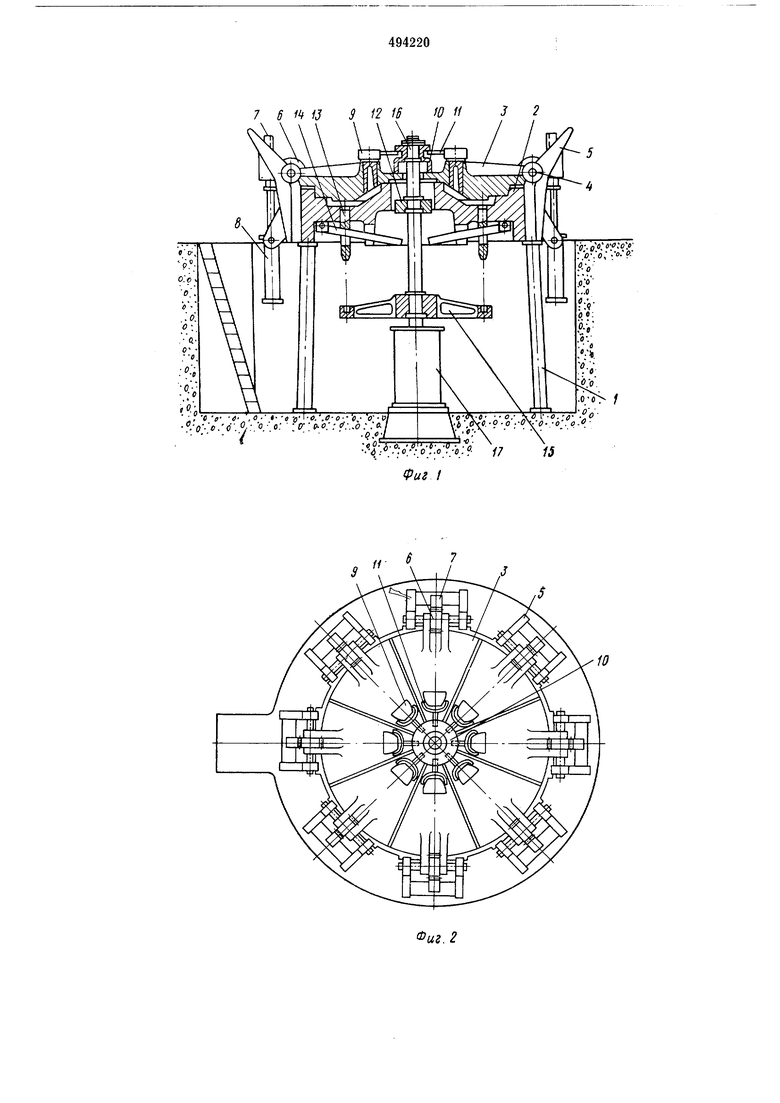
выступ, на который ложится сектор 3 при откидывании.
В каждый из секторов 3 вмонтирован стержень 9, имеющий внутреннюю полость для прибыли.
Механизм 10 прижима стержня 9, подрыва его и прижима секторов 3 выполнен в виде втулки с кольцевым пазом, верхний и нижний торцы которого служат упорами для кронштейна 11 стержня 9, при его. подрыве и прижиме соответственно нижней торец втулки служит упором для прижима секторов 3.
Механизм 12 подрыва верхней полуформы выполнен в виде кольца, верхний торец которого служит рабочей поверхностью.
Механизм подрыва и выталкивания отливки выполнен в виде толкателей 13, установленных в расточках нижней неподвижной полуформы 2 кокиля и имеющих поперечные пазы, через которые проходят рычаги 14, шарнирно закрепленные на нижней части неподвижной полуформы 2 кокиля,. Для приведения в действие толкателей 13 и рычагов 14 служит крестовина 15, на верхней поверхности которой выполнены пазы для взаимодействия с толкателями 13, а торец ступицы служит рабочей поверхностью для взаимодействия с рычагами 14.
Механизмы 10, 12 и крестовина 15 смонтированы на вертикально установленном валу 16, соединенном со штоком гидроцилиндра 17.
Механизмы закреплены на расстоянии, обеспечивающем последовательное действие каждого в соответствии с технологическим процессом литья в кокиль.
Машина работает следующим образом.
Перед заливкой кокиля металлом секторы 3 собраны и составляют верхнюю полуформу. Вал 16 находится в крайнем нижнем положении и закрепленная в верхней его части втулка плотно прижимает сектора 3 и стержни 9.
После заливки кокиля металлом в соответствующий циклограмме момент времени прижимающее давление со втулки снимается, обеспечивая свободное расширение отливки. Затем вал 16 подается вверх, и нижние торцы кольцевого упора втулки подрывают стержни 9 и поднимают их вверх. Через промежуток времени, соответствующий циклограмме, вал 16 под действием гидроцилиндра 17 снова поднимается вверх и кольцом подрывает все сектора 3 и останавливается. После
этого включаются гидроцилиндры 8 и откидывают сектора в крайнее положение, укладываяих на упоры кронштейнов 5.
