1
Изобретение предназначено для резки непрерывно изготавливаемой трубы в условиях прокатного стана.
Известны станки для резки движущейся трубы, в которых каретка с режущим инструментом разгоняется до скорости трубы, движется рядом с ней, соверщая разрезку.
Недостатком таких станков является невысокая точность вследствие рассогласования скоростей каретки и трубы.
С целью повыщения нроизводительности и точности резки предлагаемый станок снабжен дополнительным механизмом зажима, перемещаемым от гидроцилиндра вдоль осн заготовки по каретке, устройство для поступательного перемещения которой выполнено в виде обкатывающегося по кулачку ролика, связанного с шарнирно закрепленным на станине толкателем, сообщающим каретке прямой ход и разгоняющим ее до скорости, равной скорости трубы, и с последующим неремещением каретки движущейся трубой.
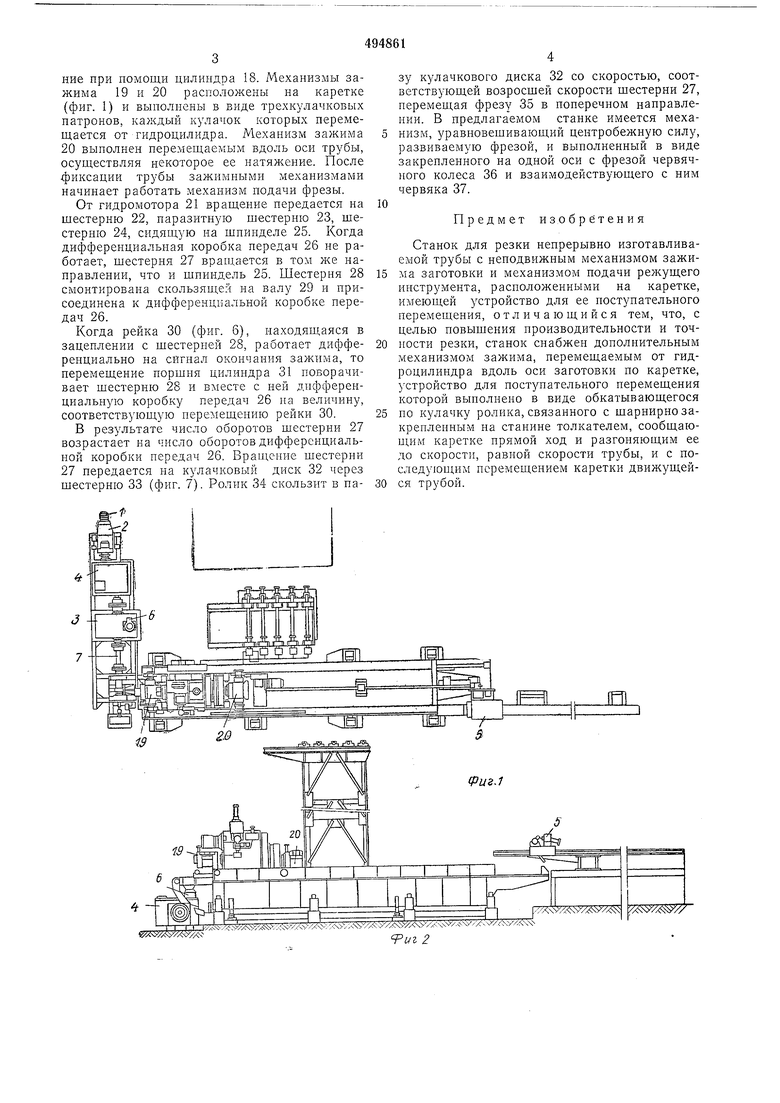
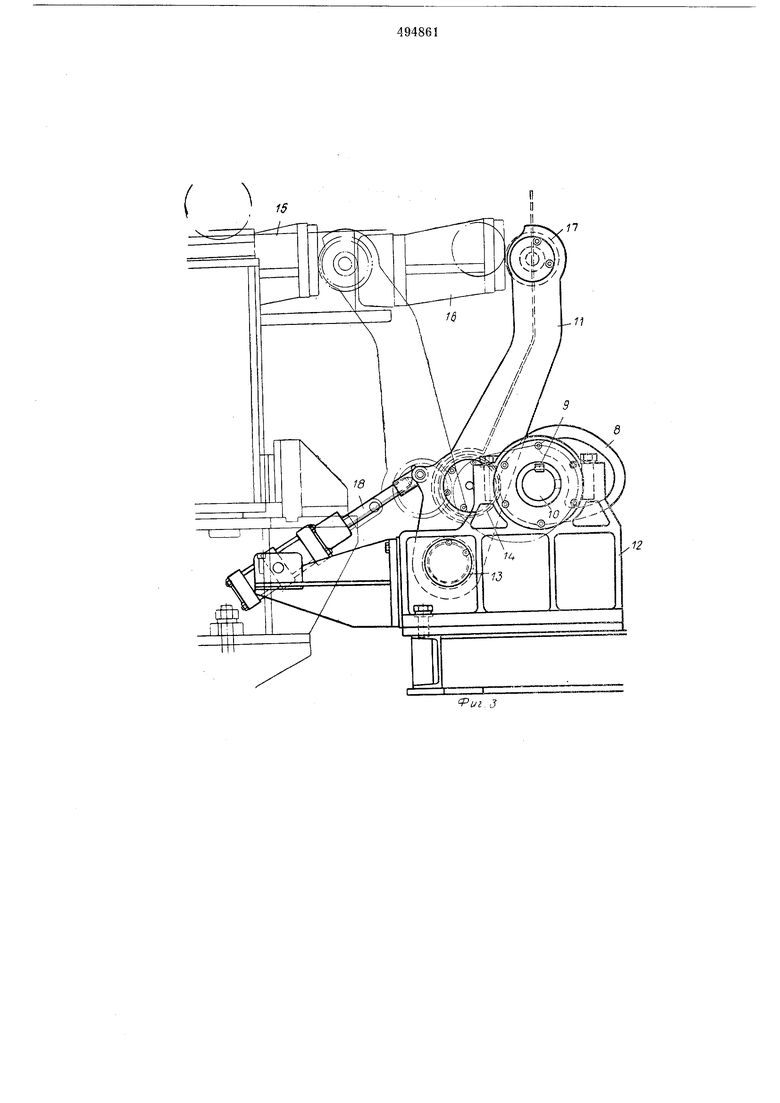
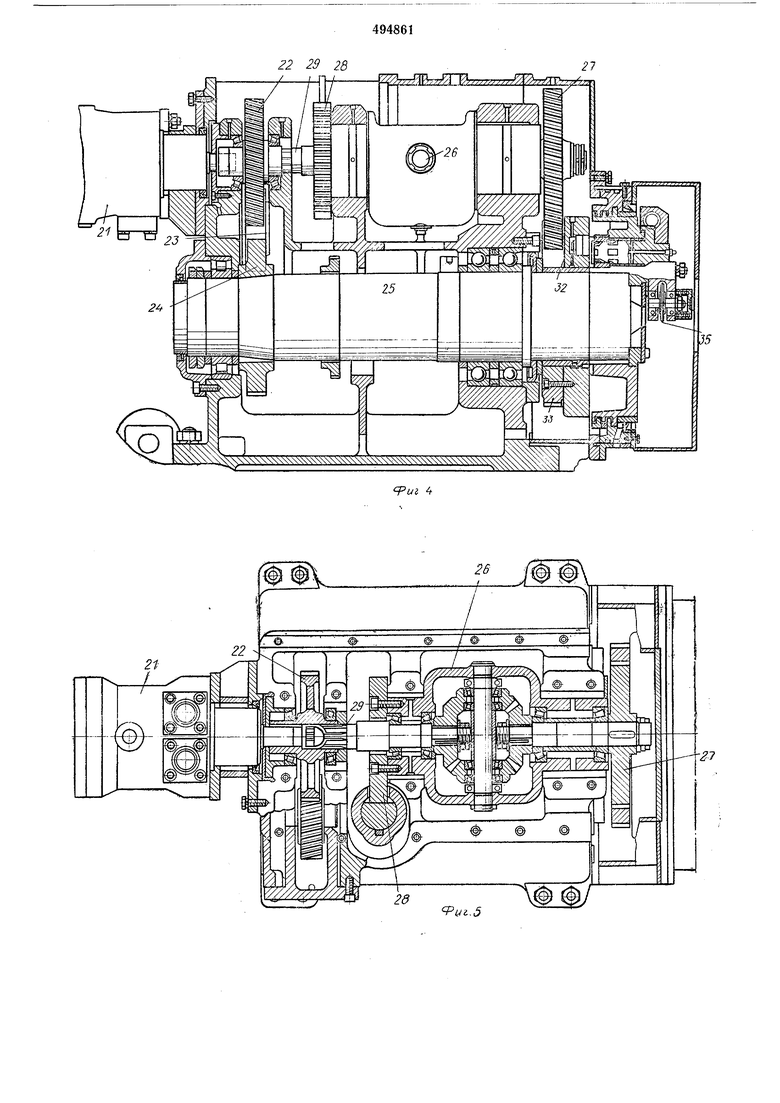
