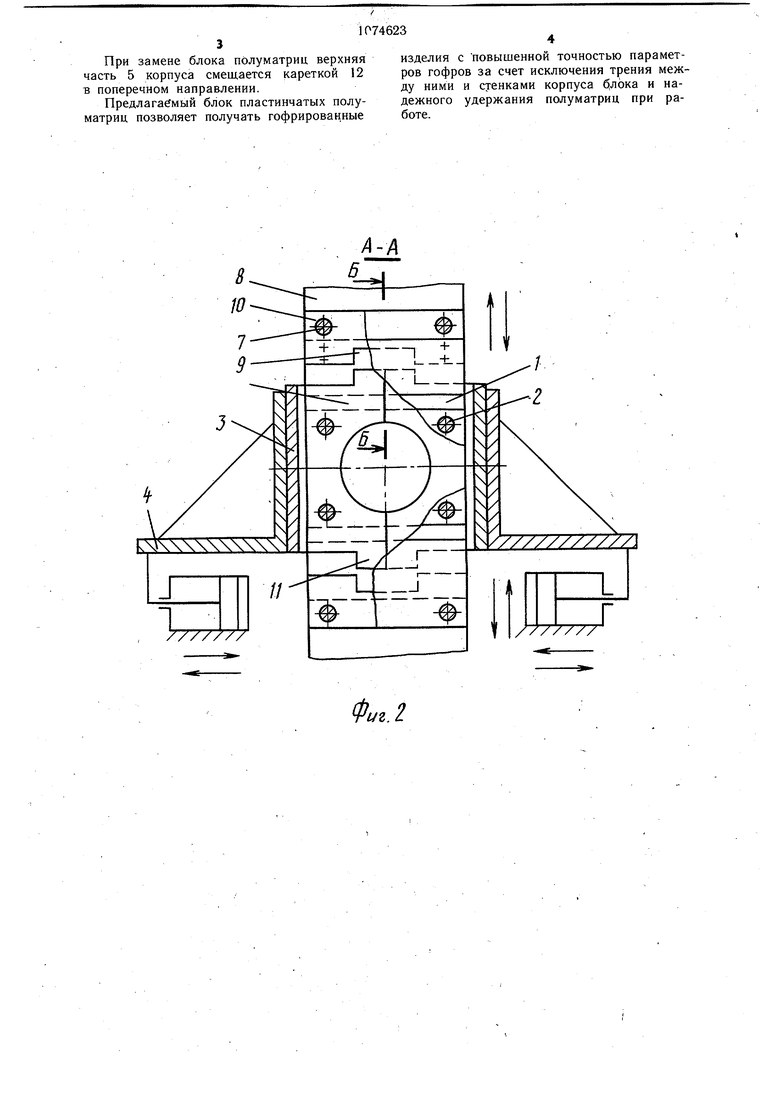
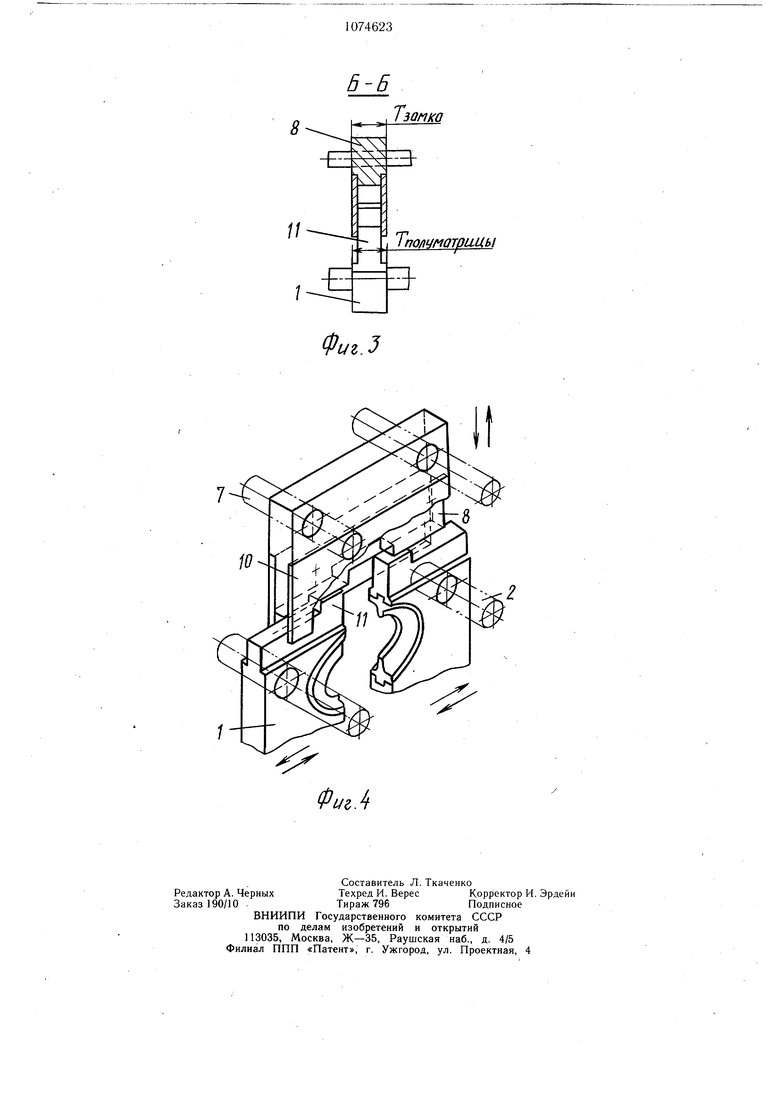
Изобретение относится к обработке металлов давлением, в частности к оснастке для гидроформовки изделий с кольцевыми гофрами типа сильфонов, компенсаторов и др. и может быть использовано в отраслях народного хозяйства, изготовляющих гофрированные трубопроводы. Известно устройство для изготовления гофрированных изделий, имеющее разъемную и в вертикальной плоскости формующую головку, составленную по длине из формующих секций, смещаемых в осевом направлении и устанавливаемых на заданный шаг гофра, механизм зажима заготовки, механизм сближения гофров и уплотнительную щтангу 1. . .j Недостаток устройства заключается в том, что при складывании полуматриц в осевом направлении для получения гофров они движутся относительно оси заготовки с некоторым перекосом порядка 4°, который вызывает силы трения, возникающие между опорными торцами полуматриц и внутренней стенкой корпусов полуматриц. Перекос полуматриц приводит к искажению геометрической формы гофра и его повреждению. Известен также блок пластинчатых полуматриц станка для изготовления гофрированных изделий из трубчатых заготовок, содержащий двухрычажный щарнирный механизм удержания полуматриц в сомкнутом состоянии 2. Однако двухрычажный шарнирный механизм не обеспечивает надежного удержания полуматриц при наличии давления в трубе-заготовке, что отрицательно сказывается на качество гофров, в частности на геометрических параметрах. Целью изобретения является повышение качества гофрированных изделий. Для достижения поставленной цели в блоке пластинчатых полуматриц станка для изготовления гофрированных изделий из трубчатых заготовок, содержащем механизм удержания полуматриц в сомкнутом состоянии, последний выполнен в виде разъемного по горизонтальной плоскости корпуса с продольными направляющими, установленных на упомянутых направляющих П-образных скоб по числу полуматриц с толщиной, равной толщине пластинчатой полуматрицы, с прямоугольными пазами на концах полок, и ступенчатых выступов, выполненных на сторонах полуматриц, обращенных к скобам, нижние ступени которых установлены с возможностью размещения в пазах полок, а верхние - между полками. Верхняя часть корпуса механизма удержания полуматриц в сомкнутом положении установлена с возможностью перемещения в направлении, перпендикулярном направлению подачи. На фиг. 1 дана принципиальная схема станка с блоком полуматриц; на фиг. 2 - сечение А-А на фиг- 1; на фиг. 3 - сечение Б-Б на фиг. 2; нафиг. 