Дальнейщим движением вала 16 вверх торец стуницы крестовины 15 воздействует на
свободные концы рычагов 14 и через толкатели 13 производит подрыв отливки, а затем крестовина 15 подхватывает толкатели 13 и поднимает отливку на высоту, необходимую для захвата ее цеховыми подъемно-транспортными средствами. На этом технологический процесс заканчивается и начинается подготовка кокиля к следующей заливке. При этом сектора откинуты в стороны, что обеспечивает свободный доступ к их рабочим поверхностям
и нижней части кокиля.
Предмет изобретения
Кокильная машина, содержащая станину, нижнюю неподвижную и верхнюю подвижную полуформы и механизмы подрыва стержня и прижима его, подрыва верхней полуформы и выталкивания отливки, отличающаяся
тем, что, с целью уменьшения времени обслуживания и упрощения конструкции, верхняя полуформа выполнена в виде щарнирно закрепленных на неподвижной полуформе секторов, снабженных приводами поворота, а мехаиизмы подрыва стержня и прижима его, подрыва верхней полуформы и выталкивания отливки смонтированы на одном вертикальном валу под нижней полуформой.
- - 3-11-г--
ц. ,0 « jjl.ft.)-о-- о,- V-P/
О С О о: Уч-о.: /:..
Т
/- -Qfl
1 . т
(.в- О/ i И I . -л- .; Vi ffVf -О . -о 0.0 V ,«;.
.i : 77feTT; 7 /J «г /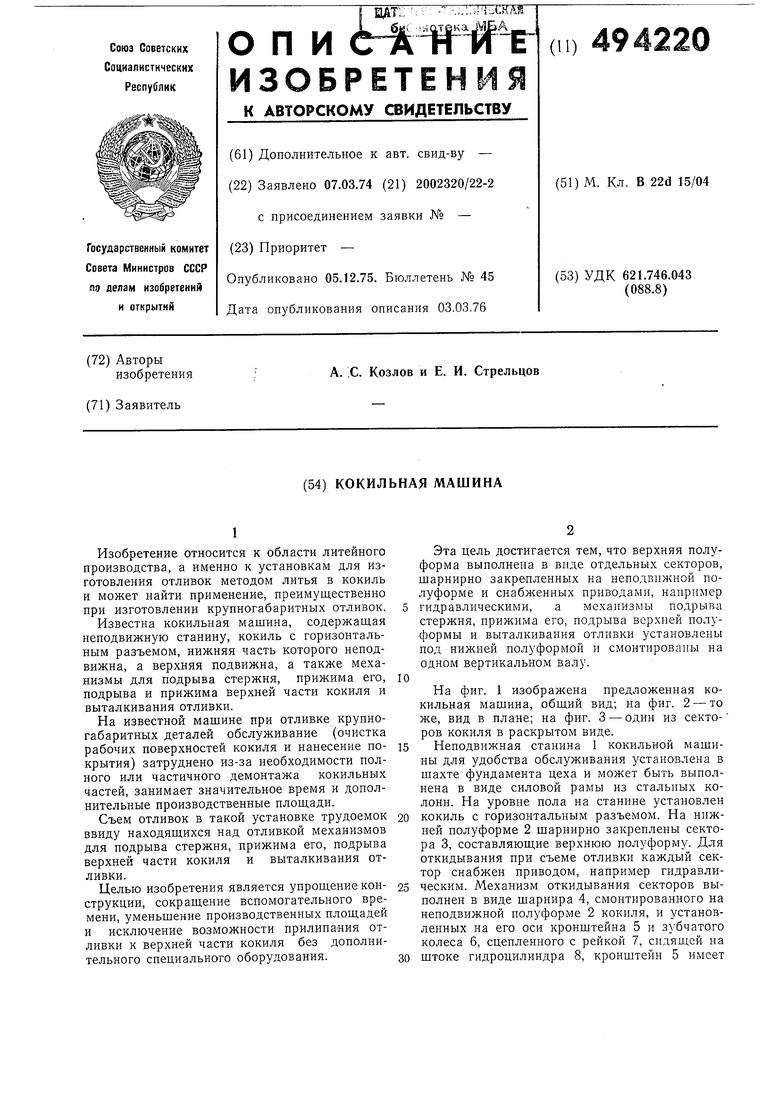

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья под низким давлением | 1976 |
|
SU577087A1 |
| Кокильная установка | 1983 |
|
SU1125098A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| КОКИЛЬНЫЙ СТАНОК | 1973 |
|
SU391902A1 |
| Устройство для выталкивания отливок | 1974 |
|
SU464378A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| Устройство для извлечения отливок из постоянных литейных форм | 1974 |
|
SU506467A1 |
| Установка для литья под низким давлением | 1972 |
|
SU424653A1 |
| Установка для литья с противодавлением | 1976 |
|
SU607649A1 |
| Кокильная машина | 1984 |
|
SU1306637A1 |

иг. 2