На фиг. 1 и 2 изображен предлагаемый станок, общий вид; на фиг. 3 - механизм перемещения каретки; на фнг. 4 - механизм подачи фрезы, продольный разрез; на фиг. 5 - то же, вид сверху; на фиг. 6 - привод подачи фрезы; на фиг. 7 - режущая головка механизма подачи фрезы, продольное сечение; на фиг. 8 - то же, вид с торца.
Иредварительпо определяется скорость двигателя постоянного тока (не показан), затем
этот сигнал передается детектору 1 (фиг. 1), включающему электродвигатель 2, вызывая вращение однооборотпой муфты 3 через скоростной редуктор 4.
Разрезае.мая труба подастся в станок и как
только ее конец заходит во флажковый выпючатель 5, установленный на требуемую длину резания, подается сигнал на включение электромагнита 6, связанного с однооборотной муфтой 3, начинающей вращать вал 7,
приводящий в действие кулачок 8 вместе с блоком 9, прикрепленным к муфте 10.
Но мере вращения кулачка 8 толкатель 11, закрепленный в станине 12 с помощью шарнира 13, поворачивается против часовой
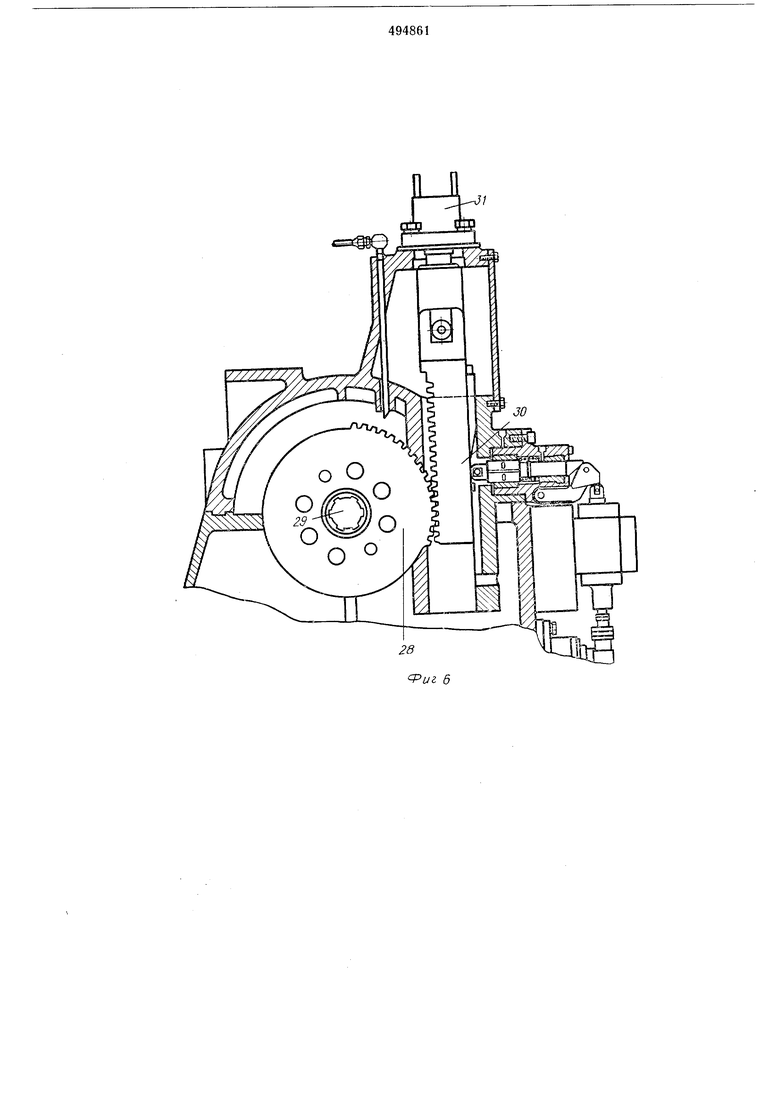
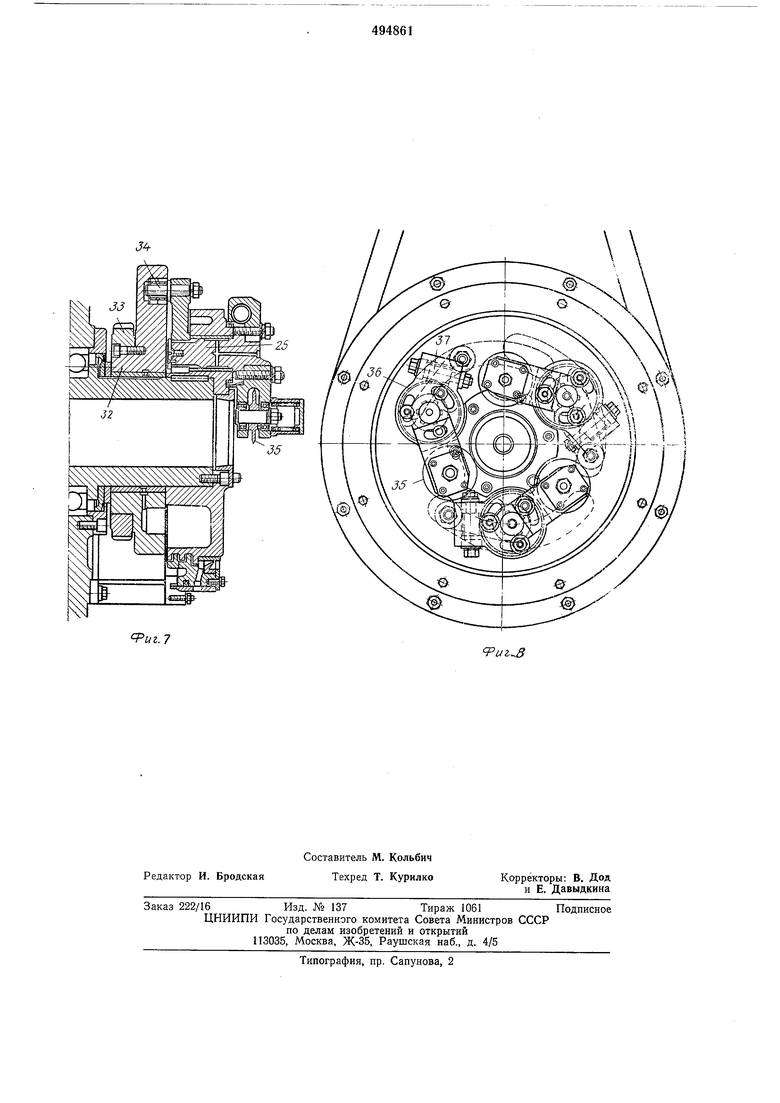