4 - скоба механизма удержания полуматриц в сомкнутом состоянии. Блок пластинчатых полуматриц содержит пластинчатые полуматрицы 1, установленные на щтангах 2 разъемного корпуса 3 блока связанного с механизмом 4 смыкания, а также механизм удержания полуматриц в сомкнутом положении, содержащий верхнюю 5 и нижнюю 6 части корпуса, установленные в них направляющие 7, размещенные на направляющих 7 П-образные скобы 8 с пазами 9, образованными полками скоб и пластинами 10, суммарная толщина скоб 8 и пластин 10 выполнена равной толщине полуматриц. На сторонах полуматриц, обращенных к скобам выполнены ступенчатые выступы 11, толщина которых соответствует щирине пазов 9, а ширина двух верхних ступеней - расстоянию между полками. Полуматрицы 1 установлены в.. корпусе 2 с гарантированным зазором, Верхняя часть 5 корпуса механизма удержания полуматриц в сомкнутом положении связана с кареткой 12, служащей для ее отвода при замене полуматриц. Полуматрицы устанавливают вдоль оправки 13 с манжетами 14 и 15. Блок пластинчатых полуматриц работает следующим образом. На оправку 13 надевают трубку-заготовку 16 и смыкают полуматрицы 1 посредством механизма 4. Перемещают части 5 и 6 корпуса механизма удержания полуматриц в сомкнутом положении со скобами 8 и фиксируют ими полуматрицы 1 одна относительно другой, при этом верхние ступени выступов 11 размещаются между полками, а нижние между пластинами 10 в пазах 9. Затем подают жидкость под давлением в трубку-заготовку через оправку 13 и на участке, ограниченном манжетами 14 и 15, осуществляют раздачу трубы. После чего осаживают этот участок путем складывания полуматриц 1 и скоб 8 в осевом направлении. При этом полуматрицы скользят по щтангам 2, не касаясь стенок корпуса 3 блока. После окончания гофрирования и сброса внутреннего давления части 5 и 6 корпуса механизма удержания полуматриц разводят освобождая полуматрицы, механизм 4.их разЬодит, что позволяет подать в зону гофрирования гладкий участок трубы-заготовки. При разведении полуматриц последние остаются зафиксированными между пластинами 10, что позволяет осуществить их возврат в исходное положение.