стрелки за счет обкатывающегося по кулачку 8 и закрепленного в нижнем котще толкателя II ролика 14 и перемещает каретку 15, упираясь в ее унор 16 закрепленным в верхнем конце толкателя И роликом 17. Как только каретка 15 достигнет скорости разрезаемой трубы, осуществляется зажи.м посичедней и последующее перемещение ею каретки, а толкатель 11 возвращается в исходпое подожение при помощи цилиндра 18. Мехапизмы зажима 19 и 20 расположены на каретке (фиг. 1) и выполнены в виде трехкулачковых патронов, каждый кулачок которых перемещается от гидроцилидра. Механизм зажима 20 выполнен перемещаемым вдоль оси трубы, осуществляя некоторое ее натяжение. После фиксации трубы зажимными механизмами начинает работать механизм подачи фрезы. От гидромотора 21 вращение передается на шестерню 22, паразитную щестерню 23, шестерню 24, сидящую на шпинделе 25. Когда дифференциальная коробка передач 26 не работает, шестерня 27 вращается в том же направлении, что и шпиндель 25. Шестерня 28 смонтирована скользящей на валу 29 и присоединена к дифференциальной коробке передач 26. Когда рейка 30 (фиг. 6), находящаяся в зацеплении с шестерней 28, работает дифференциально на сигнал окончания зажима, то перемещение поршня цилиндра 31 поворачивает шестерню 28 и вместе с ней дифференциальную коробку передач 26 на величину, соответствующую перемещению рейки 30. В результате число оборотов шестерни 27 возрастает на число оборотов дифференциальной коробки передач 26. Врапюние шестерни 27 передается на кулачковый диск 32 через щестерню 33 (фиг. 7). Ролик 34 скользит в ( зу кулачкового диска 32 со скоростью, соответствующей возросшей скорости шестерни 27, перемещая фрезу 35 в поперечном направлении. В предлагаемом станке имеется механизм, уравновешивающий центробежную силу, развиваемую фрезой, и выполненный в виде закрепленного на одной оси с фрезой червячного колеса 36 и взаимодействующего с ним червяка 37. Предмет изобретения Станок для резки непрерывно изготавливаемой трубы с неподвижным механизмом зажима заготовки и механизмом подачи режущего инструмента, расноложенными на каретке, имеющей устройство для ее ноступательного перемещения, отличающийся тем, что, с целью повышения производительности и точности резки, станок снабжен дополнительным механизмом зажима, перемещаемым от гидроцилиндра вдоль оси заготовки по каретке, устройство для поступательного перемещения которой вынолнено в виде обкатывающегося но кулачку ролика, связанного с шарнирно закрепленным на станине толкателем, сообщающим каретке прямой ход и разгоняющим ее до скорости, равной скорости трубы, и с последуюн1,им перемещением каретки движущейя трубой.
П 22 29 // 28 
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Устройство для обратного ультразвукового отражения | 1968 |
|
SU489360A3 |
| КРОМКООБРАБАТЫВАЮЩИЙ СТАНОК | 1969 |
|
SU248447A1 |
| Станок для фасонной обработки труб | 1991 |
|
SU1780941A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
| Устройство для обработки коленчатых валов | 1975 |
|
SU633454A3 |
| Станок для сборки и резки викелей | 1981 |
|
SU1024301A1 |
| Полуавтомат для фрезерования уреза подошвы для обуви | 1962 |
|
SU151948A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ СТОЛБОВ | 1972 |
|
SU333741A1 |
| Ленточнопильный станок | 1986 |
|
SU1397284A1 |
Фг/г. 7