При замене блока полуматриц верхняя часть 5 корпуса смещается кареткой 12 в поперечном направлении.
Предлагаемый блок пластинчатых полуматриц позволяет получать гофрированные
изделия с повышенной точностью параметров гофров за счет исключения трения между ними и стенками корпуса б,л6ка и надежного удержания полуматриц при работе.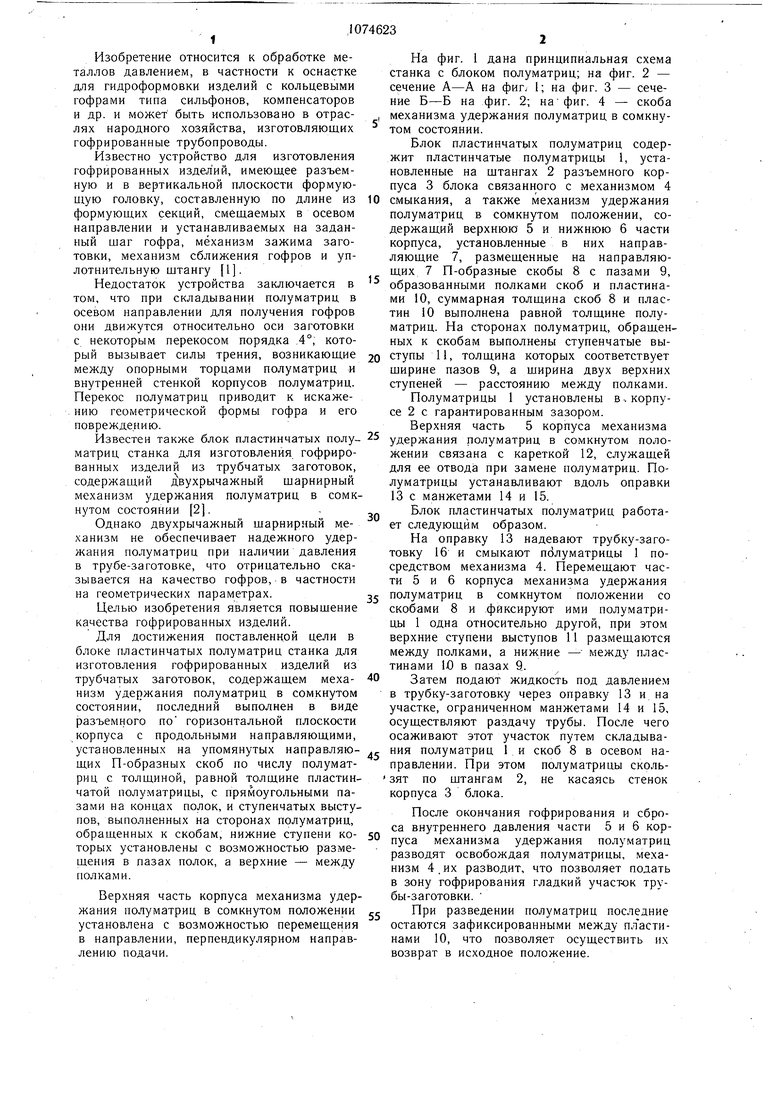
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных труб | 1986 |
|
SU1406886A1 |
| Формующая головка станка для изготовления гофрированных труб | 1983 |
|
SU1146118A1 |
| Формующая головка к устройству для гидроформования труб | 1983 |
|
SU1098612A1 |
| Устройство для изготовления изделий с кольцевыми гофрами | 1984 |
|
SU1238827A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2285573C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2000 |
|
RU2198050C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Формующий блок к станку для изготовления гофрированных изделий | 1987 |
|
SU1426669A1 |
| Устройство для изготовления гофрированных труб | 1977 |
|
SU733791A1 |
1. БЛОК ПЛАСТИНЧАТЫХ ПОЛУМАТРИЦ станка для изготовления грф,рированных изделий из трубчатых заготовок, содержащий механизм удержания полуматриц в сомкнутом состоянии, отличающийся тем, что, с целью повышения качества гофрированных изделий, механизм удержания полуматриц в сомкнутом состоянии выполнен в виде разъемного по горизонтальной плоскости корпуса с продольными направляющими, установленных на упомянутых направляющих П-образных скоб по числу полуматриц с толщиной, равной толщине пластинчатой полуматрицы, с прямоугольными пазами на концах полок, и ступенчатых выступов, выполненных на сторонах полуматриц, обращенных к скобам, нижние ступени. которых установлены с возможностью размещения в пазах полок, а верхние - между полками. 2. Блок пластинчатых полуматриц по п. 1, отличающийся тем, что верхняя часть корпуса механизма удержания полуматриц в сомкнутом положении установлена с можностью перемещения в направлении, (Л перпендикулярном направлению подачи.
Фиг. 2
Фиг.д
1
6-6
Тзото
Тполчпотриды
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 185327, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЦЕНТРОБЕЖНО-ФЛОТАЦИОННЫЙ СЕПАРАТОР | 2020 |
|
RU2796109C2 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
